Виды сварных швов
Работа сварщика подразумевает необходимость разбираться в чертежах и конструкциях. Именно на чертеже указываются места, где должен быть сварочный шов, какого вида и его классификация.
Следовательно, сварщик должен уметь не только разбираться в чертежах, но и знать, какие виды сварных швов бывают. В данной статье будут рассмотрены основные типы сварных соединений, их отличия, а также техника наложения.
Сварочное соединение — что это такое?
Сварочным соединением считается такое соединение, которое было получено путем сплавления металлов. Для сварки применяется проволока или электроды, которые образуют присадочный металл, смешиваемый с основным металлом.
Для разных видов сварки применяются свои расходные материалы, а именно:

Однако в независимости от типа сварки и источника сварочной дуги, существуют одни и те же виды сварных соединений.
Виды сварочных швов
Согласно ГОСТ 5264-80 существуют следующие виды сварочных швов:
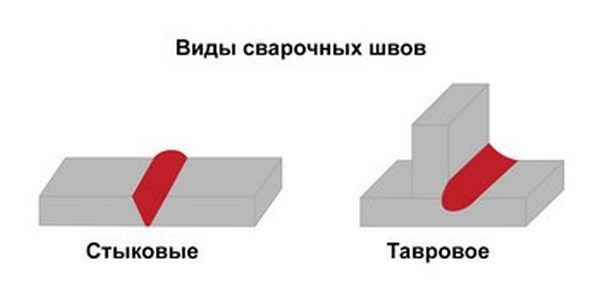
Стыковые швы — на чертежах обозначаются буквой «С». При сваривании стыковых швов, делают провар с одной, либо двух сторон, смотря какое по прочности нужно получить соединение.
Угловые швы — на чертеже обозначаются буквой «У». При сварке угловых швов чаще всего свариванию подвергается внутренний угол. Однако для получения большей прочности может провариваться и наружный угол.
Тавровые швы — на схемах и чертежах обозначаются буквой «Т». Сварка тавровых соединений может осуществляться как с одной стороны, так и с двух (двухстороннее соединение).
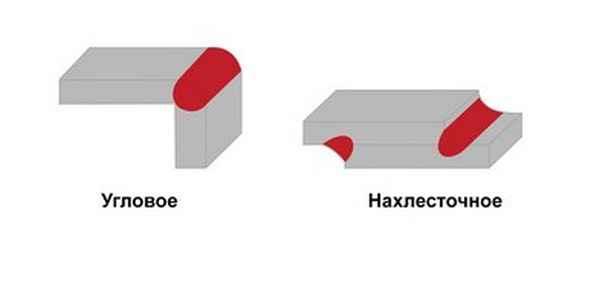
Нахлёсточные швы — имеют условное обозначение на схемах в виде буквы «Н». При сварке нахлёсточного шва, металлы накладываются друг на друга, а затем привариваются с торцевой стороны и плоской поверхностью.
Пространственное положение сварных швов
Вышеперечисленные виды сварных швов можно осуществлять в различных пространственных положениях.
Всего существует четыре положения:
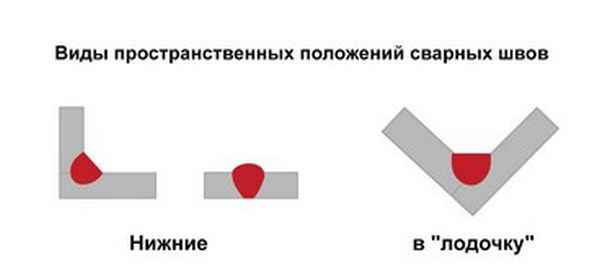
Нижнее положение — сварка происходит на полу в горизонтальном положении. Самое удобное с точки зрения сварки положение: металл не стремится вниз, как при вертикальном положении, шлак удобно выдувать из сварочной ванны путем изменения угла наклона электрода.
Сварка в нижнем положении самая легкая из всех пространственных положений. Именно по этой причине её и рекомендуется освоить начинающему сварщику в первую очередь.
Нижнее положение «в лодочку» — это пространственное положение в сварке используется преимущественно для создания тавровых и угловых соединений. Свариваемые металлы располагаются, таким образом, чтобы металлы сплавлялись по обеим стенкам будущего соединения.
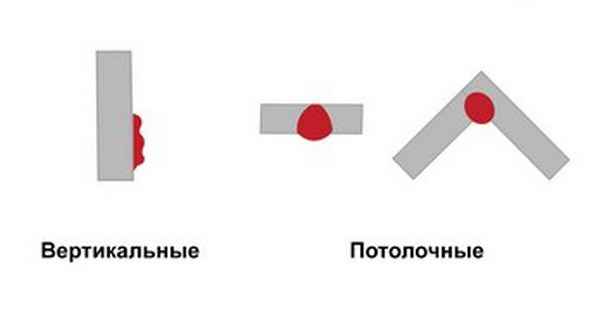
Вертикальное положение — выполняется снизу вверх на вертикальных участках конструкции.
Потолочное положение — осуществляется перпендикулярно горизонтальному положению в сварке. Одно из самых сложных пространственных положений, которое требует от сварщика определённого опыта.
Виды сварочных швов и техника их выполнения

Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60 o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Сварочные швы: от простого к сложному
Процесс современной сварки относится к высоким технологиям с классификацией и критериями качества. Поскольку главным финальным продуктом являются сварочные швы, они также хорошо описаны, классифицированы и имеют свои критерии качества и способы выполнения.
Стандарты сварки в виде ГОСТов содержат исчерпывающие сведения и условные обозначения вариантов самого разного назначения.
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов — это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Один из самых старых и известных среди специалистов стандартов – «ГОСТ 5264 – 80 Ручная дуговая сварка. Соединения сварные». Этот ГОСТ был введен в действие еще в 1981 году, он до сих пор прекрасно справляется со своими задачами: четко и ясно перечислены основные виды сварных швов, их размеры, конструктивные элементы и инструкции, как правильно класть сварочный шов. Отличный пример документа, который не нуждается в корректировках в течение долгого времени.
Виды сварочных швов
Как и методы сварки, виды сварочных швов подпадают под стройную классификацию по разным критериями:
Самые популярные и важные виды швов объединены в группу по способу соединения деталей:
Важно! Какой бы вид шва от сварки вы не выбрали, нужно помнить и соблюдать одно простое правило: никакой ржавчины на металле! Предварительная обработка напильником или наждачной бумагой обязательна, вопрос больше не обсуждается.
Швы встык
Виды сварных соединений включают как очень популярные способы, так и редкие. Стыковые способы можно отнести к высокой популярности: они используются при сварке листового металла или торцов труб. Принципиальное требование для стыкового способа – жесткая фиксация соединяемых деталей с зазором 1 – 2 мм, который заполняется металлом по ходу процесса сварки.
Важнейший «стыковой» вопрос — края деталей, которые будут плавиться и соединяться. Вернее, способ обработки этих краев. Стыковое соединение считается одним из самых надежных и экономичных с точки зрения прочности. Особенно это касается случаев, когда варят с обеих сторон. Предварительная подготовка краев – серьезная составляющая высокого качества шва. Все 32 типа стыковых соединений с вариантами обработки краев изложены в стандарте ГОСТ 5264-80.
Вот некоторые примеры:
Нет нужды излагать в данном обзоре все возможные способы сварки металлов дуговым методом в зависимости от толщины листов и способов обработки краев, лучше ГОСТа 5264-80 никто этого не сделает. Поэтому самым правильным решением будет сослаться на него и рекомендовать этот прекрасный образец технической инструкции для тщательного изучения.
 Если коротко по ГОСТу, стыковое семейство делится на:
Если коротко по ГОСТу, стыковое семейство делится на:
Тавровые соединения
Тавровый способ в разрезе представляет собой букву «Т»: торец одной детали приварен к боковой поверхности другой детали. Чаще всего элементы расположены перпендикулярно друг к другу. В ГОСТе 5264-80 описаны 9 тавровых видов: с Т1 по Т9. Для качественного таврового соединения необходимо глубокое плавление, которое выполняется с помощью автоматической сварки. Если сварка ручная, тщательная обработка кромок обязательна.
Интересная особенность тавровых швов глубокого плавления: они прочнее основного металла. Прочность угловых швов (о них см. ниже), напротив, меньше основного металла. Такого рода различия нужно не просто учитывать, а заранее производить расчеты. Понятие «расчет сварных соединений» входит в особый раздел технической механики, который изучается на инженерных факультетах.
Эти задачи сопромата учитывают главные особенности и недостатки сварочных соединений: неравномерную прочность, неровные процессы нагрева и охлаждения, как результат, возможное коробление, остаточное напряжение или скрытые дефекты.
Угловые соединения
В некоторых источниках угловые швы при сварке описываются как часть тавровых. Их описать так же легко, как тавровые: угловой профиль напоминает букву «Г», а в ГОСТе 5264-80 они обозначаются с начальной буквой «У»: от У1 до У10.
При кажущейся простоте в сварке углового соединения иногда возникают трудности: металл стекает с угла или вертикальной поверхности на горизонтальную. Решение такой проблемы – контроль движения электрода, чтобы соблюдать правильные углы его наклона, и чтобы это движение было ровным. В этом случае вы получите качественный ровно заполненный шов.
Отличным способом качественной угловой варки является метод, получивший название «сварка в лодочку»: детали расположены друг к другу под прямым углом, длина швов 8 мм и больше.
Если сварка угловых соединений включает листы металла разной толщины – тонкий и толстый – электрод должен быть расположен к более толстой детали под углом 60 градусов, чтобы больше прогрева пришлось на нее. Тогда тонкий металл не прогорит.
Сварка угловых швов предусматривает выполнение правил геометрии сварочных соединений.
Главные геометрические критерии следующие:
Сварка углового шва будет самой оптимальной при вогнутой форме уровня. Это объясняется риском неполной проварки угловых швов корня на всю толщину. Если говорить о самом прочном варианте из всех возможных, нужно помнить о множестве разнообразных факторов.
Основные нормы электросварки на величину шва:
Например, при увеличении силы тока увеличивается глубина провара (размер не меняется). Но в то время, когда дуга усиливается, шов расширяется и, как следствие, падает глубина провара.
Если уменьшается размер сечения сварной проволоки, ток в проводе усиливается, глубина провара увеличивается, а сам шов уменьшается в размерах. Примеров оптимального сочетания факторов сварки много. Все виды сварных соединений содержат главное требование – не нарушать технологии выполнения, заранее планировать и рассчитывать величины всех вводимых параметров.
Швы внахлест
Соединения внахлест: поверхности параллельны друг другу, частично перекрывают друг друга, сварены угловым способом. Это самые простые для исполнения швы – отличный старт для обучения новичков.
Все типы сварных швов внахлест имеют строгое ограничение по толщине листового металла – он должен быть не больше 8 мм. Здесь важно найти правильный угол наклона электрода — диапазон от 15 до 45 градусов. В ГОСТе соединения внахлест условно обозначены как H1 и H2.
При работе с двумя заготовками часто используется односторонняя точеная сварка, у которой отмечается серьезный недостаток: между деталями формируются зазоры. Влага, коррозия становятся главными врагами при таком способе. Результат такого рода дефектов описывается одним словом – недолговечность.
Тем не менее, соединения внахлест имеют очень широкое применение, вот несколько таких примеров:
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Вместе с тем нужно помнить, что надежность и экономичность способа не означает простоту его исполнения. Требования к обработке краев, подгонка множества факторов под условия конкретной сварки, определенные ограничения в применении из-за формы – все это требует жесткой профессиональной дисциплины.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Швы по положению в пространстве
Следующий критерий классификации – положение поверхностей в пространстве. Таких положений четыре:
Если бы можно было выбирать, опытные мастера выбрали бы сварку в нижнем положении. Это самый удобный способ, к тому же лучше контролируется сварочная ванна. Подходящий способ для дебютных работ новичков – здесь практически не встречаются сложности. Зато три остальных пространственных варианта сопряжены с техническими нюансами и специальными требованиями к исполнению.
В сварке в горизонтальном положении главной проблемой выступает сила тяжести — из-за нее металл попросту сползает вниз. Такие соединения можно варить как справа налево, так и слева направо, кому как удобно. Но правило использования электрода одно на всех: угол его наклона должен быть достаточно большим. Конечно, при подборе угла нужно учитывать параметры тока и скорость движения, все взаимосвязано.
Подбирайте, пробуйте, главное – чтобы ванна не стремилась вниз. Если металл все-таки стекает, нужно уменьшить его прогрев – это можно сделать, увеличив скорость движения. Второй вариант – отрывать периодически дугу, чтобы металл хоть чуть-чуть остывал. Метод с отрывом дуги больше подходит новичкам
В вертикальных соединениях та же проблема – сила тяжести, но здесь вниз стремится не вся ванна, а капли металла. Обычно в таких случаях берут дугу покороче. Шов варить можно в любом направлении. В Регламенте аттестации сварщиков РД 03-495-02 эти варианты обозначаются как «положение при сварке В1» — вертикальное снизу-вверх (этот способ удобнее). «Положение при сварке В2» — вертикальное сверху вниз, его используют реже, так как здесь необходим жесткий контроль сварной ванны.
Потолочное соединение – самое сложное в подгруппе, для которого понадобится настоящее мастерство. В положении электрода нет никаких других вариантов – держать только под прямым углом к потолку. Дугу взять покороче, скорость круговых движения должна быть постоянной. Выделение газов и шлаков в данном случае затруднено, расплав трудно удержать от стекания. Даже если мастерство на должном уровне, и все технологические требования выполнены верно, потолочный способ уступает по прочности и общему качеству сварочным швам во всех других положениях.
Сварные соединения по очертанию
Как классифицируются сварные швы по очертанию:
Варим трубопроводы, особые требования
 К работе с промышленными трубопроводами допускают лишь опытных сертифицированных мастеров с высокой квалификацией. Трубные соединения относятся к вертикальному способу со всеми «вертикальными» нюансами. Особенность заключается в угле, под которым держится электрод, это угол в 45 градусов.
К работе с промышленными трубопроводами допускают лишь опытных сертифицированных мастеров с высокой квалификацией. Трубные соединения относятся к вертикальному способу со всеми «вертикальными» нюансами. Особенность заключается в угле, под которым держится электрод, это угол в 45 градусов.
Ширина трубного шва может достигать 4 см, это зависит от толщины самой трубы. Для этого вида сварки предусмотрены отдельные стандарты, например, в ГОСТе 16037-80 описаны размеры швов для различных соединений конструкций трубопроводов.
Зачистка сварных швов
По своему виду вновь сваренные швы иногда напоминают келоидные рубцы на коже человека: они выпуклые и выступают над поверхностью. Шлак, окалина, капли металла часто остаются на поверхности. Убрать все это можно и нужно, процесс называется зачисткой швов.
Брак и швейные дефекты
Самый частый дефект в работе новичка – кривой шов с неровным заполнением. Такая картина – результат неравномерного ведения электрода, он буквально пляшет в руках юного мастера. Здесь вам понадобятся упорство и труд: с опытом все это проходит без следа. Вторая по частоте ошибка – неверный выбор силы тока или длины дуги, после чего остаются «подрезы» или неровное заполнение. При одних дефектах больше страдает эстетика, при других — прочность.
Непровар – недостаточное заполнение металлом стыка деталей. Его нужно исправлять, так как речь идет о прочности соединения.
В каких случаях появляется непровар:
Подрез – ненужная канавка вдоль шва. Диагноз простой, это выбор слишком длинной дуги. Лечение тоже понятное: либо дугу покороче, либо силу тока побольше.
Прожог – банальная дырка в шве по следующим причинам:
И здесь ищем оптимальное соотношение трех составляющих: тока, ширины зазора, движения электрода.
Поры и наплывы – множественные отверстия малого размера. Это критический дефект, влияющий на прочность соединения.
Трещины – серьезные нарушения целостности швов. Появляются после остывания металла и по своей сути являются предвестниками разрушения самого шва. В данном случае спасет только новая сварка или полное удаление старого шва и повторное накладывание нового.
Некоторые советы по сварке различных соединений
Можно ли новичку самостоятельно научиться накладывать качественные швы? Да, без сомнений. В некоторых источниках присутствует слово «с легкостью». Легкости лучше не обещать, потому что сварка никогда не была легким и безопасным процессом. Но определить последовательные и выполнимые шаги вполне возможно самостоятельно. Принцип – от простого к сложному. Безусловно, все основные типы сварочных соединений имеют свои секреты и тонкости, которые нужно освоить.
Для дебютантов лучше всего подойдет электрическая дуговая сварка. Самый оптимальный вариант – начинать учиться под присмотром опытного наставника. Но если такой возможности нет, в сети огромное количество видеороликов с показом всех действий и подробнейшими разъяснениями к ним.
Главный начальный этап – это грамотная подготовка нужного оборудования.
Вот что нужно подготовить для электрической дуговой сварки:
Требования к одежде простые: она должна быть плотной, с длинными рукавами и перчатками. Пригодятся выпрямитель с трансформатором (особенно если оборудование старое).
Основные типы сварных соединений уложены в рамки точной и ясной классификации с условными обозначениями и детальным описанием технологических особенностей и советов. Один из самых популярных стандартов – ГОСТ 5264-80 с описанием практически всех видов сварочных швов.
Научиться сварке можно самостоятельно по принципу «от простого к сложному». «Простым» началом для исполнения можно взять швы внахлест. Закончить можно работой высшего пилотажа – сваркой при потолочном расположении поверхностей. Желаем чистого металла, хороших заказов и рабочего настроения.
Классификация сварных соединений
Сварное соединение — неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
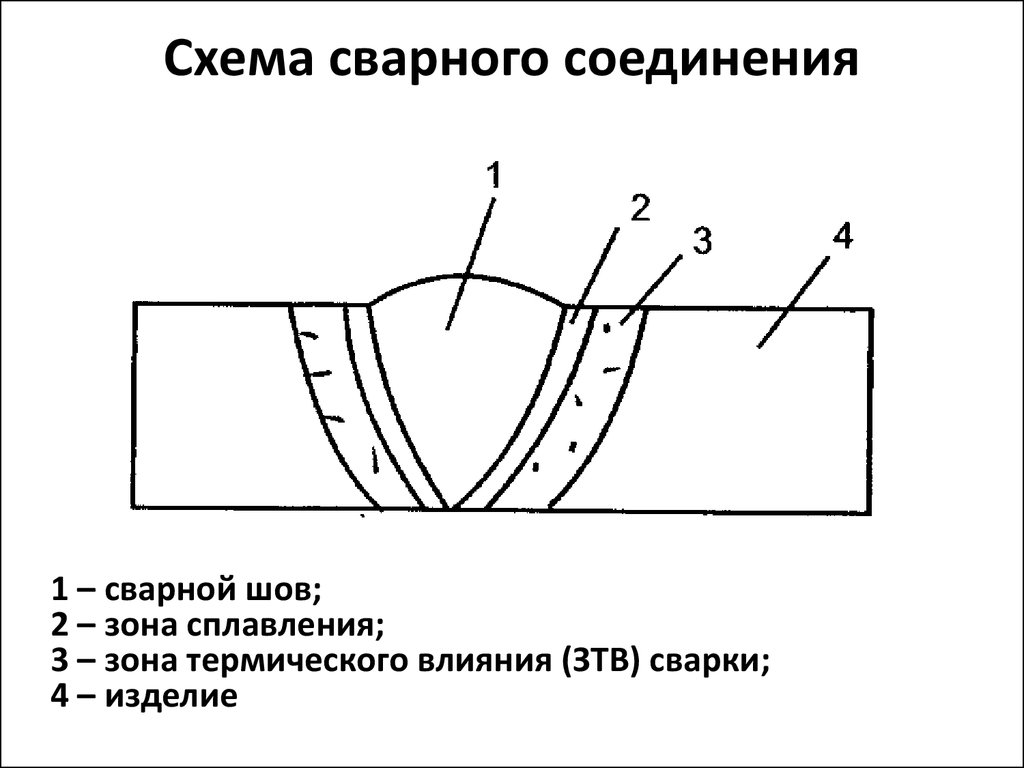
Рис. 1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Не расплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Читайте также: Положения при сварке
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
Виды соединений
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
 Рис. 4. Тавровое соединение
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
Типы швов СШ, УШ
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
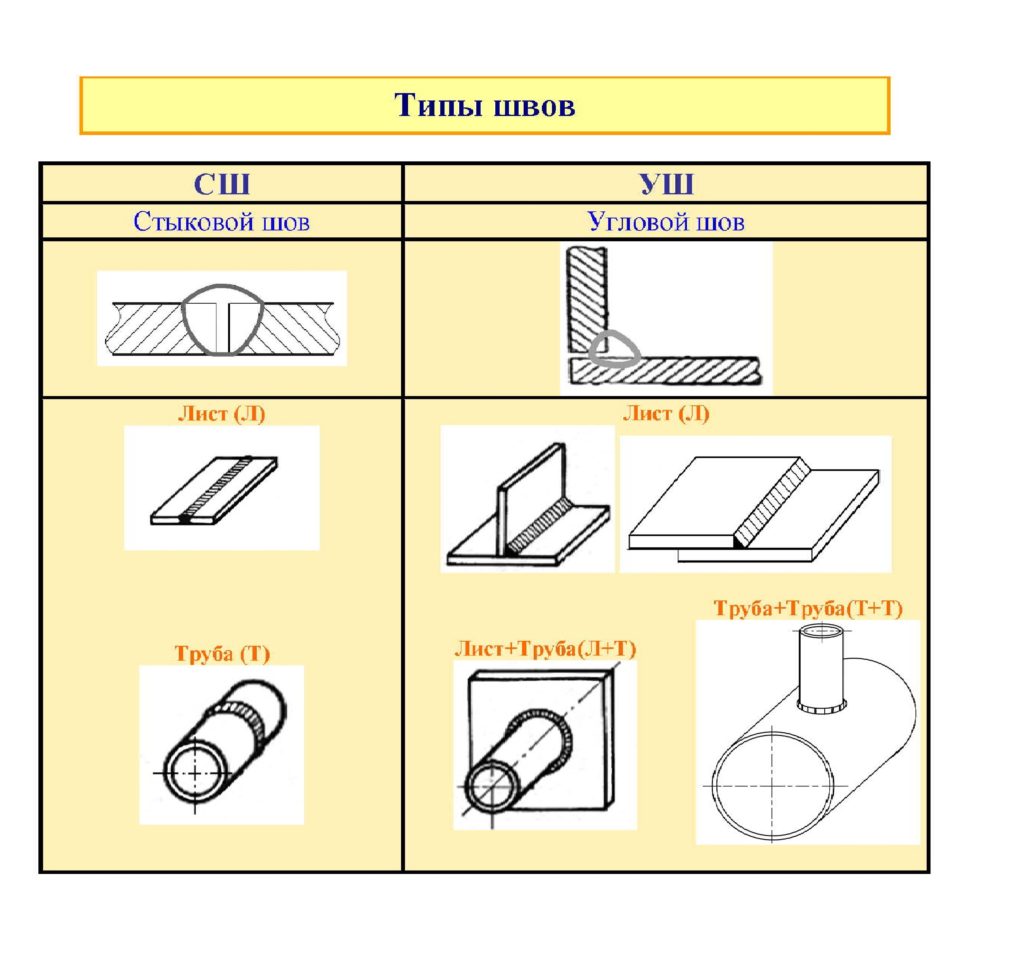 Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
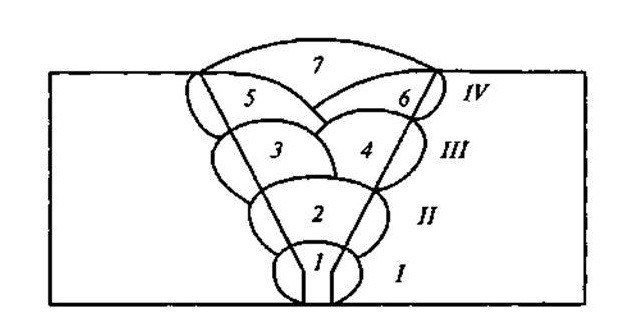
Рисунок — Многослойный шов
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.



