Прокатные станы – основные виды и конструкция
Сложно назвать отрасль промышленности, где не применяется металл и изделия из него, для производства которых активно используется прокатный стан. Металлургические предприятия сегодня предъявляют достаточно высокие требования к оборудованию. Именно поэтому современные промышленные машины, в частности прокатные станы, значительно отличаются от моделей, которые выпускались ранее.
Прокатный стан для производства профнастила
Для чего необходимо это оборудование
Потребность в таком прочном и надежном материале как металл постоянно растет, что приводит к необходимости открытия новых металлургических предприятий и модернизации уже работающих. Список отраслей промышленности, в которых без применения металла просто не обойтись, можно продолжать до бесконечности. Это машиностроение, автомобиле- и судостроение, строительная сфера и многие другие.
Для того чтобы металлическая руда превратилась в металлопрокат определенной марки, необходимо выполнить массу основных и вспомогательных операций, для каждой из которых используется специальное оборудование. Одним из основных типов металлургического оборудования, на котором в результате пластической деформации из раскаленной заготовки получается лист металла, является прокатный стан. Именно на нем производится основной объем работ, выполнением которых занимаются металлургические предприятия.
Разновидности прокатных станов
Как мы уже выяснили, прокатный стан — это оборудование, на котором за счет последовательно выполняемых операций металлическая заготовка превращается в сортовой прокат с требуемыми геометрическими параметрами. В зависимости от параметров конечного продукта, эти машины могут быть нескольких типов. Заготовочные и обжимные (слябинги и блюминги) предназначены для получения из крупного слитка металла заготовки, которая поступает для дальнейшей обработки на специальное прокатное устройство. К оборудованию последнего вида, на котором уже получают металлический прокат требуемой конфигурации, относятся сортовые, трубные и проволочные станы.
К категории сортовых станов относится оборудование для производства различных видов проката. Так, это могут быть станы для производства листовой стали, уголков, швеллеров, рельсов и др. В зависимости от своих функциональных возможностей, такие станы могут быть крупно- и среднесортными, рельсопрокатными и категории MPS, на которых получают профили различного сечения. Листовые прокатные станы, способные обрабатывать заготовки методом холодного или горячего деформирования, используются для получения металлических плит (толщина 50–350 мм), листового металла (3–50 мм) и полос (1,2–20 мм). Готовые изделия после производства сматываются в рулоны массой до 50 тонн.
Классификация прокатных станов, на которых производятся различные виды бесшовных труб, разделяет их на следующие категории:

Прокатная клеть листопрокатного стана
На современных предприятиях применяются также станы деталепрокатного или специального типа. Используются они для производства профильных и трубных заготовок, длина которых не превышает 3 метров. Кроме того, возможности такого оборудования позволяют изготавливать с его помощью заготовки в виде шаров, гнутых профилей, зубчатых колес, винтов, труб с ребристым сечением и др. Доработка заготовок осуществляется уже на предприятиях, которые используют их для производства своей продукции.
Составные элементы прокатного стана
Конструкция любого прокатного стана включает в себя три основных элемента: так называемые рабочие клети, передаточные устройства и приводные электродвигатели. Валки, по которым перемещается листовой или профильный металл, входят в состав рабочих клетей. Также они включают в себя установочные механизмы, станины, плитовины и проводки. Движение всех рабочих частей прокатного стана обеспечивают мощные электродвигатели, которые соединяются с ними посредством элементов передаточного устройства: муфт, шпинделей и шестерен.
Следует знать, что основной характеристикой прокатных станов заготовочного и обжимного типа является диаметр рабочего валка. Если же в процессе обработки заготовки используется сразу несколько рабочих клетей, то в качестве такой характеристики используется диаметр валка, на котором выполняется финишная операция.
Сортовой прокатный стан, где получают изделия сложной формы и с достаточно точными геометрическими параметрами, включает в себя сразу несколько клетей, через которые прокат проходит последовательно в процессе своей обработки.
На современных предприятиях сегодня применяют универсальные прокатные станы, оснащенные 3-мя или 5-ю рабочими клетями. Часть валков таких станов (2–3) имеет диаметр 1350 мм, остальные — 800 мм. Оборудование для получения листового проката значительной толщины, как правило, оснащается одной или двумя рабочими клетями. Рабочая ширина таких станов, формируемая длиной валков, находится в диапазоне 3,5–5,5 метров. Стан для листового металла, чаще всего, оснащается дополнительными рабочими клетями с вертикальными валками, которые обеспечивают обжатие боковых кромок формируемого листа металла. Листовой металл в виде полос производится на устройстве, оснащенном 10–15 рабочими клетями, оборудованными горизонтальными валками с длиной 1,5–2,5 метров и вертикальными валками для обжимания торцов.
У прокатного стана, как видно из его конструкции, может быть значительная длина. Наиболее примечательно в этом плане трубопрокатное оборудование, в состав которого включено одновременно три стана. На первом из них выполняется прошивка отверстия в металлической заготовке, на втором — вытяжка заготовки в трубу, на третьем — калибровка, которая осуществляется для придания готовому изделию требуемого диаметра. На деталепрокатных станах заготовка подвергается как винтовой, так и поперечной обработке.
Устройство прокатного стана
Изготовление прокатного стана своими руками
Если вам необходим маломощный прокатный стан для использования в домашней мастерской, то его вполне возможно сделать своими руками. Использовать такое оборудование, несмотря на простоту его конструкции, можно для выполнения различных видов работ. Так, с его помощью получится самостоятельно изготавливать проволоку различного диаметра, рихтовать или резать листовой металл, толщина которого не превышает 0,5 мм.
Для того чтобы изготовить такое прокатное оборудование, понадобятся следующие конструкционные элементы: две мощные стойки, стальной прут диаметром 5 см, верхняя плита, болты с гайками (М10), две шестерни и зубчатое колесо, бронзовые втулки и подшипники, пружины и упоры.
Собирается конструкция такого самодельного прокатного стана в следующей последовательности:
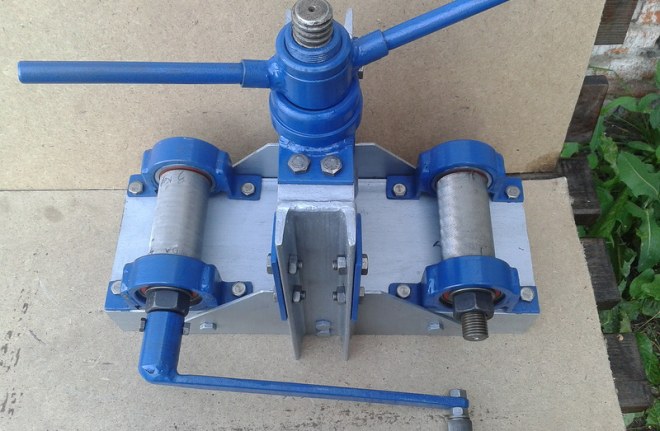
Вариант исполнения ручного прокатного стана
Для того чтобы такой прокатный стан работал, необходимо обеспечить синхронное вращение рабочих валов. Решается эта задача за счет зубчатой передачи, которая передает крутящий момент от шестерни, закрепленной на нижнем валу, к шестеренке, установленной на одной оси с верхним валом. Чтобы привести в движение весь механизм, необходимо прокрутить рукоятку, жестко соединенную с нижней шестерней. Что удобно, зазор между рабочими валами такого стана можно регулировать.
Универсальность такого оборудования обеспечивается за счет установки на него валов разной конструкции. Так, использование валов в виде дисковых ножей дает возможность резать листовой металл, а рабочие элементы с канавками требуемого размера позволяют производить проволоку. Можно использовать такое несложное оборудование и для того, чтобы формировать ребра жесткости на заготовке. Для этого необходимо установить на него рабочие валы, которые будут соприкасаться своими поверхностями по принципу «паз-гребень».
Что такое станы периодического проката
Главный признак, определяющий устройство — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса.
По сортаменту продукции станы разделяют на:
По технологическому процессу делят на следующие группы:
Прокатка заключается в том, что нагретый слиток (или заготовка) обжимается между вращающимися валками прокатного стана, при этом уменьшается площадь поперечного сечения слитка, изменяется его форма и увеличивается длина.
Виды прокатных станов
По конструкции
Прокатные станы по конструкции разделяются на:

По роду продукции
прокатное производство можно разделить на три основных вида:
Более подробно

Изготовление проката
Сортовой прокат изготовляют в следующей последовательности. Нагретый слиток поступает сначала в прокатку на блуминг, который представляет собой полностью механизированный мощный реверсивный дуостан. На блуминг подаются слитки весом 4—15 т. Прокатный слиток разрезают и получают заготовки (блумсы) квадратного сечения или прямоугольного сечения (слябы). Блумсы поступают далее на заготовочные станы, где осуществляется прокатка заготовки для сортовых станов, или непосредственно на крупносортные и рельсо-балочные станы.

Рельсо-балочные станы катают рельсы, балки и швеллеры крупных номеров.
Сортопрокатные станы катают: круглую, квадратную, полосовую сталь, швеллеры и двутавры средних и малых номеров, уголки равнобокие и неравнобокие. Проволочные станы катают круглую катанку диаметром от 10 до 5 мм для изготовления проволоки.
Чтобы получить при прокатке изделия сложного профиля (уголки,- швеллеры и т. п.), на рабочей поверхности валков делаются вырезы (ручьи).

Кроме блумингов имеются прокатные станы — слябинги, которые из плоского слитка катают слябы (заготовки прямоугольного сечения); затем из сляб на листопрокатных станах получают листы.
Вес слитков для листового проката достигает 50 т (для прокатки толстых броневых листов).
В строительном деле применяется главным образом прокатная низкоуглеродистая сталь.
Прокатные и штампованные профили
В России приняты следующие основные прокатные и штампованные профили, из которых составляются элементы строительных конструкций.
Видео прокатный стан
Классификация прокатного производства
Определение прокатного стана
Прокатным станом называют комплекс машин и агрегатов, предназначенных для пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки (правки, резки и пр.) и транспортирования. Кроме того, в прокатных цехах установлены нагревательные печи и колодцы, печи для отжига и нормализации, устройства для очистки поверхности, лужения и оцинкования полосы, станки для шлифования и нарезки калибров валков и т. д. Все это, а также подъемные краны и другое оборудование не входят в понятие «прокатный стан», однако они необходимы для обеспечения работы прокатного цеха и выпуска готовой продукции требуемого качества.
Оборудование прокатного стана делят на две группы: оборудование, входящее в линии рабочих клетей, и прочее оборудование для транспортировки и отделки металла.
Место и назначение прокатного цеха на металлургическом заводе
Современный металлургический завод с полным металлургическим циклом объединяют три основных производства: доменное, сталеплавильное и прокатное. Последнее включает обычно несколько самостоятельных цехов, выпускающих различную продукцию по сортаменту.
Чугун, получаемый в доменных цехах, перерабатывают в конверторах, мартеновских или электрических печах в сталь. Запас жидкого чугуна, обеспечивающий бесперебойную работу сталеплавильных цехов, содержится в отапливаемых хранилищах (миксерах).
Полученные в сталеплавильных цехах слитки поступают в стрипперное отделение, где их извлекают из изложниц и направляют в прокатные цехи.
Технологический процесс производства проката состоит из двух стадий: прокатки слитка в полупродукт и прокатки полупродукта в готовое изделие.
На рис. 42 представлен план расположения основных цехов металлургического завода с полным циклом.

Классификация прокатных станов
Прокатные станы можно классифицировать по различным признакам: назначению, числу и расположению валков, расположению рабочих клетей, режиму работы.
Классификация прокатных станов по назначению
Блюминг — обжимной стан для переработки стальных слитков сечением более 125×125 мм. Слябинг — обжимной универсальный стан для переработки крупных стальных слитков в слябы шириной более 700 мм и толщиной более 75 мы. Блюминг-слябинг — обжимной универсальный стан для переработки стальных слитков в блюмы и слябы, отличающийся высоким подъемом верхнего валка (до 1200 мм), с целью осуществления ребрового прохода при обжатии боковых кромок слябов. Непрерывный заготовочный стан, характеризуемый последовательным расположением клетей, предназначен для непрерывной прокатки из блюмов заготовок квадратного и прямоугольного сечений от 50×50 до 150×150 мм. Трубозаготовочный стан предназначен для прокатки из блюмов заготовок сплошного круглого сечения диаметром 70—350 мм, необходимых для производства бесшовных труб, а также квадратных заготовок толщиной 75—125 мм. Рельсобалочный (сортовой) стан с валками диаметром 500—950 мм предназначен для производства круглого профиля диаметром 80—300 мм, двутавровых балок до № 60, швеллеров до № 40, рельсов до № 18 и других профилей. Крупносортный стан с валками диаметром 500—750 мм — для производства квадратных и круглых профилей размером 80—200 мм, двутавровых балок швеллеров до № 30 и др. Среднесортный стан с валками диаметром 300—500 мм — для производства квадратных и круглых профилен 30—100 мм, швеллеров до № 12; используют также для прокатки профилей простого сечения из других металлов и сплавов. Мелкосортный стан с валками диаметром 250—350 мм —для производства круглых профилей диаметром до 20 мм, квадратных профилей со стороной до 18 мм, полос толщиной до 25 мм и уголков до № 5. Проволочный стан — для прокатки катанки диаметром от 5 до 10 мм. Полосовой (штрипсовый) стан — для производства полосовой стали толщиной до 1,5—12 мм и шириной до 400 мм. Универсальный балочный стан — стан с одной парой горизонтальных и одной парой вертикальных валков, расположенных в одной плоскости. Толстолистовой стан — для производства листов толщиной до 40—50 мм и шириной до 3000—4500 мм. Листовые станы горячей прокатки для производства листов толщиной 1,5—12 мм и шириной 1000—2350 мм (масса рулона до 10 т). Листовые станы холодной прокатки—для производства листов толщиной 0,5—2,5 мм. Трубопрокатный стан — для выполнения всех основных технологических операций при производстве цельнокатаных (бесшовных) труб (состоит из системы машин). Прошивной (трубопрокатный) стан — для производства гильз из сплошных заготовок или слитков. Пилигримовый (трубопрокатный) стан — для горячей прокатки на цилиндрической оправке толстостенной гильзы в тонкостенную трубу в валках с периодическим калибром. Редукционный (трубопрокатный) стан — для уменьшения диаметра труб вследствие увеличения длины без изменения толщины стенки труб. Расширительный (трубопрокатный) стан — для увеличения диаметра трубы с уменьшением толщины ее стенки. Раскатной (трубопрокатный) стан — для уменьшения разностенности труб, устранения местных утолщений и сглаживания наружной и внутренней поверхностей. Калибровочный (трубопрокатный) стан — для окончательной калибровки труб по наружному диаметру (без оправки) и устранения эллипсности, получающейся на раскатном стане. Лентопрокатный стан — для холодной прокатки ленты (полос) шириной до 250 мм. Фольгопрокатный стан — для холодной прокатки фольги толщиной до нескольких микрон (из стали и цветных металлов). Плющильный стан — для холодной прокатки специальной узкой ленты из круглой проволоки. Дрессировочный стан — для холодной прокатки листов и полос в рулоны с малыми обжатиями с целью упрочнения поверхности проката. Колесопрокатный стан — для производства цельнокатаных железнодорожных колес и дисков. Кольцепрокатный стан — для горячей прокатки колец подшипников качения и других заготовок в форме кольца. Шаропрокатный стан — для поперечной прокатки шаров и других коротких тел вращения в винтовых калибрах. Стан поперечно-винтовой прокатки — трехвалковый стан для поперечной прокатки периодических профилей. Стан для прокатки зубчатых колес — специальный стан для горячей прокатки прямозубых, шевронных цилиндрических и конических шестерен с модулем 4—10.
Классификация прокатных станов по числу и расположению валков

Двухвалковый стан (дуо) — рабочая клеть имеет два горизонтально расположенных рабочих валках. Двойной двухвалковый стан — попарное расположение четырех горизонтальных рабочих валков в двух вертикальных плоскостях. Двухвалковый стан с косым расположением валков — один приводной валок и один верхний холостой валок. Двухвалковый стан с верхним холостым валком — одни приводной валок и верхний холостой валок. Трехвалковый стан (трио) с горизонтальным расположением валков — рабочая клеть имеет три горизонтально расположенных рабочих валка. Трехвалковый стан с расположением валков под углом — сортовой стан, прокатные валки которого расположены в одной вертикальной плоскости под углом 120° друг к другу. Четырехвалковый стан (кварто) — рабочая клеть имеет четыре горизонтальных валка, расположенных одни над другим, из которых два средних с консольным расположением являются рабочими, два других опорными. Многовалковые станы (шести-, двенадцати-, и двадцативалковые) для холодной прокатки тонких полос и ленты в рулонах. Эти клети имеют большую жесткость и малый прогиб валков. В состав универсальных клетей входят горизонтальные и вертикальные валки, которые обеспечивают обжатие металла с четырех сторон: по толщине — горизонтальными валками и по ширине — вертикальными. Применяют универсальные клети для прокатки слябов, толстых листов, широкополочных балок высотой 600—1000 мм с параллельными полками. Клети специальной конструкции используют для прокатки бандажей, колес, шаров, колец, винтов, шестерен и пр.
Классификация прокатных станов по расположению рабочих клетей

Одноклетьевой стан состоит из одной клети, многоклетьевой стан — из нескольких рабочих клетей. Линейный стан — многоклетьевой стан, оси клетей которого расположены в одну линию; клети имеют обычно привод от одного общего двигателя. Многолинейный — многоклетьевой стан, оси которого расположены в две или большее число линий, размещенных параллельно одна другой. Сдвоенный стан (тандем) состоит из двух рабочих клетей, расположенных последовательно в две линии. Непрерывный стан — многоклетьевой стан, клети которого расположены последовательно в направлении движения прокатываемого металла, в клетях металл прокатывается только в одном направлении. Полунепрерывный стан — многоклетьевой стан, в одной или нескольких рабочих клетях которого можно вести прокатку в обоих направлениях (считая по ходу металла в цехе), а в других клетях обеспечивается непрерывная прокатка металла в одном направлении. Последовательный стан — клети расположены последовательно; прокатываемая полоса делает только один проход в каждой клети. Зигзагообразный стан — многоклетьевой стан, клети которого расположены по нескольким параллельным линиям прокатки; металл с одной линии прокатки передается на другую по косым рольгангам, т. е. обеспечивается зигзагообразное движение металла. Шахматный стан — многоклетьевой стан, аналогичный зигзагообразному, но с передачей металла шлепперами перпендикулярно оси прокатки.
Классификация прокатных станов по режиму работы
По режиму работы прокатные станы классифицируют на реверсивные (движение полосы изменяется после каждого прохода металла через валки) и нереверсивные (полоса движется по линии прокатки только в одном направлении).
Прокатный стан – виды, конструкция, изготовление
Прокатные станы классифицируются по назначению, количеству и расположению рабочих клетей и валков в рабочих клетях. В зависимости от назначения, т.е. от вида выпускаемой продукции, их можно разделить на следующие три группы:

Рис. 1. Листопрокатный стан
Напомним, что обжимные и заготовочные станы используются для предварительной прокатки слитков, разливаемых в изложницы, и при работе с непрерывнолитой заготовкой не используются.
Основным параметром обжимных, заготовочных и сортовых станов является диаметр валков или шестерен шестеренной клети (в мм).
При наличии в стане нескольких рабочих клетей параметром стана является диаметр валков чистовой (последней) клети.
Так, название «мелкосортный стан 250» означает, что диаметр рабочих валков или шестерен чистовой клети равен 250 мм, а назначение его – производство мелкосортного проката.
Основным параметром листовых станов является длина бочки (рабочей поверхности) валка (в мм), которая определяет наибольшую ширину прокатываемых на стане листов или полос. В этом случае название «толстолистовой стан 3000» означает, что длина бочки валков равна 3000 мм, при этом на стане прокатывают толстый лист шириной до 2700-2800 мм.

Рис. 2. Прокатные валки: с гладкой бочкой (а) и калиброванный (б): 1 – бочка; 2 – шейка; 3 – приводные или перевалочные концы
По количеству и расположению рабочих клетей прокатные станы разделяют на следующие пять групп: одноклетевые, линейные многоклетевые, последовательные, полунепрерывные и непрерывные.
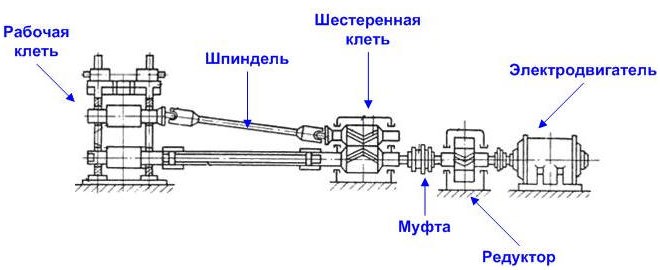
Одноклетевые станы являются простейшим типом прокатного стана. В состав оборудования стана входят одна рабочая клеть и линия привода рабочих валков, которая состоит из шпинделей, шестеренной клети, редуктора, муфт и главного электродвигателя. Входящее в линию привода валков оборудование в основном повторяется на прокатных станах с более сложным расположением рабочих клетей.
Наиболее простыми являются линейные многоклетевые прокатные станы, на которых рабочие клети расположены в одну или более линий. При этом каждая линия приводится от одного электродвигателя.
Одноклетевые станы могут быть реверсивными, когда рабочие валки могут попеременно вращаться в одну и другую сторону, или нереверсивными, когда рабочие валки вращаются только в одну сторону.
Линейные многоклетевые станы используют, в основном, как заготовочные, сортовые, рельсобалочные, проволочные и листовые.



Рис. 3. Калибровка – порядок прокатки последовательного ряда переходных сечений прокатываемых профилей
(а – прокатка рельсов; б – различные варианты прокатки швелелров; в – различные варианты прокатки уголков)
Последовательные станы характеризуются расположением рабочих клетей, стоящих друг за другом таким образом, что прокатываемая полоса проходит в каждой клети один раз. Поэтому число клетей такого стана должно быть равно максимальному числу проходов, необходимых для получения готового профиля.
На последовательных станах рабочие клети обычно размещают в несколько параллельных рядов, чтобы сократить длину цеха и лучше использовать его площади. Причём на таких станах расстояние от клети к клети в направлении прокатки увеличивается из-за увеличения длины прокатываемой полосы (поскольку сечение уменьшается, прокатываемый металл вытягивается в длину).
Соответственно увеличивается и частота вращения валков. Последовательные станы используют в основном как сортовые.

Рис. 4. Простые (а) и фасонные (б) калибры
Полунепрерывные станы состоят из двух групп рабочих клетей: непрерывной и линейной, или последовательной.
В непрерывной группе клетей прокатываемая полоса может находиться одновременно в двух, трёх и более клетях, т.е. прокатываться непрерывно.
А во второй группе полоса прокатывается или на линейном, или на последовательном стане. Полунепрерывные станы используются как сортовые, проволочные и полосовые.
Наиболее современными станами являются непрерывные станы. По сравнению с другими типами станов непрерывные характеризуются более высокими скоростями прокатки (следовательно и производительностью). При этом привод валков рабочих клетей может быть как индивидуальным, так и групповым. Эти станы используют в качестве заготовочных, широкополосных, средне- и мелкосортных, проволочных и др.
Валки являются основным рабочим инструментом прокатного стана, в них непосредственно осуществляется деформация металла. Затраты, связанные с эксплуатацией валков, составляют 5-15 % всех расходов по прокатному стану.
Прокатные валки классифицируют по назначению, форме бочки валка, конструкции, материалу. По назначению валки бывают сортовые и листовые, кантующие, разрезные, правѝльные и т.д., валки для горячей и холодной прокатки, валки обжимные, черновые, предчистовые и чистовые.
По форме бочки валки бывают гладкие или цилиндрические и с калибрами. По конструкции различают валки цельнолитые, цельнокованые и составные. По материалу валки бывают стальные, чугунные и из твёрдых сплавов. Рабочий диаметр валков выбирают так, чтобы они захватывали металл без принудительного заталкивания, а также исходя из условий прочности и жёсткости, особенно для тонколистовых станов.

Рис.5. Варианты расположения валков в рабочих клетях:
а – двухвалковая клеть; б – трёхвалковая сортовая и листовая; в – четырех-валковая клеть; г – шестивалковая клеть; д – двенадцативалковая клеть; е – двадцативалковая клеть; ж – универсальная балочная клеть; з – универсальная клеть слябинга
По расположению и количеству валков в рабочих клетях и их конструкции прокатные станы делятся на несколько групп: двух-, трёх-, четырёх- и многовалковые, универсальные специальной конструкции (рис. 5).
Двухвалковые клети (дуо-) наиболее распространены, и бывают реверсивные и нереверсивные. В реверсивных клетях валки имеют переменное направление вращения.
Прокатываемый металл проходит между валками вперёд и назад нужное количество раз, а валки соответственно изменяют направление вращения, реверсируются.
Реверсивные двухвалковые клети применяют в обжимных, толстолистовых, сортовых и листовых станах.
В нереверсивных двухвалковых клетях валки имеют постоянное вращение в одну сторону. Прокатываемый металл проходит между валками такой клети только один раз и в одном направлении. Нереверсивные клети применяют в линейных многоклетевых, последовательных, полунепрерывных и непрерывных прокатных станах при производстве заготовок, сортового проката, катанки, листа.
В трёхвалковых клетях оси валков расположены в одной вертикальной плоскости и имеют постоянное направление вращения. Трёхвалковые клети нашли широкое применение при производстве сортового проката.
Прокатываемый металл движется в одну сторону между нижним и средним валками и в обратную сторону – между средним и верхним.
Для подъёма металла на верхний уровень и его задачи между верхним и средним валками перед клетью или позади её устанавливают подъёмно-качающиеся столы.
При производстве листа также применяют трёхвалковые клети, но со средним валком меньшего диаметра, чем нижний и верхний. Средний валок является неприводным и в процессе прокатки прижимается то к верхнему, то к нижнему валку.

Так же, как и при производстве сортового проката, перед клетью и позади неё устанавливают подъёмно-качающиеся столы. Поскольку трёхвалковые клети обладают небольшой производительностью и малой жёсткостью валковой системы, в последнее время они практически не применяются.
В четырёхвалковых клетях, как и в трёхвалковых, валки также расположены в одной вертикальной плоскости один над другим. В этих клетях два валка являются рабочими, а два других – опорными. Рабочие валки имеют меньший диаметр и размещены в середине клети, опорные валки имеют больший диаметр и расположены сверху и снизу.
Опорные валки предназначены для уменьшения прогиба рабочих валков и для увеличения жёсткости валковой системы. Приводными валками в клетях кварто- (четырёхвалковых) являются рабочие валки.
Станы с четырёхвалковыми клетями получили широкое распространение для горячей и холодной прокатки толстых и тонких листов, широких полос и лент.

С использованием четырёхвалковых клетей прокатка осуществляется на непрерывных многоклетевых и одноклетевых станах. Четырёхвалковые нереверсивные клети используют на непрерывных станах. Реверсивные четырёхвалковые клети используют в одноклетевых станах горячей и холодной прокатки.
К многовалковым клетям относятся шести-, двенадцати- и двадцативалковые клети.
Шестивалковые клети имеют два рабочих приводных валка и четыре опорных. Эти клети отличаются повышенной жёсткостью самой клети и меньшим прогибом опорных валков.
Благодаря этому клети используют для холодной прокатки тонких полос и узких лент в рулонах с точными допусками по толщине.
Однако поскольку преимущества этих клетей по сравнению с четырёхвалковыми клетями невелики, а конструкция их сложнее, то значительного распространения они не получили.

Широко применяются в прокатном производстве двенадцати- и двадцативалковые клети. Такое усложнение конструкций рабочих клетей оправдывается рядом преимуществ, которые выражаются в жесткой конструкции валковой системы и всей рабочей клети.
Это позволяет применять их для производства тонкой и тончайшей ленты. Диаметры рабочих валков в таких многовалковых клетях лежат в пределах от 3 до 50 мм.
Они являются неприводными и опираются на ряд приводных валков с большим диаметром, а последние, в свою очередь, на ряд опорных валков.
Универсальные клети имеют горизонтальные и вертикальные валки, расположенные в одной вертикальной плоскости. Обжатие металла осуществляется горизонтальными и вертикальными валками одновременно.
Такие клети применяются в универсальных балочных клетях, где вертикальные валки неприводные. Эти клети применяют только для прокатки широполочных двутавровых балок (высота балок до 1000 мм, ширина полок до 400 мм), а также для прокатки других профилей (рельсов, универсальных листов и др.).
Кроме того, универсальные (обычные) клети применяют как реверсивные двухвалковые (в слябингах) или четырёхвалковые (в черновых широкополосных станах) клети. В этих клетях вертикальные плоскости, в которых размещены или горизонтальные, или вертикальные валки, находятся на некотором близком расстоянии друг от друга.
В этих клетях обжатие прокатываемого металла осуществляется и горизонтальными и вертикальными валками. При этом вертикальные валки располагают с передней или задней стороны рабочей клети, в задачу которых входит получение ровных и гладких боковых граней прокатываемого металла.
Клети специальной конструкции имеют самое различное расположение валков. К этой группе относятся колёсопрокатные, бандажепрокатные, вилопрокатные, кольцепрокатные, шаропрокатные станы, а также станы для прокатки профилей переменного и периодического сечения, шестерен и других изделий.
Кроме собственно прокатного стана в состав технологических линий для прокатки входит большое количество вспомогательного оборудования, которое подразделяют на две основные группы: транспортную, выполняющую операции по перемещению металла, подаче его к рабочим клетям и его кантовку, и обрабатывающую, работа которой связана с операциями по отделке проката.
К транспортной группе агрегатов и механизмов относятся рольганги, холодильники, манипуляторы, кантователи, поворотные и подъёмные механизмы. К обрабатывающей группе агрегатов и механизмов относятся ножницы, пилы, правѝльные механизмы и прессы, моталки, разматыватели и др.
Важную роль играют рольганги – системы роликов, установленных на раму.
Привод роликов осуществляется от электродвигателей, а при их вращении металл, уложенный на рольганг, получает продольное перемещение за счёт сил трения.
Рольганги обеспечивают подачу металла к прокатному стану, задачу его в валки, приёма из валков и передвижение к ножницам, пилам, правѝльным и другим устройствам и механизмам.
Холодильники являются связующим звеном между прокатным станом и агрегатами для отделки проката. На холодильнике осуществляется приём прокатанного металла, его охлаждение, передача на отводящий рольганг, транспортирование металла к отделочным агрегатам.
Наиболее распространённые реечные холодильники обеспечивают охлаждение полос с помощью подвижных зубчатых реек, совершающих качательно-поступательное движение.
Важным достоинством этих холодильников является возможность правки прокатанного металла в процессе охлаждения.
При перемещении по холодильнику металл охлаждается до 80-120 °С, передаётся на отводящий рольганг, ведущий к ножницам для холодной резки на мерные длины.
Подготовленный таким образом прокат, как правило, поступает в агрегаты для термической обработки для улучшения его свойств: закалки с целью придания твёрдости, либо наоборот – в агрегат отжига для смягчения (например, для последующего переката листа в тонкий холоднокатаный лист), а затем в агрегаты для отделки поверхности – механическим либо химическим (травление) способом.
Тонколистовому прокату в дальнейшем также могут на специальных агрегатах придаваться специальные свойства.
Преимущественно он подвергается цинкованию для защиты от коррозии путём пропускания через ванну с расплавленным цинком а агрегатах непрерывного горячего цинкования (АНГЦ), а также ему придаются дополнительные защитные и эстетические свойства путём нанесения полимерных покрытий либо путём окраски.
При этом важно отметить, что на всех стадиях производства важную роль играет контроль качества, осуществляемый как путём вырезания образцов из металла для последующей оценки его свойств стандартными методами, так и с использованием способов неразрушающего контроля – ультразвукового, электроиндуктивного, рентгено- и гамма-дефектоскопии.
Прокатный стан
Машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции:

Классификация и устройство прокатных станов
Главный признак, определяющий устройство — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса.
По сортаменту продукции станы разделяют на:
По технологическому процессу делят на следующие группы:
Основное оборудование прокатного стана
Размерпрокатного стана, предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла — диаметром валков, а трубопрокатного стана — наружным диаметром прокатываемых труб.
Оборудование стана, служащее для деформации металла между вращающимися валками, называют основным, а для выполнения прочих операций — вспомогательным.
Число и расположение рабочих клетей определяются его назначением, требуемым числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов.
К одноклетевым станам относится большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. В случае, когда в одной рабочей клети не удаётся расположить необходимое число калибров (см.
Непрерывные станы служат для горячей прокатки заготовки, полос, сортового металла, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей.
Скорости прокатки весьма различны и зависят главным образом от требуемой производительности, сортамента прокатываемой продукции и технологического процесса. У обжимных, заготовочных, толстолистовых, крупносортных станов скорость прокатки около 2—8 м/сек.
Наибольшие скорости характерны для непрерывных станов: при прокатке сортового металла 10—20 м/сек; полосового 25—35 м/сек; проволоки 50—70 м/сек; при холодной прокатке жести 40 м/сек.
Данные о производительности, мощности приводов и массе оборудования некоторых прокатных станов, получивших наибольшее распространение в СССР для производства горячекатаной стали, приведены в таблице.
Виды и применение прокатных станов

Заготовочные станы строятся двух типов в зависимости от исходного материала — слитков, отлитых в изложницах, или непрерывно-литых заготовок. В первом случае заготовочный стан одновременно является также обжимным станом. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных сечений (слябы), и блюминг с установленным за ним собственно заготовочным непрерывным станом, если требуется прокатывать заготовку для сортовых или трубопрокатных станов. За последней клетью этих станов находятся летучие ножницы для разрезки заготовки на куски требуемой длины или пилы и стеллажи для разрезки, охлаждения и осмотра заготовки. При использовании непрерывно-литой заготовки заготовочный стан устанавливается рядом с машиной для непрерывного литья в целях использования тепла неостывшего металла. Некоторые заготовочные станы выполнены так, чтобы литая заготовка поступала из кристаллизатора в валки непрерывного стана без разрезки, т. е. в этом случае осуществляется прокатка заготовки бесконечной длины и деление её на куски требуемой длины летучими ножницами или пилами при выходе из валков стана.
 Листовые и полосовые станы горячей прокатки предназначены для получения плит толщиной 50—350 мм, листов толщиной 3—50 мм и полос (сматываемых в рулоны) толщиной 1,2—20 мм. Толстолистовые станы обычно состоят из 1—2 клетей дуо и кварто с длиной бочки валков 3500—5500 мм, иногда с установленными перед ними дополнительными клетями, имеющими вертикальные валки для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосовые непрерывные или полунепрерывные станы, состоящие из 10—15 клетей кварто с длиной бочки валков 1500—2500 мм и нескольких клетей с вертикальными валками. Весь прокатываемый материал сматывается в рулоны по 15—50 т. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых листов (4—20 мм),которые изготовляются путём разматывания рулонов и их последующей разрезки. Со стороны выхода прокатанного металла из валков устанавливаются выходные рольганги и большое количество др. вспомогательного оборудования для последующей обработки проката и его транспортирования: у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосовых станов — моталки для сматывания полос в рулоны, конвейер для транспортирования рулонов и оборудование для разматывания рулонов, их правки и разрезки на карточки (листы).
Листовые и полосовые станы горячей прокатки предназначены для получения плит толщиной 50—350 мм, листов толщиной 3—50 мм и полос (сматываемых в рулоны) толщиной 1,2—20 мм. Толстолистовые станы обычно состоят из 1—2 клетей дуо и кварто с длиной бочки валков 3500—5500 мм, иногда с установленными перед ними дополнительными клетями, имеющими вертикальные валки для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосовые непрерывные или полунепрерывные станы, состоящие из 10—15 клетей кварто с длиной бочки валков 1500—2500 мм и нескольких клетей с вертикальными валками. Весь прокатываемый материал сматывается в рулоны по 15—50 т. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых листов (4—20 мм),которые изготовляются путём разматывания рулонов и их последующей разрезки. Со стороны выхода прокатанного металла из валков устанавливаются выходные рольганги и большое количество др. вспомогательного оборудования для последующей обработки проката и его транспортирования: у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосовых станов — моталки для сматывания полос в рулоны, конвейер для транспортирования рулонов и оборудование для разматывания рулонов, их правки и разрезки на карточки (листы).
Сортовые станы весьма разнообразны по своей характеристике и расположению оборудования.
Основные типы: универсальные станы для прокатки широкополочных балок, состоящие обычно из 3 или 5 клетей, расположенных последовательно одна за другой, из которых 2 или 3 клети универсальные, с горизонтальными валками диаметром около 1350мм,а 1 или 2 — дуо, с валками диаметром около 800 мм; рельсо-балочные станы ступенчатого типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 800 мм; крупносортные станы ступенчатого и полунепрерывного типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 650 мм; среднесортные станы ступенчатого типа в 2 или 3 линии, полунепрерывные и непрерывные; мелкосортные станы, большей частью непрерывные или полунепрерывные; узкополосовые станы непрерывные; проволочные станы непрерывные.
Литейно-прокатные — для производства проволоки из алюминиевых и медных сплавов наиболее эффективны, в которых осуществляется непрерывный процесс получения проволоки из жидкого металла.
Вначале происходит кристаллизация бесконечного слитка между ободом вращающегося колеса и обтягивающей его стальной лентой, а затем прокатка его на непрерывном стане. Производительность стана 5—8 т/ч.
Сортовые станы и листовые, имеют разнообразное вспомогательное оборудование, установленное по движению потока прокатываемого металла и выполняющее в общем ритме, без участия ручного труда, все вспомогательные технологические и транспортные операции, начиная с выдачи со склада исходной заготовки и кончая передачей проката на склад готовой продукции.
Трубопрокатные агрегаты состоят обычно из 3 станов. Первый стан производит прошивку отверстия в заготовке или слитке методом винтовой прокатки, второй служит для вытяжки прошитой заготовки в трубу и третий — для калибровки (редуцирования), т. е. уменьшения диаметра прокатанной трубы.
Конструкция трубопрокатных агрегатов определяется главным образом выбранным технологическим процессом второго стана, т. е. вытяжного. Наиболее производительным является непрерывный стан; находят применение также станы дуо, работающие на короткой оправке, пилигримовые и трёхвалковые винтовой прокатки.
Станы холодной прокатки стали и цветных металлов изготовляются следующих типов: листовые — для штучной прокатки; листовые широкополосовые — для рулонной прокатки; ленто-прокатные — для прокатки ленты толщиной от 1 мкм до 4 мм и шириной от 20 до 600 мм, сматываемой после прокатки в бунты или рулоны; фольгопрокатные — для прокатки полосы толщиной менее 0,1 мм; плющильные — для обжатия проволоки в узкую ленту; станы для холодной прокатки труб. При рулонной прокатке полос с обеих сторон рабочей клети устанавливаются намоточно-натяжные барабаны — моталки, которые служат для разматывания рулонов перед подачей металла в валки и сматывания при выходе из валков. Наиболее производительные листовые станы — непрерывные; они также выгоднее в отношении использования моталок и др. вспомогательного оборудования. Моталки у непрерывных станов располагаются только сзади, а спереди находятся механизмы для подачи рулонов, разматывания их и направления металла в валки первой рабочей клети.
Деталепрокатные станы работают в основном на принципе поперечной и винтовой прокатки и служат для производства точных заготовок деталей машиностроения — круглых периодических валов, шаров, винтов, ребристых труб, зубчатых колёс, а также инструмента — червячных фрез, свёрл и др. Эти станы разнообразны по конструкции и характеризуются высокой степенью механизации и автоматизации.
Оборудование прокатных станов
Конструкция основных деталей и механизмов, несмотря на их различное назначение и многообразие, во многих случаях одинакова. Главные элементы рабочей клети — валки прокатные, подшипниковые узлы, механизмы для установки валков, станина, шпиндели, муфты и проводки.
Подшипники прокатных валков работают при очень больших нагрузках, доходящих на некоторых станах до 30—60 Мн (3000—6000 тс) на валок. Возможные габариты их ограничиваются диаметром валков. Подшипники (качения или жидкостного трения) устанавливаются в массивных корпусах, называются подушками, которые располагаются в проёмах станины.
Станина рабочей клети воспринимает все усилия, возникающие при прокатке металла, и поэтому выполняется массивной — до 60—120 т и более. Материал станины — стальное литьё с 0,25—0,35% С.
Станина устанавливается на фундаментных стальных плитах (плитовинах), которые прикрепляются болтами к бетонному или железобетонному фундаменту.
Для сортовых станов получают распространение предварительно напряжённые рабочие клети, в которых повышение жёсткости достигается не увеличением массивности станины, а с помощью специальных стяжных механизмов.
Передача вращения прокатным валкам производится посредством универсальных шпинделей с шарнирами Гука.
Вспомогательное оборудование стана предназначено для подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологическим процессом (рольганги или транспортёры), перемещения металла вдоль валка для подачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), а также для отделки металла: правки (правильные машины и прессы), дрессировки, клеймения, укладки, промасливания, упаковки и т.д.
Электрооборудование характеризуется большими мощностями и размерами главных приводов (мощность одного электродвигателя доходит до 6—7 Мвт и более, а общая мощность — до 200—300 Мвт), сложностью систем управления электроприводами, вызываемой главным образом необходимостью автоматического регулирования в широких пределах скорости большинства машин.
Смазочное оборудование стана обеспечивает бесперебойную автоматическую подачу смазки ко всем трущимся деталям механизмов, а в станах для прокатки цветных металлов и холодной прокатки стали — также подачу технологической смазки к рабочей поверхности прокатных валков. Смазочные системы обычно располагаются в специальных подвалах.
Автоматика крупных станов состоит из ряда объединённых локальных систем для управления всем ходом технологического процесса, начиная от подачи исходного материала на склад и со склада и кончая поступлением проката на склад готовой продукции и погрузкой его в вагоны.
Каждая локальная система имеет многочисленные и разнообразные приборы-датчики, собирающие и передающие информацию о ходе технологического процесса, в том числе о температуре металла, давлении металла на валки, параметрах обрабатываемого материала, в частности о размерах прокатываемого профиля, его положении и характере перемещения.
Вся эта информация поступает в вычислительные машины локальных систем, где перерабатывается, после чего выдаются команды для управления машинами и механизмами, относящимися к данной локальной системе, а также информация общей вычислительной машине, объединяющей локальные системы, для соответствующей корректировки работы машин и механизмов др.
участков, управляемых остальными локальными системами. Одна из главных задач автоматизации (и экономически наиболее выгодная) — автоматизация регулирования размеров прокатываемого профиля, осуществляемая путём соответствующего автоматического изменения междувалкового пространства на основании показаний непрерывно действующего измерителя размеров профиля.
Благодаря этому резко повышается точность размеров профиля, в связи с чем снижается поле допусков, повышается качество металла, снижаются удельные расходы металла. Особенно большой эффект достигается при производстве тонколистовой продукции.
Успешное решение этой задачи стало возможным благодаря использованию вычислительной техники, т.к. обычные адаптивные системы (самоприспосабливающиеся системы) вследствие высоких скоростей прокатки (около 30—40 м/сек) не обеспечивают своевременную корректировку междувалкового пространства.
Большой экономический эффект даёт также автоматизация контроля качества готового проката и нанесения защитных покрытий. Прокатный стан в связи с непрерывностью процесса и выпуском однотипной продукции в больших количествах имеют все необходимые предпосылки, чтобы быть одними из первых полностью автоматизированных промышленных объектов.

Свяжитесь с нами по телефону (495)518-05-75, отправьте запрос через сайт (см. Контакты) или отправьте письмо по электронной почте ecm2007@mail.ru.
См. также:
Классификация и типы прокатных станов
Все прокатные станы, работающие на металлургических предприятиях, несмотря на многообразие конструкций классифицируются по назначению, количеству и расположению рабочих клетей и валков в рабочих клетях. Прокатные станы в зависимости от назначения, т.е. от вида выпускаемой продукции, можно разделить на следующие три группы.
Станы горячей прокатки, к которым относятся обжимные, заготовочные, рельсобалочные, сортовые, проволочные, штрипсовые, листовые, широкополосные.
Станы холодной прокатки, к которым относятся листовые, жестепрокатные и станы для прокатки тонкой и тончайшей ленты.
Станы специального назначения — колесопрокатные, бандажепрокатные, для прокатки полос и профилей переменного сечения, шаров, шестерен, винтов, гнутых профилей и т.п.
Основным параметром обжимных, заготовочных и сортовых станов является диаметр валков или шестерен шестеренной клети в мм.
При наличии в стане нескольких рабочих клетей параметром стана является диаметр валков чистовой клети.
Так, название «мелкосортный стан 250» означает, что диаметр рабочих валков или шестерен чистовой клети равен 250 мм, а назначение его — производство мелкосортного проката.
Основным параметром листовых станов является длина бочки валка, мм, которая определяет наибольшую ширину прокатываемых на стане листов или полос. В этом случае название «толстолистовой стан 3000» означает, что длина бочки валков равна 3000 мм, при этом на стане прокатывают толстый лист шириной до 2700—2800 мм.
По количеству и расположению рабочих клетей прокатные станы разделяют на следующие пять групп: одноклетевые, линейные многоклетевые, последовательные, полунепрерывные и непрерывные (рис. 1).
Одноклетевые станы являются простейшим типом прокатного стана. В состав оборудования стана входят одна рабочая клеть и линия привода рабочих валков, которая состоит из шпинделей, шестеренной клети, редуктора, муфт и главного электродвигателя.
Входящее в линию привода валков оборудование в основном повторяется на прокатных станах с более сложным расположением рабочих клетей.
К станам этой группы относятся станы для производства полупродукта (блюминги, слябинги, заготовочные) и готового проката (станы горячей и холодной прокатки).
Наиболее простыми являются линейные многоклетевые прокатные станы, на которых рабочие клети расположены в одну или более линий. При этом каждая линия приводится от одного электродвигателя.
Одноклетевые станы могут быть реверсивными, когда рабочие валки могут попеременно вращаться в одну и другую сторону, или нереверсивными — рабочие валки вращаются только в одну сторону.
Линейные многоклетевые станы используют главным образец как заготовочные, сортовые, рельсобалочные, проволочные и листовые.

Рис.1. Схема расположения рабочих клетей прокатных станов: а — одноклетевой; б — линейный многоклетевой в две линии; в— последовательный; г — полунепрерывный; д — непрерывный:
1 — двигатель; 2 — шестеренная клеть; 3 — рабочие клети; 4 — непрерывная черновая группа; 5 — непрерывная чистовая группа
Последовательные станыхарактеризуются расположением рабочих клетей, стоящих друг за другом таким образом, что прокатываемая полоса проходит в каждой клети один раз. Поэтому число клетей такого стана должно быть равно максимальному числу проходов, необходимых для получения готового профиля.
На последовательных станах рабочие клети обычно размещают в несколько параллельных рядов» с тем чтобы сократить длину цеха и лучше использовать его площади. Причем на таких станах расстояние от клети к клети в направлении прокатки увеличивается соответственно увеличению длины прокатываемой полосы.
Увеличивается и частота вращения валков.
К последовательным станам относятся станы с рабочими клетями, расположенными в шахматном порядке.
Последовательные станы используют в основном как сортовые.
Полунепрерывные станысостоят из двух групп рабочих клетей: непрерывной и линейной, или последовательной. В непрерывной группе клетей прокатываемая полоса может нахолиться одновременно в двух, трех и более клетях, т.е. прокатываться непрерывно. А во второй группе полоса прокатывается или на линейном, или на последовательном стане.
Полунепрерывные станы используются как сортовые, проволочные и полосовые.
Наиболее современными станами являются непрерывные станы. По сравнению с другими типами станов непрерывные характеризуются более высокими скоростями прокатки. При этом привод валков рабочих клетей может быть как индивидуальный, так и групповой.
Непрерывные станы характеризуются наибольшей производительностью по сравнению с другими типами станов. Эти станы используют в качестве заготовочных, широкополосных, средне- и мелкосортных, проволочных и др.
По расположению и количеству валков в рабочих клетях и их конструкции прокатные станы делятся на несколько групп: двух-, трех-, четырех- и многовалковые, универсальные специальной конструкции (рис.2).
Двухвалковые клети наиболее распространены, и бывают реверсивные и нереверсивные. В реверсивных клетях валки имеют переменное направление вращения.

Рис2. Схема расположения валков в рабочих клетях:
а — двухвалковая клеть; б — трехвалковая сортовая и листовая; в — четырехвалковая клеть; г — шестивалковая клеть; д — двенадцативалковая клеть; е — двадцативалковая клеть; ж — универсальная балочная клеть; з — универсальная клеть слябинга
Прокатываемый металл проходит между валками вперед и назад нужное количество раз, а валки соответственно изменяют направление вращения, реверсируются. Реверсивные двухвалковые клети применяют в обжимных, толстолистовых, сортовых и листовых станах.
В нереверсивных двухвалковых клетях валки имеют постоянное вращение в одну сторону. Прокатываемый металл проходит между валками такой клети только один раз и в одном направлении. Нереверсивные клети применяют в линейных многоклетевых, последовательных, полунепрерывных и непрерывных прокатных станах при производстве заготовок, сортового проката, катанки, листа.
В трехвалковых клетях оси валков расположены в одной вертикальной плоскости и имеют постоянное направление вращения. Трехвалковые клети нашли широкое применение при производстве сортового проката.
Прокатываемый металл движется в одну сторону между нижним и средним валками и в обратную сторону — между средним и верхним.
Для подъема металла на верхний уровень и его задачи между верхним и средним валками перед клетью или позади ее устанавливают подъемно-качающиеся столы.
При производстве листа также применяют трехвалковые клети, но со средним валком меньшего диаметра, чем нижний и верхний. Средний валок является неприводным и в процессе прокатки прижимается то к верхнему, то к нижнему валку.
Так же как и при производстве сортового проката, перед клетью и позади нее устанавливают подъемно-качающиеся столы. Поскольку трехвалковые клети обладают небольшой производительностью и малой жесткостью валковой системы, в последнее время их применяют все реже.
В четырехвалковых клетях, как и в трехвалковых, валки также расположены в одной вертикальной плоскости один над другим. В этих клетях два валка 1 являются рабочими, а два других 2 — опорными.
Рабочие валки имеют меньший диаметр и размещены в середине клети, опорные валки имеют больший диаметр и расположены сверху и снизу. Опорные валки предназначены для уменьшения прогиба рабочих валков и для увеличения жесткости валковой системы. Приводными валками в клетях кварто являются рабочие валки.
Станы с четырехвалковыми клетями получили широкое распространение для горячей и холодной прокатки толстых и тонких листов, широких полос и лент.
С использованием четырехвалковых клетей прокатка осуществляется на непрерывных многоклетевых и одноклетевых станах. Четырехвалковые нереверсивные клети используют на непрерывных станах. Реверсивные четырехвалковые клети используют в одноклетевых станах горячей и холодной прокатки.
К многовалковым клетям относятся шести-, двенадцати- и двадцативалковые клети.
Шестивалковые клети имеют два рабочих приводных валка 1 и четыре опорных 2. Эти клети отличаются повышенной жесткостью самой клети и меньшим прогибом опорных валков.
Благодаря этому клети используют для холодной прокатки тонких полос и узких лент в рулонах с точными допусками по толщине.
Однако поскольку преимущества этих клетей по сравнению с четырехвалковыми клетями невелики, а конструкция их сложнее, то значительного распространения они не получили.
Широко применяются в прокатном производстве двенадцати- и двадцативалковые клети. Такое усложнение конструкций рабочих клетей оправдывается рядом преимуществ, которые выражаются в жесткой конструкции валковой системы и всей рабочей клети.
Это позволяет применять их для производства тонкой и тончайшей ленты. Диаметры рабочих валков в таких многовалковых клетях назначительны и лежат в пределах от 3 до 50 мм.
Они являются неприводными и опираются на ряд приводных валков 2 с большим диаметром, а последние, в свою очередь, на ряд опорных валков.
Универсальные клети имеют горизонтальные 3 и вертикальные 4 валки, расположенные в одной вертикальной плоскости. Обжатие металла осуществляется горизонтальными и вертикальными валками одновременно.
Такие клети применяются в универсальных балочных клетях, где вертикальные валки неприводные. Эти клети применяют только для прокатки широполочных двутавровых балок (высота балок до 1000 мм, ширина полок до 400 мм).
Но последнее время их начинают использовать и для прокатки других профилей (рельсов, универсальных листов и др.). Кроме того, универсальные (обычные) клети применяют как реверсивные двухвалковые (в слябингах) или четырехвалковые (в черновых широкополосных станах) клети.
В этих клетях вертикальные плоскости, в которых размешены или горизонтальные, или вертикальные валки, находятся на некотором близком расстоянии друг от друга. В этих клетях обжатие прокатываемого металла осуществляется и горизонтальными и вертикальными валками.
При этом вертикальные валки располагают с передней или задней стороны рабочей клети, в задачу которых входит получение ровных и гладких боковых граней прокатываемого металла.
Клети специальной конструкции имеют самое различное расположение валков. К этой группе относятся колесопрокатные, бандажепрокатные, кольцепрокатные, шаропрокатные станы, а также станы для прокатки профилей переменного и периодического сечения, шестерен и других изделий.
Источник: Зотов В.Ф. Производство проката – М. : Интермет Инжиниринг, 2000
Виды прокатных станов, прокатные и штампованные профили
Прокатка заключается в том, что нагретый слиток (или заготовка) обжимается между вращающимися валками прокатного стана, при этом уменьшается площадь поперечного сечения слитка, изменяется его форма и увеличивается длина.
Виды прокатных станов
Прокатные станы по конструкции разделяются на:
По роду продукции прокатное производство можно разделить на три основных вида:
Изготовление проката
Сортовой прокат изготовляют в следующей последовательности. Нагретый слиток поступает сначала в прокатку на блуминг, который представляет собой полностью механизированный мощный реверсивный дуостан. На блуминг подаются слитки весом 4—15 т.
Прокатный слиток разрезают и получают заготовки (блумсы) квадратного сечения или прямоугольного сечения (слябы).
Блумсы поступают далее на заготовочные станы, где осуществляется прокатка заготовки для сортовых станов, или непосредственно на крупносортные и рельсо-балочные станы.

Рельсо-балочные станы катают рельсы, балки и швеллеры крупных номеров.
Сортопрокатные станы катают: круглую, квадратную, полосовую сталь, швеллеры и двутавры средних и малых номеров, уголки равнобокие и неравнобокие. Проволочные станы катают круглую катанку диаметром от 10 до 5 мм для изготовления проволоки.
Чтобы получить при прокатке изделия сложного профиля (уголки,- швеллеры и т. п.), на рабочей поверхности валков делаются вырезы (ручьи).
Кроме блумингов имеются прокатные станы — слябинги, которые из плоского слитка катают слябы (заготовки прямоугольного сечения); затем из сляб на листопрокатных станах получают листы.
Вес слитков для листового проката достигает 50 т (для прокатки толстых броневых листов).
В строительном деле применяется главным образом прокатная низкоуглеродистая сталь.

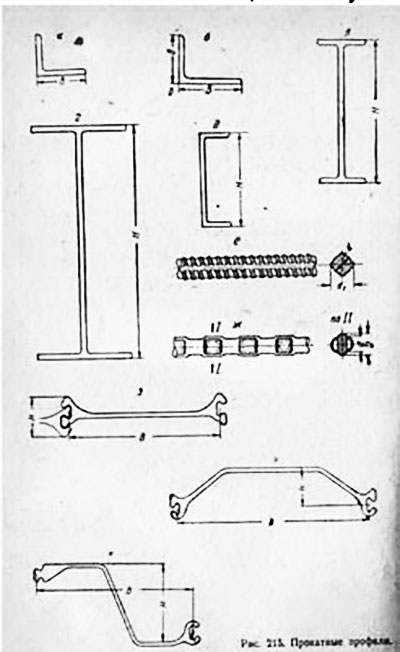
Прокатные и штампованные профили
В России приняты следующие основные прокатные и штампованные профили, из которых составляются элементы строительных конструкций.
Сталь периодического профиля имеет повышенный расчетный предел текучести 35 кг/мм2 (по сравнению с δтк=24 кг/мм2 для обычной Ст. 3), что дает большую экономию арматурной стали в железобетоне; рифленая поверхность этой стали обеспечивает надежное сцепление с бетоном.
в) зетовая (рис. 2, к) — ширина В =400. H = 320 мм.
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных в соответствии с Условиями



