Ножницы для разрезания листового металла. Ручные и стуловые ножницы. Рычажные ножницы.
Предназначены для разрезания листового металла. Ножницы разделяются на ручные и стуловые.
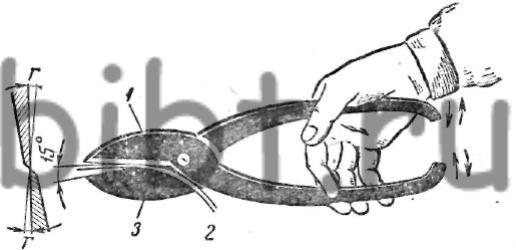
Ручные ножницы (рис. 97) применяются для разрезания листового металла толщиной до 0,8 мм; изготовляются из стали У7 и У8. Боковые поверхности губок закалены, лезвия остро заточены и прошлифованы.
Длина ножниц 250; 320 и 400 мм, а режущей части 55; 70; 90; 110 мм. При разрезании на широкие полосы листовой материал закладывают между лезвиями ножниц и, нажимая всеми пальцами правой руки на ручки ножниц, а левой рукой отжимая часть листа, разрезают его.
Стуловые ножницы отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 5 мм. Одна из ручек изогнута под углом 90° относительно другой и жестко крепится (вбивается) на столе или на другом жестком основании.
Стуловые ножницы малопроизводительны и при длительной работе требуют значительной затраты усилий, поэтому, когда приходится разрезать много листового металла, рекомендуется применять вместо стуловых ножниц механические, работающие от электропривода.
Рычажные ножницы (рис. 98) применяются при разрезании листового металла толщиной 1,5-2,5 мм с пределом прочности 45-50 кгс/мм 2 (сталь, дюралюминий и т. д.). На этих ножницах можно резать металл любой длины, передвигая постепенно лист.
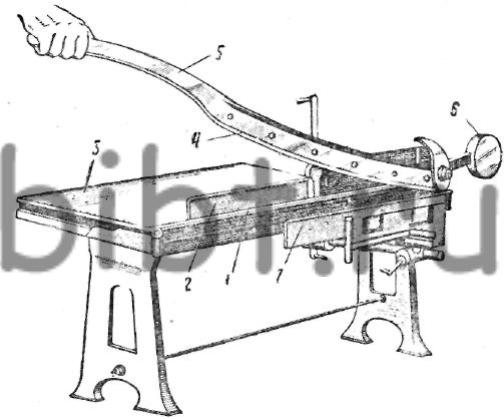
Рис. 98. Резка металла рычажными ножницами:
Режущей частью ножниц являются два длинных ножа, один из которых (верхний) 4 имеет режущую кромку с ножедержателем, уравновешивающим противовес 6, который предохраняет от самоопускания ножедержатель с верхним ножом, а также обеспечивает равномерность нажима на разрезаемый металл.
Этими ножницами металл прорезают при помощи упора или но разметочным линиям.
В первом случае металл прижимают к упору 7, а во втором случае на листовом металле наносят разметочные линии и разрезаемый лист укладывают на стол 3 с прижимной планкой 2 так, чтобы линия реза совпала с лезвием нижнего ножа 1. Прижав лист сильным движением, с размахом опускают рычаг 5 с ножом 4.
Стуловые ножницы, рычажные ножницы по металлу.
Стуловые ножницы (рис. 46) отличаются от ручных большими размерами и применяются для резания металла толщиной до 2-2,5 мм. Нижняя ручка ножниц закрепляется в тисках или вбивается в жесткое основание.
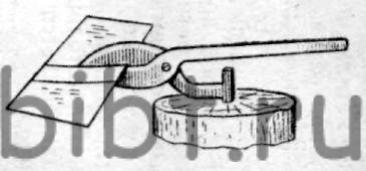
Рис. 46. Резка металла стуловыми ножницами
Стуловые ножницы малопроизводительны, требуют больших усилий при резке, поэтому при разрезании большого количества металла рекомендуется применять рычажные или механические ножницы.
Рычажные ножницы (рис. 47, а, б) применяются для резания листовых металлов толщиной до 2- 2,5 мм. Режущей частью ножниц являются два длинных ножа, верхний 5 имеет криволинейную кромку с углом заострения 75-85°. Разрезание металла производят с применением упора или по разметке.
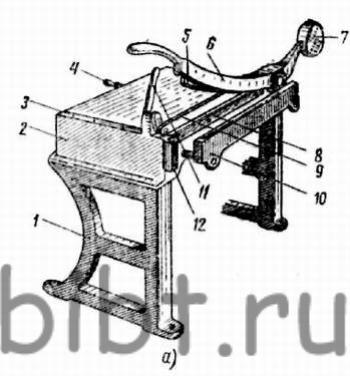
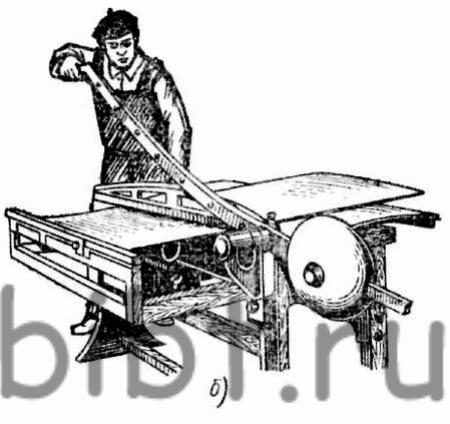
Рис. 47. Рычажные ножницы по металлу:
При разрезании по упору металл прижимают к установленному на заданный размер упору 10, при разрезании по разметке лист укладывают на стол 2 с прижимной планкой 9 так, чтобы линия реза совпадала с лезвием ножа. Прижав лист, опускают держатель ножа 6 с ножом 5, тем самым производят рез.
В процессе работы на ножницах следят, чтобы зазор между ножами не увеличивался, ибо при увеличении зазора появляется заусенец.
Противовес 7 служит для предохранения от опускания верхнего ножа, поэтому снимать противовес во время работы категорически запрещено.
Сущность операции резка металлов
Лекция для студентов СПО. Резка металлов.Сущность операции.
Просмотр содержимого документа
«Сущность операции резка металлов»
В зависимости от формы и размеров материала заготовок или деталей разрезание при ручной обработке металла осуществляют с помощью ручного или механизированного инструмента:
острогубцами, ручными и электрическими ножницами, ручными и пневматическими ножовками, труборезами.
Сущность операции разрезания металла острогубцами (кусачками) и ножницами заключается в разделении проволоки, листового или полосового металла на части под давлением двух движущихся навстречу друг другу клиньев (режущих ножей).
Режущие кромки у острогубцев смыкаются одновременно по всей длине. У ножниц же сближение лезвий идет постепенно от одного края к другому. Их режущие кромки не смыкаются, а сдвигаются одно относительно другой. И острогубцы, и ножницы представляют собой шарнирное соединение двух рычагов, у которых длинные плечи выполняют роль рукояток, а короткие — режущих ножей.
Острогубцы (кусачки) используют, главным образом, для разрезания проволоки. Угол заострения режущих кромок острогубцев может быть различным в зависимости от твердости разрезаемого материала. У многих острогубцев он равен 55 — 60°.
Ручные ножницы (рис. 23) применяют для разрезания листов: стальных толщиной 0,5 — 1,0 мм и из цветных металлов толщиной до 1,5 мм.
В зависимости от устройства режущих ножей ножницы делятся так: прямые (рис. 23, а) с прямыми режущими ножами, предназначенные в основном для разрезания металла по прямой линии или по окружности большого радиуса; кривые (рис. 23, б) с криволинейными ножами; пальцевые (рис. 23, в) — с узкими режущими ножами для вырезания в листовом металле отверстий и поверхностей с малыми радиусами.
По расположению режущих ножей ножницы делятся на правые и левые. У правых ножниц скос режущей кромки нижнего ножа находится справа, у левых — слева.
Рис. 23. Ручные ножницы:
а — прямые; б — кривые; в — пальцевые; — стуловые; д — рычажные (1 — нижний нож;
2 — рычаг; 3 — верхний нож; 4 — риска; 5 — разрезаемый лист).
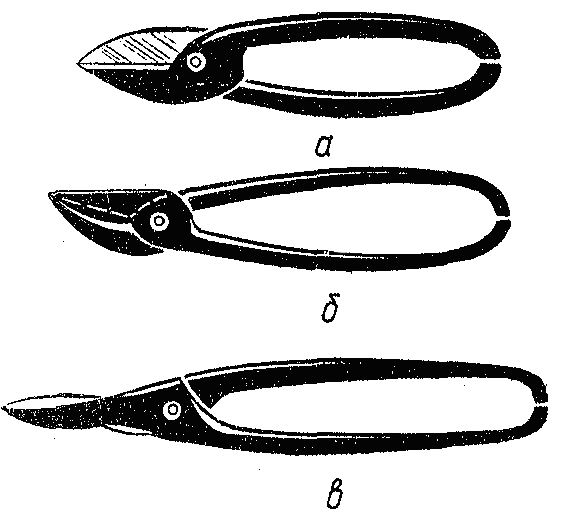
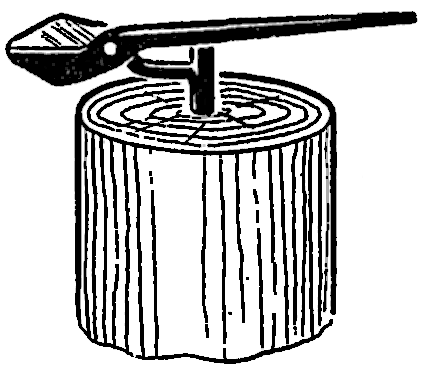
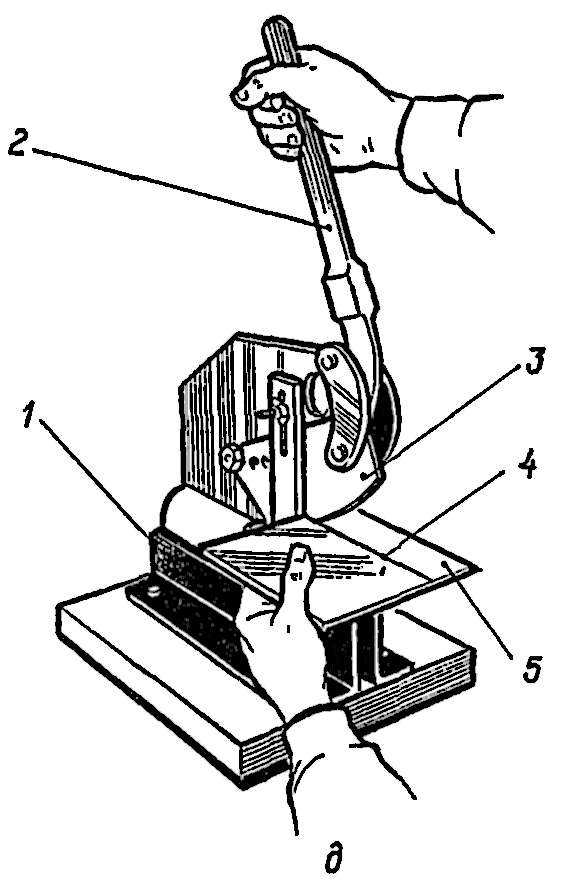
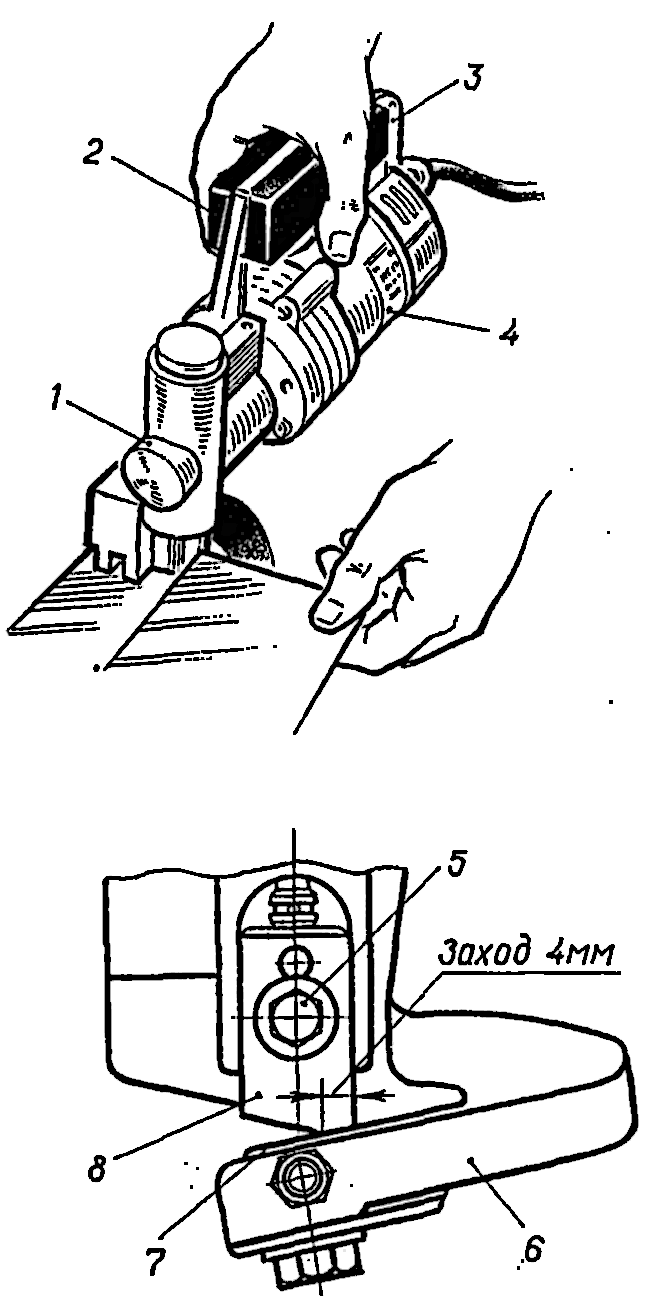
Рис. 24. Электрические ножницы С-424:
Стуловые ножницы (рис. 23, г) отличаются от обычных ручных большими размерами и применяются для разрезания листового металла толщиной до 2 мм.
Для механизации тяжелого и трудоемкого процесса разрезания листового металла применяют, как уже отмечалось, электрические ножницы.
Ручная ножовка (рис. 25, а) применяется для разрезания сравнительно толстых листов металла и круглого или профильного проката. Ножовкой можно производить также прорезание шлицев, пазов, обрезку и вырезку заготовок по контуру и другие работы. Она состоит из рамки 1, натяжного винта с барашковой гайкой 2, рукоятки 6, ножовочного полотна 4, которое вставляется в прорези головок 3 и крепится штифтами 5.
Ножовочные рамки изготовляют двух типов: цельные (для ножовочного полотна одной определенной длины) и раздвижные (можно закреплять ножовочные полотна разной длины).
Ножовочное полотно (режущая часть ножовки) представляет собой тонкую и узкую стальную пластину с зубьями на одном из ребер. Его изготовляют из инструментальной или быстрорежущей стали, длина наиболее распространенных ножовочных полотен составляет 250 — 300 мм. Каждый зуб полотна имеет форму клина (резца). На нем, как и на резце, различают задний угол а, угол заострения β, передний угол γ и угол резания δ = α – β (рис. 25, б). При насечке зубьев учитывают то, что образующаяся стружка должна помещаться между зубьями до их выхода из пропила. В зависимости от твердости разрезаемых материалов углы зуба полотна могут быть: γ = 0 — 12°, β = 43 0 —6О° и α = 35 0 — 40°.
Для разрезания более твердых материалов угол заострения 3 делают больше, для мягких меньше. Чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна, выполняют разводку зубьев «по зубу» (рис. 25, в) или «по полотну» (рис. 25, г). Это предотвращает заклинивание полотна и облегчает работу.
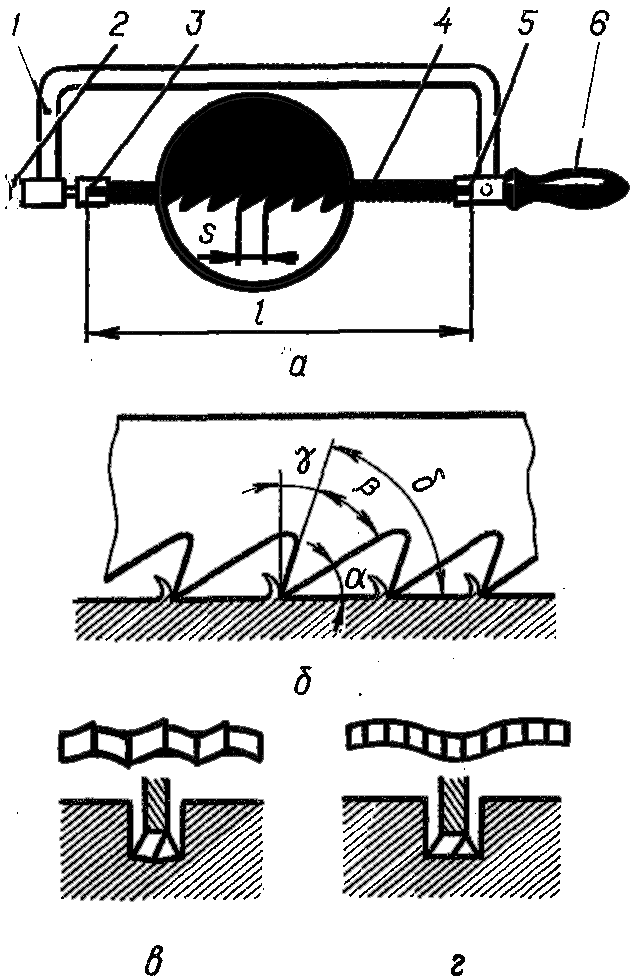
Рис. 15. Ручная ножовка:
а — устройство (1 — рамка; 2— барашковая гайка; 3 — головка натяжного винта; 4— ножовочное полотно; 5 — штифт; 6 — рукоятка); б — углы заточки; в — разводка зубьев по зубу; г — разводка зубьев по полотну.
1 — скоба; 2 — неподвижные ролики; 3 — подвижный ролик (резец); 4 — рукоятка.
Более высокая производительность труда достигается при использовании пневматической ножовки.
Разрезание стальных труб сравнительно больших диаметров – операция трудоемкая, поэтому для ее выполнения применяют специальные труборезы.
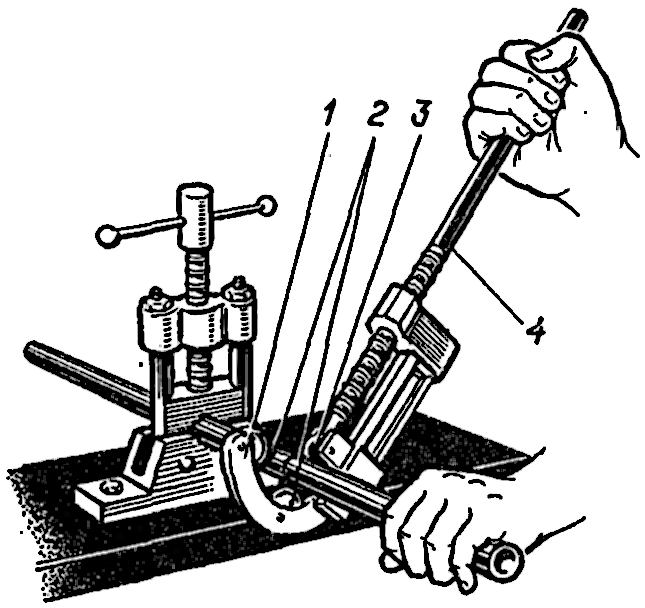
Труборез (рис. 26) состоит из скобы 1, двух неподвижных роликов 2, подвижного ролика (резца) 3 и рукоятки 4. Труборез надевают на трубу, закрепленную в тисках или приспособлении, вращением рукоятки придвигают подвижный ролик до соприкосновения с поверхностью трубы. Затем, поворачивая за рукоятку весь труборез вокруг трубы и постепенно поджимая воротком подвижный ролик, разрезают трубу.
Контрольные вопросы. 1. Какими ручными и механизированными инструментами производится резание металла? 2. В чем заключается сущность операции разрезания металла острогубцами и ножницами? 3. Каковы разновидности ручных ножниц? 4. Что представляют собой электрические ножницы? 5. Как устроена ручная ножовка? 6. Для чего делается разводка зубьев ножовочного полотна? 7. Как устроен и работает труборез?
Резание металлов ручными инструментами и на металлорежущих станках
Как вы знаете, резать металлы можно ручными инструментами и на станках.
В зависимости от материала и размеров заготовки различают резание металлов без снятия стружки (скалыванием) — ножницами, кусачками и со снятием стружки.
Работа ножницами

а — разрезание; б — вырезание по кривым линиям; в — отрезание; г — вырезание отверстия.
Ручными ножницами можно:
Все остальные способы, связанные со снятием слоя металла (рубка, опиливание, резание ножовкой, сверление, точение, фрезерование, строгание), выполняемые как ручными инструментами, так и на станках, являются резанием со снятием стружки.
Вопросы
Резание металлов на стуловых, рычажных маховых и гильотинных ножницах
В отличие от ручных, стуловые ножницы изготовляют больших размеров. Заостренным концом загнутой рукоятки ножницы крепят к толстому деревянному стулу или верстаку, а удлиненной рукояткой удобно работать.
Стуловые ножницы
Стуловыми ножницами разрезают листовой металл толщиной до 2 мм.
Рычажные ножницы
Рычажные ножницы
Разрезать металл на таких ножницах можно по разметке и по упору (без разметки). Для разрезания по разметке лист металла укладывают так, чтобы размеченная риска совпала с лезвием нижнего ножа. При разрезании листа по упору ширину отрезаемой полосы регулируют передвижной упорной планкой.
Для облегчения разрезания листового металла, а на заводах и для повышения производительности труда применяют электрические и механические ножницы.
Электрические ножницы
Электрическими ножницами разрезают металл толщиной до 2,7 мм.
Электрические ножницы
Ими можно выполнять прямые и криволинейные разрезания.
Электрические ножницы можно подвешивать или поддерживать за верхнюю рукоятку.
На заводах часто приходится разрезать листовой металл еще толще и больших размеров. Это делают на механических приводных (гильотинных) ножницах.
Механические приводные (гильотинные) ножницы
На таких ножницах (в зависимости от их конструкции) разрезают листы металла толщиной от 4 до 30 мм и длиной до 3 м.
Правила безопасности
Вопросы
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
§ 1. Инструменты для ручной резки
Резкой называется слесарная операция, при которой металл разделяют на части.
В зависимости от формы и размеров деталей и заготовки резка может производиться ручными инструментами, на механических станках, на анодно-механических станках и ацетилено-кислородным пламенем.
Острогубцы (кусачки). Предназначены для резания (откусывания) стальной мягкой проволоки диаметром до 5 мм, заклепок и т. п. Изготовляют острогубцы по ГОСТ 7282—54 из инструментальной углеродистой стали марок У7 и У8 или марок 60 и 70.
Острогубцы состоят из двух шарнирно соединенных дугообразных рычагов-ручек, на концах которых имеются закаленные заточенные губки (рис. 108,а). Размеры острогубцев стандартизованы. Ширина режущих губок 26; 30; 36 и 40 мм, длина 125; 150; 175 и 200 мм.

Рис. 108. Резка металла:
а — острогубцами (кусачками), б — ручными ножницами: 1 — левый иож. 2 — заготовка, 3 — правый нож
Ножницы (ГОСТ 7210—54). Предназначены для разрезания листового металла, вырезания отверстий, изготовления деталей с криволинейными контурами и т. п. Ножницы разделяются на ручные и стуловые.
Ручные ножницы (рис. 108. б) применяются для разрезания листов из черного металла толщиной 0,5—1,0 мм и цветного металла толщиной до 1,5 мм. Их изготовляют из стали марок 65; 70; У7; У8. Боковые поверхности лезвий закалены до HRC 52—58, отшлифованы и остро заточены.
Ручные ножницы изготовляются с прямыми и кривыми режущими лезвиями. В зависимости от расположения режущих кромок лезвия различают правые и левые ножницы.
Длина ножниц (ГОСТ 7210—54) 200; 250; 320; 360 и 400 мм, а режущей части (от острых концов до шарнира) 55—65; 70—82; 90—105; 100—120; 110—130 мм. При разрезании на широкие полосы листовой материал закладывают между лезвиями ножниц и, нажимая всеми пальцами правой руки на ручки ножниц, а левой рукой отжимая часть листа, разрезают его.
Стуловые ножницы (рис. 109) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 5 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании.

Рис. 109. Резка металла стуловыми ножницами
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла, рекомендуется применять механические ножницы.
Рычажные ножницы (рис. 110) используются для разрезания листового металла толщиной 1,5—2,5 мм с пределом прочности 45—50 кГ/мм2 (сталь, дюралюминий и т. д.). Этими ножницами можно резать металл значительной длины.

Режущей частью ножниц являются два длинных ножа, верхний 1 имеет криволинейную, режущую кромку с углом заострения 75—85°. Противовес 7 не допускает самопроизвольное опускание верхнего ножа, а также обеспечивает равномерность нажима на разрезаемый металл.
Этими ножницами металл разрезают при помощи упора или по разметочным линиям. В первом случае разрезаемый металл прижимают к установленному на заданный размер упору 5, во втором случае на разрезаемом листе наносят разметочные линии и лист укладывают на стол 6 с прижимной планкой 3 так, чтобы линия реза совпадала с лезвием нижнего ножа 2. Прижав лист, сильным движением опускают рычаг 4 с ножом 1.
Ручная ножовка. Применяется для разрезания толстых листов полосового, круглого и профильного металла размером 60—70 мм в поперечнике. Ножовка (рис. 111, а) состоит из станка 1, ножовочного полотна 2 (режущая часть) и ручки 4. Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7.

Рис. 111. Ножовки:
а — жесткие, б — с раздвижной рамкой
Ножовочные рамки изготовляют либо цельными (для ножовочного полотна одной определенной длины), либо раздвижными (рис. 111, б), допускающими закрепление ножовочного полотна различной длины.
Ручное ножовочное полотно представляет собой полосу, изготовленную из инструментальной углеродистой стали Р9, Х6ВФ, на одной стороне которой по всей длине нарезаны зубья.
Размер ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна длиной 250—300 мм, высотой 13 и 16 мм и толщиной 0,65 и 0,8 мм (ГОСТ 6645—59).

Рис. 112. Геометрия зуба ножевочного полотна
Передний угол у для зубьев ножовочного полотна обычно принимается от 0 до 10°. Производительность резания у ножовочных полотен с передним углом 0° ниже, чем у полотен с передним углом больше 0°.
Шаг ножовочного полотна выбирают в зависимости от разрезаемого материала. Для разрезания чугуна, мягкой стали, асбеста используют полотно с шагом 1,6 мм, для разрезания профильного стального проката, труб, цветных металлов — полотно с шагом 1,25 мм, для разрезания кабелей, тонкостенных труб, тонкого профильного проката берут полотно с шагом 1,0 мм, для разрезания листового железа, тонкостенных заготовок — полотно с шагом 0,8 мм. Чем больше шаг полотна, тем крупнее зубья, тем больше, следовательно, объем стружечного пространства.
Ручной ножовкой можно разрезать материалы размером до 60—70 мм в поперечном сечении. Чем толще разрезаемый материал, тем крупнее должны быть зубья ножовочного полотна. Чем больше шаг, тем крупнее зубья, а следовательно, тем больше объем стружечного пространства (рис. 112, б). Шаг зубьев для резки мягких и вязких металлов (медь, латунь) принимается равным 1 мм, чугуна и твердой стали— 1,5 мм, мягкой стали — 1,2 мм. Обычно для слесарных работ применяются полотна : шагом 1,5 мм.
Для того чтобы полотно не защемлялось в пропиле, зубья разводят. Применяют два способа разводки: по зубу и волнистая.
Разводка по зубу может выполняться тремя вариантами: разводка по каждому зубу (один зуб отгибается влево, следующий — вправо и т. д.), разводка через зуб (один зуб отгибают влево, второй не разводят, третий — вправо и т. д.), разводка двух смежных зубьев через один (один зуб отгибают влево, второй — вправо, третий не разводят и т. д.). Разводку по зубу применяют для полотен с шагом 1,25 и 1,6 мм.
При волнистой разводке ряду зубьев придают волнообразное положение с шагом, равным 8s (s — шаг ножовочного полотна), при этом полотно остается плоским. Высота разводки должна быть не более удвоенной высоты зуба. Этот способ разводки применяют для полотен с шагом 0,8 мм (допускается и для шага 1 мм).
Разводку у ножовочных полотен с крупным зyбом (шагом) выполняют по зубу — один зуб отгибают вправо, а другой — влево; 2—3 зуба отводят влево, 2—3 зуба — вправо. Такие полотна менее производительны и быстро изнашиваются. У ножовочных полотен со средним зубом разводку делают тоже по зубу, но один зуб отгибают влево, другой — вправо, а третий оставляют неразведенным.
Ножовочные полотна имеют условные обозначения на нерабочей части полотна. По ГОСТ 6645—59 ножовочные полотна с межцентровым расстоянием /, равным 300 мм, шириной полотна 13 мм и шагом зуба s 0,8 мм обозначают так: 13x300x0,8.



