Что такое сварка и ее виды
В промышленности и строительстве, а также при ремонте сварка получила широкое распространение. В чем заключается суть процесса, какая принята классификация и каковы основные характеристики каждого класса вы узнаете из этой статьи.
1. Определение процесса сварки
Для стыковки деталей в промышленности и строительстве используют различные технологии. Лидерскую позицию удерживает сварка. Она широко используется в машиностроении и других отраслях промышленности, при проведении строительных и ремонтных работ. Такую популярность можно объяснить высокой надежностью конструкций, получаемых в результате, и их прочностью. Технология экономически выгодна, отличается высокой производительностью.
Сварка — это технологический процесс, в результате которого образуются неразъемные соединения материалов. Иногда понятие ошибочно относят только к технологии соединения металлических элементов. На деле же разнообразные виды сварки позволяют надежно скрепить не только металл, но и стекло, графит, керамику, пластик. Соединение происходит под воздействием температуры на межатомном уровне, в результате деформирования, либо при сочетании двух способов.
На физическом уровне при сварке атомы и молекулы соединяемых поверхностей образуют прочные связи. Чтобы такие соединения возникли, необходимо соблюдать некоторые условия:
В процессе остывания происходит образование сварочного шва на стыке.
2. Классификация видов сварки
Существующие виды сварки можно поделить на три класса. Эти большие группы выделяют на основании таких различий:
Способ воздействия на детали — это главный критерий, который позволяет выделить следующие три вида этого процесса:
В каждый из перечисленных классов входит несколько видов сварочного процесса. Основной критерий для разделения — это источник энергии, которая воздействует на свариваемые поверхности.
3. Термический класс сварки
Приведенные ниже способы сварки связаны с образованием сварочной ванны в ходе процесса. Ее образование происходит при участии двух металлов: основного и присадочного. Присадочным металлом при термической сварке может выступать металлический пруток, электрод. Источником тепла — сварочная дуга, пламя горючего газа, сконцентрированный поток лучей, термит. Используемый источник тепла определяет, к какому виду относится конкретный способ соединения деталей.
3.1 Дуговая
Дуговая сварка наиболее распространена. Для нее не нужны специальные приспособления или инструменты. Для дуговой сварки необходим мощный стабильный разряд электричества в ионизированной атмосфере газов. Во время зажигания дуги происходит ионизация дугового промежутка, которая поддерживается на протяжении всего горения.

Зажигание дуги — это процесс, происходящий в три этапа:
Данный вид сварки разделяется на три подгруппы исходя из метода соединения деталей:
Материал, число электродов, а также способ их включения в цепь электротока формируют еще одну классификацию дугового вида сварки на несколько подвидов:
3.2 Газовая
При газовой сварке источником тепла выступает пламя. Это делает данный способ пригодным для использования в полевых условиях и местах, где нет доступа к электричеству, так как питание от электросети не требуется. Еще одно характерное отличие газовой сварки от дуговой — нагрев и остывание свариваемых поверхностей происходят достаточно медленно и плавно. Поэтому технология подходит для соединения тонкостенной стали, цветных металлов, а также для проведения наплавки.

Данный вид предполагает расплавление металла под воздействием пламени, которое образуется в результате горения смеси горючих газов с кислородом. Обычно используют ацетилен или пропан, реже — пары бензина или керосин. Плавление присадочного металла участвует в формировании шва на стыке элементов, соединенных сваркой.
3.3 Лучевая
Области применения лучевого вида сварки — радиодетали, электронные схемы и другие микродетали. Сам процесс происходит под воздействием светового луча. В отличие от других видов сварки, этот должен происходить в специальной камере с вакуумной средой. В противном случае луч будет рассеиваться из-за плотности воздуха.
Способность соединять микро-детали — это отличительное преимущество такого способа, чего нельзя достичь при применении любого другого. Технология широко применяется в радиоэлектронной отрасли.

Лазерную сварку отличают швы высокой точности. В то же время нагревание поверхностей минимально, поэтому даже тонкий материал в результате соединения не деформируется. Такой способ позволяет направлять энергию с помощью призмы в труднодоступные места, которые не получилось бы соединить, применяя другие виды соединений.
Источником энергии может выступать не только световой луч, но и поток электронов из электронной пушки.
3.4 Термитная
Термит, который используют при данном виде соединения деталей, представляет собой специальную смесь для расплавления металла. В ее состав входят алюминий, магний, металлическая окалина. Смесь в виде порошка засыпают в жаропрочную емкость и разжигают с помощью электрической дуги, пропастрона или специального шнура. Тепло, которое выделяется при горении термита, плавит кромки деталей. Расплавленная деталь, смешиваясь с металлом свариваемых деталей, образует неразъемное соединение — происходит сварка.

Соединение, которое получается в результате, отличается высокой прочностью. Этим объясняется востребованность и популярность данного вида сварки в работе с крупногабаритными изделиями. В частности, способ применяется для стыковки труб, рельсов, а также для наплавки крупногабаритных изделий.
3.5 Электрошлаковая
Ни один другой из приведенных видов не подходит для соединения толстых металлических деталей толщиной от 5 см до 3 метров лучше, чем электрошлаковый. При такой сварке вертикально установленные заготовки с двух сторон закрывают с помощью подвижных ползунов из меди с водяным охлаждением. На поддон насыпают слой флюса, который служит источником тепла, а под ним зажигают дугу. Расплавленный флюс становится токопроводящим, он хорошо плавит кромки основного металла и присадочную проволоку.
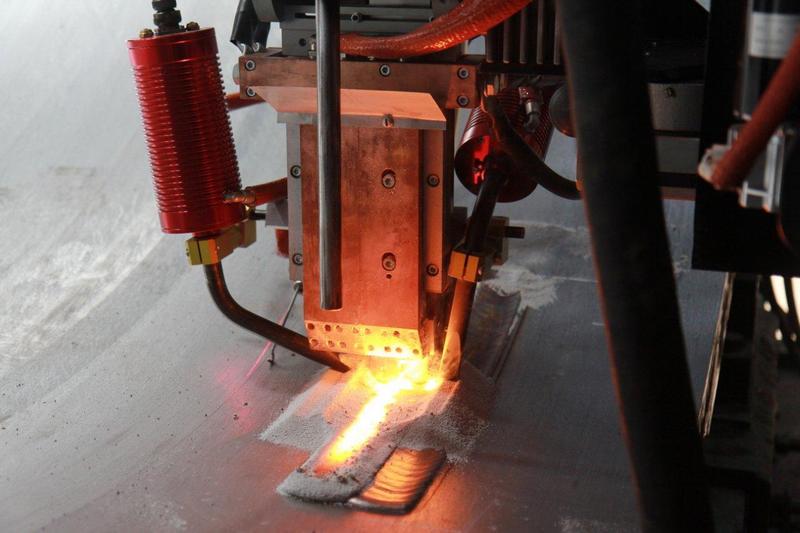
Сварку такого типа применяют для работы со всеми видами стали, чугуна, некоторыми цветными металлами. Промышленное значение электрошлакового способа очень велико, благодаря экономической выгоде. Чем больше площадь поверхности, которая поддается сварке, тем рациональнее его использование.
4. Термомеханический класс сварки
Термомеханические или комбинированные виды сварочного соединения применяются тогда, когда другим способом невозможно создать ровный шов. Чаще всего таким образом требуется соединить небольшие элементы. В этом классе различают три вида сварки:
Каждый из них предполагает комбинацию теплового и механического воздействия на соединяемые детали.
4.1. Кузнечная
Соединение железных заготовок при помощи молота и наковальни было известно задолго до возникновения современных видов сварки.
Качество соединения напрямую зависит от мастерства кузнеца, а также от того, насколько хорошо поверхности были очищены от налета перед началом работы. Мастер, производящий сварку данным способом, нагревает заготовки в горне и соединяет их ударами молота, положив друг на друга.

Соединить таким образом получится только пластичные металлы. Невысокая производительность и недостаточная надежность привели к низкой востребованности кузнечного вида сварки. Иногда используется механизированный подвид: когда нагретые заготовки сдавливает пресс. Описанный способ называют прессовой сваркой.
4.2 Контактная
Сварное соединение формируется в процессе пластической деформации. Контактная сварка названа так потому что нагрев происходит благодаря прилеганию поверхности иглы к изделию. В точках контакта выделяется максимальное количество теплоты, которое способствует достижению термопластичного состояния или плавления. Дальнейшее сдавливание провоцирует образование новых точек контакта. Это, в свою очередь, способствует сближению поверхностей на межатомные расстояния, то есть, сварке.

Существуют различные классификации данного процесса по типу сварного соединения, виду сварочной машины, роду питающего трансформатор тока. По типу сварочного соединения выделяют несколько видов для решения разных задач:
Контактной сваркой можно легко соединить мелкие детали. Она высокопроизводительная, легко автоматизируется. По этой причине такую сварку используют в машиностроении в составе роботизированных комплексов.
4.3 Диффузионная
Технология базируется на диффузии, то есть взаимном проникновении атомов соединяемых материалов при плотном прижатии друг к другу. Сварку проводят в вакуумной среде или среде инертного газа. В начале процесса детали помещают в специальную камеру, где их закрепляют и начинают передавать усилие. Под воздействием электрического тока происходит нагревание поверхностных слоев металла до близких к плавлению температур. Этому виду соединения металлов способствует высокая диффузионная способность атомов. Более надежное скрепление деталей можно обеспечить, если оставить их на некоторое время под воздействием тока.
Сварку этого типа применяют при плохо контрастирующих материалах. Распространение этого способа не настолько широкое, как у других в группе.
5. Механический класс сварки
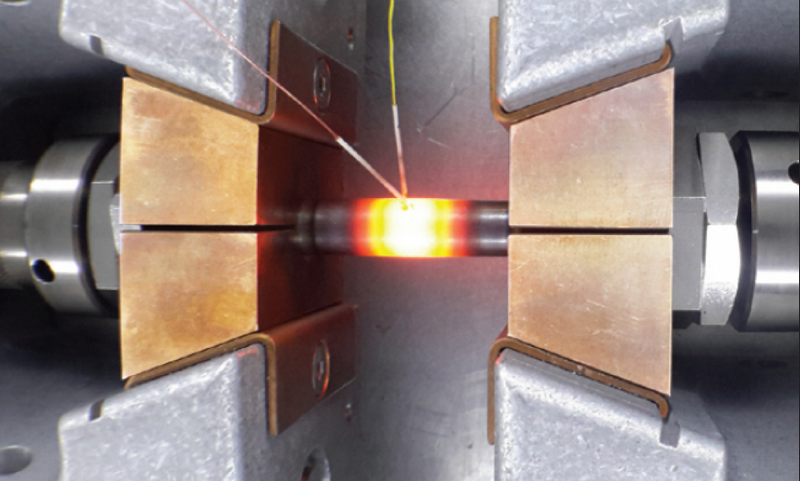
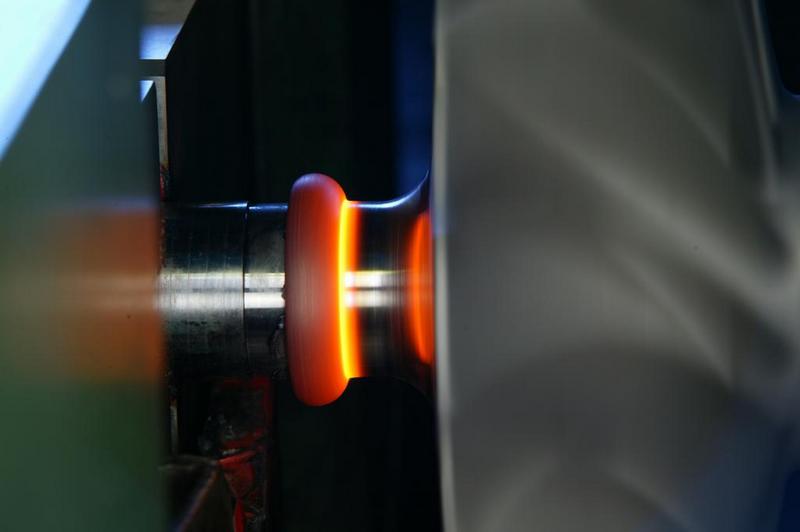
5.1 Трение
Суть процесса: вращение и давление оказываются на свариваемые металлические элементы. Технология сварки трением считается перспективной разработкой. В процессе могут вращаться как обе заготовки, так и одна из них, в то время как другая неподвижно закреплена.
В зависимости от особенностей технологии различают такую сварку:
Во всех случаях сила трения разогревает металл до температуры плавления, что делает возможной сварку деталей.
Основные преимущества данного способа заключаются в его высоком качестве и прочности полученной конструкции, небольшом энергопотреблении в сравнении с другими методами. Сварку таким способом можно применять для соединения металлов с разной температурой плавления. Процесс хорошо поддается автоматизации и широко используется в промышленных целях. Чаще всего такую сварку применяют при работе со стержневыми конструкциями и трубами небольшого диаметра.
5.2 Холодная
Применение этого способа сварки предполагает соединение деталей давлением. Неразъемное крепление образуется, когда элементы деформируются и вдавливаются друг в друга. Стыковка деталей становится возможна благодаря межатомным связям.
Холодную сварку делят на три категории:

Технологию применяют для соединения шин, труб или проволоки. Для получения качественного и прочного соединения холодной сваркой необходимо тщательно подготовить место стыка. Результат также зависит от степени сжатия и характера воздействия — вибрационного или статичного.
5.3 Взрывом
Детальная методика данного способа сварки до сих пор не разработана, он считается одним из самых редких.
Процесс сварки взрывом начинается с установки привариваемой заготовки над основным металлом. Затем на привариваемую часть устанавливают детонатор. В качестве взрывных веществ чаще всего используют состав гранулотола, аммонита, гексогена.
После взрыва ударная волна на большой скорости направляет подвижную деталь — она ударяется о нижнюю пластину. Давление в месте контакта значительно превосходит прочность металлов, при котором они переходят в жидкое состояние. За доли секунды происходит молекулярное соединение двух металлических деталей с общей кристаллической решеткой. То есть, прочную сварку обеспечивает синхронная пластическая деформация двух элементов. При этом диффузия происходит только в верхних слоях металла за счет низкой продолжительности процесса.

Сварку взрывом используют в промышленных целях для соединения разнородных металлов. С ее помощью изготавливают крупногабаритные заготовки и детали, в том числе биметаллические, а также наносят износостойкий слой толщиной до 45 мм на металлические заготовки.
5.4 Ультразвуковая
Ультразвуковой сваркой называют соединение деталей при помощи ультразвуковых волн. Они создают колебания, которые сближают атомы свариваемых заготовок на расстояние, позволяющее им соединиться в общую структуру. Высокое качество соединений делает ультразвуковую сварку достаточно востребованной, несмотря на высокую стоимость оборудования, в производстве электросхем маленьких размеров, соединении металлов с неметаллами. Сварку можно применять точечно, контурно или шовно.

Перед проведением ультразвукового соединения деталей не нужно предварительно очищать поверхности, что экономит время. При сварке элементов из пластмассы важную роль играет возможность контролировать температурный диапазон во избежание перегрева. Ультразвук нагревает поверхность за доли секунды, не выделяя вредные пары и газы.
Череповецкий завод металлоконструкций имеет многолетний опыт изготовления мостовых конструкций, навесов, настилов, гидротехнических сооружений и других металлоконструкций. Сварка и сборка происходит с соблюдением технологий и стандартов качества. Наши клиенты получают продукцию в оговоренный срок и по выгодным ценам.
Будь умным!
Работа добавлена на сайт samzan.ru: 2016-03-13
;font-family:’Times New Roman'»>КП СП.00.00.000 ПЗ
;font-family:’Times New Roman'»>КП СП.00.00.000 ПЗ
«>Сварка является одним из основных технологических процессов при изготовлении разнообразных металлических конструкций. Диапазон применения сварки очень велик. При помощи сварки сооружаются тысячекилометровые трубопроводы и железнодорожные пути, возводятся высотные здания и уникальные конструкции, изготовляются самые разнообразные машины и механизмы. Без сварки невозможно изготовить бытовую технику холодильник, компьютер.
«>Сварка начинает свою историю с изобретения русского ученого Бенардоса, который в 1881 году предложил частично расплавлять и сваривать металл с помощью электрической дуги. Русский ученый Славянов в 1888 году предложил использовать вместо угольного электрода металлический. Также развивалась на равнее с этими способами и газовая сварка, которая использовала пламя. А в 1907 году шведский ученый Кельберг предложил применять для сварки покрытые металлические электроды. Сварка наиболее прогрессивный способ соединения металлических конструкций.
«>Хорошее качество и высокая производительность позволяет применять сварку в изготовлении разнообразных металлоконструкций. Современная сварка за то, что она есть, такая как есть, обязана таким ученым и инженерам как академику Петрову, который впервые в мире получил электрическую дугу. С 1940 года успешно используется и развивается автоматическая и полуавтоматическая сварка.
«>Серьезным достижением сварочной науки и техники является разработка в 1949 году в СССР принципиально нового способа сварки плавлением, получившего название электрошлаковый. В пятидесятых годах промышленностью освоен способ сварки в среде углекислого газа, который является самым распространенным способом сварки. В шестидесятых и семидесятых успешно развивались лазерная, плазменная, электронно-лучевая сварка. Научный прогресс не стоит на месте и с каждым годом появляются все новые и новые более экономичные источники питания сварочной дуги. Сварка позволяет соединять практически любые применяющиеся в промышленности материалы керамику, металлы, пластмассы.
«>В последнее время в РБ и за рубежом разработаны и внедрены в производство новые конструкции источников питания сварочной дуги, которые потребляют меньшее количество электроэнергии, оборудование для механизированных и автоматизированных способов сварки. К высокопроизводительным заводам в РБ по изготовлению сварных конструкций относятся такие заводы, как МТЗ, МАЗ, БелАЗ, МоАЗ, “Могилёвтрансмаш”, “Лифтмаш” и многие другие, где большой объём сварных конструкций производится на поточных линиях.
«> «>1 Технологический раздел
«> 1.1 Описание сварной конструкции, ее назначение
«> Сварная конструкция Кронштейн задний СМА 164.01.080А является ;color:#000000;background:#ffffff»>консольной опорной деталью или конструкцией, служащей для крепления частей машин или сооружений к вертикальной стене или колонне.
«> Кронштейн задний СМА 164.01.080А состоит из следующих сборочных единиц и деталей:
«> «>1.2 Обоснование материала сварной конструкции
«>Выбор материала данной сварной конструкции производится на основании обеспечения жесткости и прочности с учетом наименьших затрат на ее изготовление.
«>Кронштейн задний СМА 164.01.080А изготовляется из стали 09Г2С.
«>Сталь 09Г2С низколегированная сталь, она обладает повышенной прочностью, хорошо сваривается, при обычной технологии обеспечивается хорошее качество сварных соединений без пор в металле шва и трещин в околошовной зоне.
» xml:lang=»en-US» lang=»en-US»>0,1 «>0
«>Таблица 2 Механические свойства стали
«>При » xml:lang=»en-US» lang=»en-US»> t «>, ° «>С
«> Определение свариваемости стали
«> где С содержание углерода, %;
«>Mn содержание марганца, %;
«>Ni содержание никеля, %;
«>Cr содержание хрома, %;
«>Mo содержание молибдена, %;
«>V содержание ванадия, %.
«> «>1.3 Технические условия на изготовление сварной конструкции
«>Все детали и сборочные единицы в целом должны быть изготовлены в соответствии «> «>с требованиями стандартов, технических условий, конструкторской и технологической документации. Сварные швы при сварке должны соответствовать требованиям ГОСТ 14771-76.
«>При изготовлении деталей должна учитываться усадка, вызываемая наложением сварных швов.
«>Величина припуска, компенсирующего усадку, если она не указана в технологической документации, должна составлять для полос и листов при сварке встык 0,1 от толщины свариваемых деталей на каждый стык.
«>Детали, подаваемые на сборочные операции, должны быть сухими, чистыми и выправленными. Свариваемые кромки и прилегающие к ним зоны металла шириной не менее 20мм перед сборкой должны быть очищены от масла, ржавчины, влаги, грязи и др.
«>Сборка под сварку должна производиться согласно требованиям конструкторской документации. Порядок сборки оговаривается в технологическом процессе, разработанном на предприятии- изготовителе.
«> При сборке под сварку данного узла должна быть обеспечена точность соединений в пределах размеров и допусков, оговоренных чертежами и технологической документацией.
«>Приспособления должны обеспечивать максимальную возможность сварки в нижнем положении.
«>Метод сборки должен обеспечивать правильное взаимное расположение сопрягаемых элементов и свободный доступ к местам сварки. Заполнять зазоры кусками проволоки и металла не допускается.
«>Прихватка, как и сварка узла должны осуществляться одними и теми же сварочными материалами. Прихватку осуществлять только в местах сварки. Сварку узла следует выполнять в закрытом помещении. Выполнение сварочных работ на открытом воздухе допускается при условии защиты места сварки от атмосферных осадков и ветра.
«>Сварка металлоконструкции должна производиться по технологическому процессу, разработанному в соответствии с конструкторской документацией с указанием конкретного типа оборудования, технологической оснастки и сварочных материалов, а также режимов сварки. Технологический процесс должен быть утвержден предприятием-изготовителем.
«>Соблюдение технологического процесса должно контролироваться ОТК и технологическими службами-разработчиками данного технологического процесса периодически. Оборудование, используемое при изготовлении конструкции, должно обеспечить стабильность параметров режимов сварки, заданных в технологическом процессе.
«>При выполнении сварочных работ не допускается:
«>- отступлении от порядка сборки-сварки, указанных в технологическом процессе;
«>- зажигание дуги на основном металле вне границ шва. Защищать сварной шов только после его полной кристаллизации способами не повреждающими поверхность шва и околошовной зоны.
«> «>1.4 Определение типа производства
«> Все машиностроительные предприятия, цехи и участки могут быть отнесены к одному из трёх типов производства:
«>Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий и малым объёмом их выпуска. Оно отличается универсальностью оборудования и рабочих мест.
«>Технологический процесс в серийном производстве дифференцирован, т.е. разделён на отдельные операции, которые закреплены за отдельными рабочими местами. Сравнительно устойчивая номенклатура позволяет широко применять специальные сборочно-сварочные приспособления, внедрять автоматизированные способы сварки, а на отдельных участках организовать поточные линии. При этом используется как общецеховой транспорт, так и напольный
«>В серийном производстве более детально разрабатываются технологические процессы с указанием режимов работ, способов контроля.
«>Серийное производство значительно эффективнее, чем единичное, так как более полно используется оборудование, а специализация рабочих мест обеспечивает производительность труда. В зависимости от числа изделий в партии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
«>Массовое производство характеризуется непрерывным изготовлением узкой номенклатуры изделий в течение продолжительного времени и большим объёмом выпуска.
«>Исходя из массы заднего кронштейна и его габаритов, а также заданной программы выпуска 19000 шт., с учётом особенностей каждого типа производства выбирается тот или иной тип производства. В данном случае выбирается среднесерийный тип производства.
«>1.5 Выбор и обоснования методов сборки и сварки
;color:#000000″>В условиях серийного производства сборка под сварку производится на универсальных плитах с пазами, снабжёнными упорами, фиксаторами с различными зажимами. На универсальных плитах сборку следует вести только в тех случаях, когда в проекте заданы однотипные, но различные по габаритам сварные конструкции. При помощи шаблонов можно собрать простые сварные конструкции.
«>Кроме того, сборочные приспособление обеспечивают снижение длительности сборки и повышение производительности труда, облегчение условий труда, повышение точности работ и улучшение качества готовой сварной конструкции.
«>Собираемые под сварку детали крепятся в приспособлениях и на стендах с помощью различного рода винтовых, ручных, пневматических и других зажимов.
«>Выбор того или иного способа сварки зависят от следующих факторов:
«>- толщины свариваемого материала;
«>- протяжённости сварных швов;
«>- требований к качеству выпускаемой продукции;
«>- химического состава металла;
«>- себестоимости 1 кг наплавленного металла.
«>Среди способов электродуговой сварки наиболее употребляемыми являются:
«>- ручная дуговая сварка;
«>- механизированная сварка в среде защитных газов;
«>- автоматическая сварка в среде защитных газов и под флюсом.
«>Преимущества ручной дуговой сварки:
«>- возможность сварки в любых пространственных положениях;
«>- возможность сварки в местах с ограниченным доступом;
«>- сравнительно быстрый переход от одного свариваемого материала к другому;
«>- возможность сварки самых различных сталей благодаря широкому выбору выпускаемых марок электродов;
«>- простота и транспортабельность сварочного оборудования.
«>В настоящее время на машиностроительных предприятиях Республики Беларусь всё шире ведутся работы по внедрению в производство сварки в аргоне в смеси с углекислым газом. При сварке в СО ;vertical-align:sub»>2 «> проволоками любого диаметра выявляется два вида переноса расплавленного металла, характерные для оптимальных режимов: с периодическими замыканиями дугового промежутка и капельный перенос без коротких замыканий. При сварке в смеси А » xml:lang=»en-US» lang=»en-US»>r «>+ » xml:lang=»en-US» lang=»en-US»>CQ ;vertical-align:sub»>2 «> область режимов сверки с короткими замыканиями дугового промежутка отсутствует. Изменение характера переноса при замене защитной среды можно рассматривать, как улучшение технологического процесса тем более, что оно сопровождается улучшением качественных и количественных характеристик процесса сварки: разбрызгивания и набрызгивания металла на сваривание детали и сопло.
«>Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, форм, качества. При всех дуговых способах сварки такими характеристиками являются следующие параметры: диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва (скорость сварки), род тока и полярность.
;color:#000000″>Параметры режима сварки влияют на форму, и размеры шва. Поэтому, чтобы получить качественный сварной шов заданных размеров, необходимо правильно подобрать режимы сварки, исходя из толщин свариваемого металла, типа соединения и его положения в пространстве. На форму и размеры шва влияют не только основные параметры режима сварки; но также и технологические факторы, как род и плотность тока, наклон электрода и изделия, вылет электрода, конструкционная форма соединения и величина зазора. «>
«>При значении катета шва, который равен 5, то площадь поперечного сечения шва, » xml:lang=»en-US» lang=»en-US»>F ;vertical-align:sub»>ш «>, будет равна 20,3 мм ;vertical-align:super»>2 «>.
«>Определяем скорость сварки, «>, м/ч по формуле
» xml:lang=»en-US» lang=»en-US»>F ;vertical-align:sub»>ш ;vertical-align:sub»> «>- «>площадь поперечного сечения шва;
«> F ;vertical-align:sub»>ш «> «>= «>20,3 мм ;vertical-align:super»>2 «>.
«>Определяем скорость подачи сварочной проволоки, «>м/ч.
«>где d диаметр сварочной проволоки, мм.
«> Определяем расход проволоки » xml:lang=»en-US» lang=»en-US»>m «>пр «>, г, по формуле
«> » xml:lang=»en-US» lang=»en-US»>m «>пр «> = » xml:lang=»en-US» lang=»en-US»>m «>нм «> × » xml:lang=»en-US» lang=»en-US»>k «>э «>, (3)
«> где » xml:lang=»en-US» lang=»en-US»>m «>нм «> «> «>масса наплавленного металла, г;
«> » xml:lang=»en-US» lang=»en-US»>m «>нм «> = 117 г;
«> » xml:lang=»en-US» lang=»en-US»>k «>э «>коэффициент расхода электрода;
«> » xml:lang=»en-US» lang=»en-US»>k «>э = «>1,15.
» xml:lang=»en-US» lang=»en-US»>m ;vertical-align:sub»>пр «> = 117 × 1,15 = 135г
«> Таблица 3 Режимы сварки
«>Катет сварного шва, мм
«>Диаметр электрода, » xml:lang=»en-US» lang=»en-US»>d, «>мм
«>Сварочный ток, » xml:lang=»en-US» lang=»en-US»>I «>св,
«>дуги, » xml:lang=»en-US» lang=»en-US»>U «>д,
» xml:lang=»en-US» lang=»en-US»>m ;vertical-align:sub»>пр «>, г
«>Скорость сварки, » xml:lang=»en-US» lang=»en-US»>V «>св, м/ч
«>Вылет электрода, » xml:lang=»en-US» lang=»en-US»>I «>э, мм
«>15 » xml:lang=»en-US» lang=»en-US»>- «>20
«> «>1.7 Выбор сварочных материалов
«>Для изготовления заднего кронштейна применяется низколегированная сталь 09Г2С.
«>Для сварки заднего кронштейна используются сварочную проволоку
«>Также при сварке используют аргон газообразный ГОСТ10157-79. «>Аргон газообразный предназначается для использования в качестве защитной среды при сварке, лазерной резке, плавке активных и редких металлов и сплавов на их основе, алюминия и легированных сталей различных марок. В котором «>объёмная доля аргона не менее 99,993%; объёмная доля кислорода не более 0,0007% и «>объёмная доля азота не более 0,005%.
«>Таблица 4 Химический состав сварочной проволоки



