Большая Энциклопедия Нефти и Газа
Винтовая канавка
Винтовые канавки ( правые и левые) можно фрезеровать концевой фрезой на вертикально-фрезерном станке и дисковой фрезой на горизонтально-фрезерном станке. [2]
Винтовая канавка может быть получена при вращении заготовки вокруг некоторой оси и одновременном ее перемещении параллельно этой оси. [5]
Винтовая канавка может быть получена при вращении заготовки вокруг некоторой оси и одновременном ее перемещении параллельно этой оси. При фрезеровании винтовой канавки заготовка устанавливается между центрами делительной головки так, чтобы ее ось была параллельна оси стола; стол должен быть повернут с учетом направления винтовой канавки; перемещение стола ( подача) должно происходить в направлении его оси. Частота вращения заготовки должна быть согласована с продольной подачей. Вращение заготовки передается через гитару сменных колес делительной головки от винта продольной подачи стола. [6]
Винтовые канавки у фрез применяются с целью повышения чистоты обработанной поверхности, обеспечения более спокойных условий резания и с целью создания определенного направления отвода стружки. При обработке широких поверхностей цилиндрическими фрезами с винтовыми канавками для уравновешивания осевых усилий составляется комплект фрез с разным направлением винтовых канавок. [7]
Винтовая канавка 6, выполненная на поверхности манжеты, предохраняет масляную полость от загрязнения в режиме вращения. [9]
Винтовые канавки с одним направлением спирали делаются на вертикальных конусных валах для образования циркуляционной смазки. [11]
Винтовые канавки обрабатываются при полуавтоматическом цикле в следующей последовательности. [13]
§ 54. Фрезерование винтовых канавок
Нарезание винтовых канавок является одной из сложных операций, выполняемых с помощью делительных головок. При фрезеровании винтовых канавок фреза получает быстрое вращательное движение, определяющее скорость резания. Обрабатываемая заготовка имеет сложное движение — медленное вращательное движение вокруг своей оси и согласованное с ним поступательное движение вдоль оси.
Винтовая канавка получит правильный профиль лишь при условии, что плоскость вращения дисковой фрезы совпадает с направлением канавки. Для выполнения этого условия необходимо, чтобы при фрезеровании винтовой канавки стол станка был повернут на угол наклона винтовой канавки. В таком случае ось дисковой фрезы будег расположена перпендикулярно к развертке винтовой линии.
Угол со поворота стола отсчитывают по градусным делениям на лимбе поворотной части стола. Более точного отсчета и не требуется, так как небольшое отклонение угла поворота стола приводит к очень незначительному изменению формы поверхности винтовой канавки. При фрезеровании винтовой канавки концевой фрезой стол станка должен быть установлен в обычном положении. При повороте стола необходимо учитывать направление винтовой канавки обрабатываемой заготовки. Для фрезерования левой винтовой канавки стол поворачивают по часовой стрелке, как показано на рис. 174, а. Для фрезерования правой винтовой канавки стол поворачивают против часовой стрелки (рис. 174, б).

Рис. 174. Направление поворота стола для фрезерования
Если винтовая канавка левая, то установку сменных зубчатых колес производят по схеме 1, если правая — по схеме II (рис. 175, а, б). Зубчатое колесо z1 устанавливают на постоянном пальце гитары; ведомое колесо z2 и второе ведущее z3 — на переставном пальце; второе ведомое зубчатое колесо z4 — на валике привода делительного диска. При фрезеровании левой винтовой канавки между колесами z1 и z2 устанавливают промежуточное зубчатое колесо zn — 40. Остальные зубчатые колеса на схемах постоянные с передаточным отношением i = 1.

Рис. 175. Схема расположения сменных зубчатых колес на гитаре при фрезеровании винтовых канавок
Фрезерование зубьев цилиндрической фрезы с винтовыми канавками
Требуется настроить делительную головку для нарезания зубьев цилиндрической фрезы диаметром D = 100 мм, z = 12, угол наклоча винтовых канавок ω = 30°, винтовая канавка левая. Передний угол γ = 15°. Фрезерование винтовых канавок треугольного профиля следует производить двуугловыми дисковыми фрезами. В данном случае берем двуугловую несимметричную фрезу с углом θ = 55°, который складывается из двух неравных углов большего 40° и меньшего 15°. Меньший угол соответствует переднему углу нарезаемой фрезы.
На рис. 176, а, б, показано направление вращения фрезы и обрабатываемой заготовки при фрезеровании правой и левой винтовых канавок фрез.

Рис. 176. Направление вращения фрезы и обрабатываемой заготовки при фрезеровании
На рис. 177 показана установка заготовки для фрезерования винтовых канавок. Обрабатываемая заготовка укрепляется на оправке в центрах делительной головки.

Подбор сменных зубчатых колес для настройки делительной головки при фрезеровании винтовых канавок производят по таблицам, прилагаемым к паспорту делительной головки.
Устанавливают сменные зубчатые колеса по схеме рис. 175,б так как винтовая канавка левая.
Поднимают стол в исходное положение, подводят вручную заготовку под фрезу и фрезеруют вторую канавку и т. д.
Фрезерование затылка зуба производят цилиндрической или торцовой фрезой при помощи вертикальной накладной головки (см. рис. 49), установленной на универсально-фрезерном станке. Наладку делительной головки и поворот стола производят, как и при фрезеровании винтовой канавки двуугловой фрезой
Фрезерование затылка зуба можно произвести той же самой двуугловой фрезой, которой была профрезерована винтовая канавка. Для этого необходимо опустить стол на такую величину, чтобы вращающаяся двуугловая фреза не касалась обрабатываемой фрезы, и переместить стол в поперечном направлении. Затем повернуть обрабатываемую заготовку на угол, равный углу между спинкой и затылком зуба (рис. 178). Затем поднять стол на такую высоту, чтобы получить заданную величину спинки зуба фрезы. Ширина затылка зубьев устанавливается методом пробных проходов. Приемами, как и при обработке канавки, произвести фрезерование затылка остальных зубьев.

Рис. 178. Фрезерование затылка зуба двуугловой фрезой
Фрезерование кулачков с профилем по архимедовой спирали
Плоские (дисковые) кулачки, применяемые в токарных автоматах и других машинах, имеют участки профиля, очерченные по спирали Архимеда. На рис. 179, а показан кулачок, рабочий профиль которого представляет собой один полный виток спирали; размер H называется шагом спирали. В ряде случаев профиль кулачка состоит из нескольких спиралей с разным шагом, сопряженных между собой дугами окружностей и прямыми линиями. Так, например, кулачок на рис. 179, б имеет неполную спираль 1—2, охватываемую центральным углом φ1, и спираль 3—4, охватываемую углом φ2. Расстояния h1 и h2 называют подъемом спирали на участках, соответствующих центральным углам и φ2. Если известен подъем спирали h и соответствующий ему центральный угол φ, то шаг спирали Н можно определить по формуле

Рис. 179. Плоские кулачки
Обычно центральный угол, охватывающий спиральный участок, дают не в градусах, а в сотых долях полной окружности, т. е. при построении профиля кулачка из его центра проводят не 360 лучей (360°), а 100 лучей.
В большинстве случаев фрезерование спиралей производится концевыми фрезами на горизонтально-фрезерных станках, закрепляемыми в поворотном шпинделе накладной фрезерной головки. Обрабатываемый кулачок центрируют и закрепляют на консольной оправке, установленной в шпинделе делительной головки. При фрезеровании кулачков оси шпинделей фрезерной и делительной головок всегда расположены параллельно. Если шпиндель головки установлен вертикально (рис. 180, а), то передаточное отношение i сменных зубчатых колес, соединяющих винт продольной подачи стола станка с валиком привода головки, определяют как и при обработке винтовых канавок:

Рис. 180. Расположение накладной и делительной головок
При малых значениях шага спирали H ведущие сменные зубчатые колеса получаются настолько большими, что передача вращательного движения винта шпинделю делительной головки становится невозможной. Поэтому обработку кулачков с такими спиралями производят при наклонно установленных делительной головке и шпинделе.
Установив сменные зубчатые колеса для фрезерования винтовой канавки с продольным шагом H, можно обрабатывать кулачок с несколькими спиралями, не меняя установку зубчатых колес, а только изменяя угол наклона шпинделя делительной головки и фрезы при переходе от одного участка кулачка к другому.
Длина режущей части фрезы должна быть больше толщины кулачка.
Различные типы канавок у метчиков.

Различные типы канавок у метчиков.

Метчики. Типы канавок ( спиральная канавка, прямая канавка со стружколомом
и просто прямая канавка).

Различные канавки у метчиков: спиральная канавка, прямая канавка
со стружколомом, прямая канавка.
Метчики с прямой канавкой.
Метчики с прямой канавкой:

Детальный вид метчика: канавка метчика (прямая).
Метчики с прямой канавкой со стружколомом.
Метчики с прямым канавкой и стружколомом подходят только для сквозных отверстий. Удаление стружки осуществляется под отверстием и в направлении движения метчика. Благодаря относительно плоским канавкам этот метчик особенно стабилен, и это позволяет сож легко добраться до режущих кромок. Метчики с прямой канавкой со стружколомом имеют форму B.
Метчики с прямой канавкой со стружколомом предназначены:
• подходят только для сквозных отверстий
• метчики имеют заборную часть
форма В (3,5 – 5 витков ).

Детальный вид метчика: канавка метчика (прямая канавка со стружколомом).
Метчики со спиральной канавкой.

Детальный вид метчика: канавка метчика (спиральная канавка).
Метчики бывают с левосторонними и правосторонними спиральными канавками, они отличаются:
Метчики с левой спиральной канавкой.
Метчики с левыми спиральными канавками подходят для сквозного сверления. Удаление стружки происходит в этих типах резьбовых сверл под отверстием. Стружку отводят в направлении нарезки резьбы.
Применение метчиков с левосторонней канавкой:
Метчики с правой спиральной канавкой.
Метчики с правосторонними спиральными канавками в основном подходят для сверления глухих отверстий. Спиральные канавки выводят стружку из отверстия наружу, что предотвращает засорение канавок стружкой. Хороший вывод стружки минимизирует повреждение резьбы и предотвращает поломку зубьев метчика.
Правосторонние спиральные канавки у метчика:
Фрезерование Винтовых Канавок

Чтобы лучше представить, как образуется винтовая линия, возьмем цилиндр диаметром d (рис. 1) и будем накручивать на него прямоугольный треугольник, вырезанный из бумаги, со стороной АБ, равной длине окружности основания цилиндра πd. Когда катет АБ обернется вокруг основания цилиндра один раз, точка В треугольника окажется на цилиндре в положении В1, а гипотенуза АВ образует винтовую линию.
Винтовая линия характеризуется шагом, углом наклона и направлением.
Шагом винтовой линии Р называется расстояние между ее одноименными точками в осевом направлении, мм.
Углом наклона винтовой линии ω считается угол, расположенный между осью цилиндра и направлением винтовой линии. Он определяется из треугольника AB1B по формуле tgω = πd/Р.
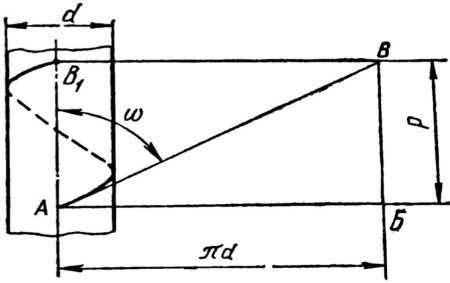
Рис. 1. Образование винтовой линии
Процесс фрезерование винтовых канавок
Для получения на цилиндрической заготовке винтовой канавки нужного шага заготовке необходимо сообщить равномерное вращательное движение вокруг оси (за счет вращения шпинделя делительной головки) и одновременное перемещение вдоль оси от винта продольной подачи стола. Эти движения должны быть согласованы так, чтобы при повороте заготовки на один полный оборот она переместилась в продольном направлении на величину шага.

Рис. 2. Кинематическая схема делительной головки для фрезерования винтовых канавок
Если на заготовке должно быть нарезано несколько канавок, то после фрезерования первой из них заготовку необходимо повернуть относительно режущего инструмента на расчетную часть оборота.

Рис. 3. Образование винтовой канавки на фрезерном станке
Расчет передаточного отношения и числа зубьев сменных колес гитары
Как было отмечено выше, для согласованного вращения заготовки, закрепленной в делительной головке с продольным перемещением стола, устанавливается гитара сменных колес, которые не только передают вращение заготовке, но и согласовывают это вращение с ее поступательным перемещением.
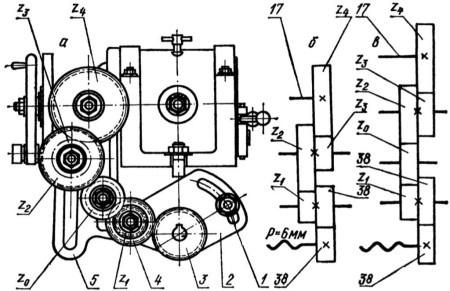
Рис. 4. Гитара сменных колес УДГ Д-250, УДГ Д-320, УДГ Д-400 для фрезерования винтовых канавок
Если передаточное отношение сменных колес будет равно единице, то за один оборот винта продольной подачи стол переместится на величину, равную шагу резьбы винта, а шпиндель делительной головки с заготовкой повернется на 1/40 оборота. Для его поворота на один оборот необходимо, чтобы винт продольной подачи сделал 40 оборотов. За это время стол переместится на величину, равную шагу, умноженному на 40. Так как шаг резьбы винта продольной подачи отечественных консольно-фрезерных станков равен 6 мм, а характеристика делительной головки 40, то за один оборот заготовки стол переместится на величину
Характеристикой А универсально-фрезерного станка называется шаг той винтовой канавки, которая будет нарезана на данном станке при передаточном отношении сменных колес гитары, соединяющих винт продольной подачи стола и валик привода делительной головки, равном единице. Передаточное отношение сменных колес гитары определяется по формуле
Зная передаточное отношение, можно рассчитать и сменные колеса по формуле
Последовательность наладки станка и делительной головки для фрезерования винтовых канавок
Контроль профиля канавок и ее размеров производят шаблонами или универсальными измерительными инструментами.
Брак при фрезеровании винтовых канавок
При фрезеровании винтовых канавок возможны следующие виды брака:
Большая Энциклопедия Нефти и Газа
Винтовая канавка
Винтовые канавки обрабатывают на универсально-фрезерных станках соответствующим поворотом стола станка и делительной головки. [16]
Винтовая канавка получит правильный профиль лишь при условии, что плоскость вращения дисковой фрезы совпадает с направлением канавки. [17]
Винтовая канавка может быть получена при вращении заготовки вокруг своей оси с одновременным ее перемещением параллельно этой оси. [19]
Винтовые канавки фрезеруют концевой фрезой на вертикально-фрезерном станке или дисковой фрезой на горизонтально-фрезерном станке. [21]
Винтовые канавки имеют переменный шаг. [22]
Винтовые канавки фрезеруют с применением делительной головки с посадкой обрабатываемой заготовки на оправку, устанавливаемую в центрах делительной головки и задней бабки. При фрезеровании винтовых канавок концевой фрезой поворачивать стол станка под углом не требуется и, следовательно, можно выполнять обработку на горизонтально-фрезерных станках. [28]
Винтовые канавки фрезеруют при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных зубчатых колес, которые передают вращение от ходового винта станка шпинделю делительной головки. [29]
Винтовые канавки обычно профрезеровы-вают перпендикулярно виткам основного червяка. Угол [ 1К наклона винтовой канавки к оси фрезы принимают равным углу Хй подъема винтовой линии на делительном цилиндре основного червяка. При нарезании колеса ось фрезы устанавливают так, чтобы направление витков фрезы и зубьев колеса совпадало в точке касания делительных цилиндров фрезы и колеса. [30]



