Внутренние напряжения
Смотреть что такое «Внутренние напряжения» в других словарях:
ВНУТРЕННИЕ НАПРЯЖЕНИЯ — остаточные напряжения в отливке, приводящие к ее деформации, а иногда к разрушению. Различают внутренние напряжения первого рода термические напряжения, возникающие между отдельными зонами сечения и между различными частями детали из за… … Металлургический словарь
внутренние напряжения — ГОСТ Р 54480 2011 внутренние (остаточные) напряжения Напряжения, возникающие в прокате, которые частично могут сохраниться после окончания термической обработки. Максимальный зазор между двумя частями стальной полосы при их соединении по линии… … Металлургия. Терминология ГОСТ
внутренние напряжения — [internal stresses] 1. Напряжения, возникающие между микро или макроэлементами изделия (полуфабриката) вследствие воздействия на него внешних (при обработке давлением) или внутренних (при тепловом воздействии, фазовом превращении) сил, вызывающих … Энциклопедический словарь по металлургии
Внутренние факторы коррозии — факторы, влияющие на скорость, вид и распределение коррозии, связанные с составом, структурой, внутренними напряжениями в металле и состоянием поверхности. Источник: snip id 5429: Руководство по проектированию и защите от коррозии подземных… … Словарь-справочник терминов нормативно-технической документации
внутренние факторы коррозии — Факторы, влияющие на скорость, вид и распределение коррозии, связанные с природой металла (состав, структура, внутренние напряжения, состояние поверхности). [ГОСТ 5272 68] Тематики коррозия металлов … Справочник технического переводчика
Внутренние факторы коррозии — – факторы, влияющие на скорость, вид и распределение коррозии, связанные с природой металла (состав, структура, внутренние напряжения, состояние поверхности). [ГОСТ 5272 68] Рубрика термина: Виды испарений Рубрики энциклопедии: Абразивное… … Энциклопедия терминов, определений и пояснений строительных материалов
внутренние (остаточные) напряжения — 3.9 внутренние (остаточные) напряжения: Напряжения, возникающие в прокате, которые частично могут сохраниться после окончания термической обработки. Максимальный зазор между двумя частями стальной полосы при их соединении по линии реза после… … Словарь-справочник терминов нормативно-технической документации
Напряжения — [stresses] (Смотри тж. Напряжение): Смотри также: фазовые напряжения термические напряжения пиковые напряжения остаточные напряжения … Энциклопедический словарь по металлургии
ВНУТРЕННИЕ СИЛЫ — силы напряжения, упругие силы (Internal force) силы, возникающие в деформируемом упругом теле. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
НАПРЯЖЕНИЯ ОСТАТОЧНЫЕ — доля (см.) внутри тела, которая сохраняется во времени после снятия внешних воздействий в отличие от внешних напряжений, вызванных непосредственно приложением внешних сил и исчезающих с их удалением. Н. о. приобретаются телом в случае, когда… … Большая политехническая энциклопедия
внутренние напряжения
Полезное
Смотреть что такое «внутренние напряжения» в других словарях:
ВНУТРЕННИЕ НАПРЯЖЕНИЯ — остаточные напряжения в отливке, приводящие к ее деформации, а иногда к разрушению. Различают внутренние напряжения первого рода термические напряжения, возникающие между отдельными зонами сечения и между различными частями детали из за… … Металлургический словарь
Внутренние напряжения — остаточные напряжения в отливке, приводящие к ее деформации, а иногда к разрушению. Различают внутренние напряжения первого рода термические напряжения, возникающие между отдельными зонами сечения и между различными частями детали из за… … Энциклопедический словарь по металлургии
внутренние напряжения — ГОСТ Р 54480 2011 внутренние (остаточные) напряжения Напряжения, возникающие в прокате, которые частично могут сохраниться после окончания термической обработки. Максимальный зазор между двумя частями стальной полосы при их соединении по линии… … Металлургия. Терминология ГОСТ
Внутренние факторы коррозии — факторы, влияющие на скорость, вид и распределение коррозии, связанные с составом, структурой, внутренними напряжениями в металле и состоянием поверхности. Источник: snip id 5429: Руководство по проектированию и защите от коррозии подземных… … Словарь-справочник терминов нормативно-технической документации
внутренние факторы коррозии — Факторы, влияющие на скорость, вид и распределение коррозии, связанные с природой металла (состав, структура, внутренние напряжения, состояние поверхности). [ГОСТ 5272 68] Тематики коррозия металлов … Справочник технического переводчика
Внутренние факторы коррозии — – факторы, влияющие на скорость, вид и распределение коррозии, связанные с природой металла (состав, структура, внутренние напряжения, состояние поверхности). [ГОСТ 5272 68] Рубрика термина: Виды испарений Рубрики энциклопедии: Абразивное… … Энциклопедия терминов, определений и пояснений строительных материалов
внутренние (остаточные) напряжения — 3.9 внутренние (остаточные) напряжения: Напряжения, возникающие в прокате, которые частично могут сохраниться после окончания термической обработки. Максимальный зазор между двумя частями стальной полосы при их соединении по линии реза после… … Словарь-справочник терминов нормативно-технической документации
Напряжения — [stresses] (Смотри тж. Напряжение): Смотри также: фазовые напряжения термические напряжения пиковые напряжения остаточные напряжения … Энциклопедический словарь по металлургии
ВНУТРЕННИЕ СИЛЫ — силы напряжения, упругие силы (Internal force) силы, возникающие в деформируемом упругом теле. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
НАПРЯЖЕНИЯ ОСТАТОЧНЫЕ — доля (см.) внутри тела, которая сохраняется во времени после снятия внешних воздействий в отличие от внешних напряжений, вызванных непосредственно приложением внешних сил и исчезающих с их удалением. Н. о. приобретаются телом в случае, когда… … Большая политехническая энциклопедия
6. КАК И ПОЧЕМУ ВОЗНИКАЮТ ВНУТРЕННИЕ НАПРЯЖЕНИЯ ПРИ ЗАКАЛКЕ.
Напряжения 1-го рода. Напряжения 2-го рода. Напряжения 3-го рода.
При закалке возникают внутренние напряжения, которые по величине могут быть настолько большими, что это приводит к трещинам и разрушению стали без всякого дополнительного воздействия. Коробление деталей — это также результат воздействия внутренних напряжений. Различают три рода внутренних напряжений.
Напряжения 1-го рода. Единственная причина возникновения таких напряжений — неравномерность охлаждения деталей при закалке. Как мы уже видели, поверхностные слои металла охлаждаются быстрее, внутренние — медленнее; тонкие части детали охлаждаются быстрее, массивные — медленнее. Почему же это приводит к внутренним напряжениям? Представим себе кольцо, в которое плотно вставлен стержень (рис. 20). Поместим такой стержень с кольцом в печь и разогреем до закалочной температуры. Теперь выгрузим их из печи и начнем холодным водяным душем поливать кольцо. При понижении температуры объем тела, как известно, уменьшается (тело сжимается). Следовательно, и кольцо при охлаждении должно уменьшиться по объему, а значит и по диаметру. Но стержень препятствует этому, так как температура его почти не изменилась, а значит и диаметр остался прежним. В этих условиях кольцо начинает давить на стержень, сжимая его со всех сторон. Поэтому в стержне и возникают сжимающие напряжения. Кольцо же при этом может даже разорваться. Нечто подобное может произойти при насаживании горячей обечайки на бочку. Таким образом, в кольце возникают растягивающие напряжения.
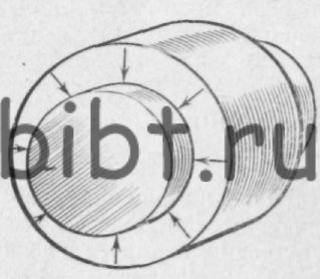
Рис. 20. Возникновение внутренних напряжений при закалке
Аналогичная картина получается при закалке сплошной детали цилиндрической формы (рис. 21).
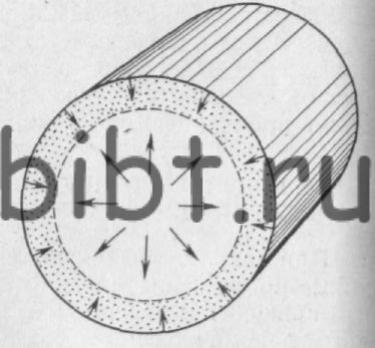
Рис. 21. Возникновение термических напряжений при закалке цилиндрической детали
Наружная поверхность ее в виде кольцевого слоя охлаждается быстро и уменьшается в объеме. Внутренняя же зона охлаждается замедленно и потому препятствует сжатию наружного кольцевого слоя. В результате внутренняя зона металла окажется сжатой, а наружная — растянутой. В последующий период внутренняя зона, охлаждаясь, уменьшится в объеме и потянет к центру наружный кольцевой слой, стремясь уменьшить его диаметр. Но металл снаружи уже остыл и потому утратил пластичность. Теперь наружная зона играет роль жесткого кольца, которое уже не может уменьшиться по диаметру. Поэтому в заключительный период охлаждения в наружных слоях металла возникнут сжимающие напряжения. Внутренняя же зона металла, будучи связана с наружными слоями, не сможет уменьшиться в объеме, хотя и будет стремиться к этому. В результате в ней возникнут растягивающие внутренние напряжения. Растягивающие напряжения являются более опасными, чем сжимающие. При закалке массивных деталей, когда различие в температуре внутренних и наружных слоев достигает значительной величины, такие напряжения могут вызвать трещины или даже привести к полному разрушению металла, как это, например, бывает при закалке молотовых штампов.
Внутренние напряжения 1-го рода, как теперь уже ясно, вызываются объемными изменениями металла при понижении или повышении температуры, и потому их называют термическими напряжениями.
Напряжения 2-го рода. Такие напряжения вызываются структурными изменениями при закалке. Как уже указывалось, различные структуры стали имеют различный удельный объем: мартенсит — максимальный, аустенит — минимальный, перлит — средний между ними.
Представим себе цилиндрическую деталь из углеродистой стали, которая прокаливается не насквозь. Тогда после закалки в наружном кольцевом слое такой детали будет мартенситная структура, а в центральной части — перлитная. При образовании мартенсита объем стали возрастает, и поэтому наружное мартенситное кольцо будет стремиться увеличиться в диаметре. Но этому препятствует центральная зона, стремясь стянуть кольцо к центру. В результате в наружном мартенситном слое металла возникнут сжимающие напряжения, а в центральной зоне, наоборот,— растягивающие.
Эти напряжения также связаны с изменениями объема металла, но такие изменения в данном случае вызваны структурными превращениями. Поэтому и напряжения называются структурными.
Таким образом, окончательная картина распределения внутренних напряжений весьма сложная и зависит от соотношения термических и структурных напряжений в данном участке детали.
Напряжения 3-го рода. Это напряжения, возникающие в атомной решетке. Мы уже знаем, что в атомной решетке по различным причинам могут возникать искажения с нарушением правильного порядка расположения атомов, например дислокации. Дислокацию можно рассматривать как лишнюю плоскость, вклинившуюся между двумя соседними плоскостями и как бы распирающую атомную решетку в этом месте. Атомы, расположенные в прилегающих к дислокации плоскостях, сдвигаются из своего нормального (равновесного) положения в данной решетке. Стремление этих атомов к упорядоченному расположению и вызывает появление внутренних межатомных напряжений. Мартенситная структура, возникающая в стали после закалки, характеризуется большим числом дислокаций. Кроме того, мартенсит имеет атомную решетку, в которой между атомами железа расположены атомы углерода (см. рис. 9). Это приводит к распиранию решетки, к ее искажению, а следовательно, также вызывает внутренние межатомные напряжения.
Подводя итог всему сказанному, следует ответить на вопрос — всегда ли внутренние напряжения являются опасными и нежелательными? Нет, в ряде случаев они являются полезными и способствуют повышению прочности деталей. Такое благоприятное действие оказывают, например, сжимающие напряжения на поверхности деталей. Поясним это. Представим себе динамометр (силоизмеритель), который растягивают два человека в разные стороны с помощью тросов (рис. 22).
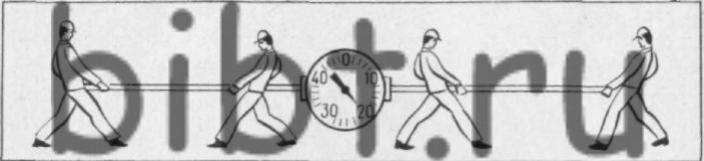
Рис. 22. Схема, поясняющая роль внутренних напряжений
Почему же именно у поверхности внутренние сжимающие напряжения оказываются особенно полезными? Во-первых, максимальные напряжения при работе детали возникают почти всегда у поверхности. Во-вторых, наиболее опасными являются растягивающие напряжения, особенно при наличии каких-либо дефектов на поверхности. Это наглядно иллюстрирует следующий пример. Возьмем школьный резиновый ластик для стирания и сделаем на нем с двух сторон небольшие поперечные надрезы. Теперь, сдавливая двумя пальцами с торцовых сторон этот ластик, изогнем его по дуге. Легко можно заметить, что при этом надрез, расположенный на внешней, выгнутой стороне, будет расширяться и углубляться. Это происходит под действием растягивающих напряжений на данной поверхности. Края надреза, расположенного на вогнутой стороне, наоборот,— будут сближаться. Так происходит потому, что на этой поверхности действуют менее опасные сжимающие напряжения. Теперь должно быть понятным, почему во многих случаях для повышения эксплуатационных свойств деталей достаточно произвести поверхностное упрочнение, например, путем закалки ТВЧ или химико-термической обработкой. Как одно, так и другое не только упрочняет поверхность деталей, но создает внутренние сжимающие напряжения.
Что такое внутреннее напряжение металла
Часто в металлической заготовке может иметься внутреннее напряжение, не имеющее внешних сил. Образуется оно при изготовлении заготовки из-за неравномерного охлаждения, например, при ковке, литье и в местах сварки. Остаточное напряжение может вызвать нарушение формы заготовки, из-за чего происходит быстрый износ или деформация детали. Во избежание подобного, в данной статье описаны способы устранения внутреннего напряжения.
Как правило, в заготовке, которая поступает на металлорежущий станок, обычно имеются внутренние напряжения, сохраняющиеся при отсутствии внешних сил, именно поэтому они называются – остаточными.
Остаточные напряжения различаются на:
Во время механической обработки, когда в виде припуска с заготовки удаляется часть металла, совершается перераспределение внутренних остаточных напряжений и их временное равновесие нарушается. При этом основную роль здесь играют именно напряжения первого рода. Характер и величина распределения остаточных напряжений напрямую зависят от конфигурации заготовки, соотношения размеров отдельных элементов, ее габаритных размеров, способа получения исходной заготовки, а также других немаловажных факторов.
Большие остаточные напряжения появляются в исходных заготовках, которые получаются путем литья, ковки, штамповки, из-за неравномерного охлаждения различных элементов заготовки. В сварно-литых, сварно-штампованных или просто сварных конструкциях наибольшие внутренние напряжения зарождаются именно в местах сварки, где непосредственно из-за местного охлаждения и нагрева происходят неоднородные объемные изменения. При этом диффузионные процессы и структурные превращения металла при сварке также способствуют возникновению остаточных напряжений разного рода.
В особо неблагоприятных моментах остаточные напряжения способны вызвать не только существенные нарушения формы заготовки (например, коробление, изогнутость и др.), но и всевозможные трещины.
Срезание поверхностных слоев с металлической заготовки освобождает ранее уравновешенные силы, поэтому остаточные напряжения деформируют саму заготовку. Однако и сам процесс резания тоже служит источником остаточных напряжений, возникающих как результат пластической деформации верхнего слоя поверхности и нагрева зоны резания.
Обычно перераспределение внутренних напряжений совершается не сразу, а постепенно, также постепенно происходит и изменение формы заготовки или готовой детали. На самом деле в практике случаются моменты, когда исходная заготовка, которая получила большие остаточные напряжения, проходит непосредственно именно черновую обработку. Таким образом, деформация заготовки и внутренние напряжения перераспределяются частично. При этом получившиеся искажения формы устраняются, как правило, при чистовой обработке. Готовая деталь, (если конечно она годная) ставится на машину, а через кое-какое время уже при эксплуатации быстро изнашивается, причина этого одна — деформация данной детали, которая произошла после полной ее обработки.
Чтобы не случались такие казусы именно поэтому – устранению внутренних напряжений – необходимо уделять самое основательное внимание. Простейший путь устранения внутренних напряжений — это разделить обработку резанием на несколько этапов, то есть:
Так как зачастую заготовки обрабатывают партиями: черновая, получистовая и чистовая обработки производятся на разных станках, а в некоторых случаях и в разных цехах, поэтому между этими обработками проходит определенное время. В основном именно за это время и происходит перераспределение внутренних напряжений и соответственно деформация заготовок. Чем больше временной промежуток между обработками (черновой и чистовой), тем естественно и меньше опасность искажения форм готовых деталей.
Естественное старение
Длительное выдерживание заготовки для снятия остаточных напряжений называется – «естественным старением». Сам процесс естественного старения весьма и весьма медленный. Достаточно уточнить, что самая основная часть остаточных напряжений именно в сложных отливках при естественном старении снимается в течение 2-3х месяцев. Однако следует учесть, что даже после указанного срока еще в течение нескольких месяцев оставшиеся напряжения способны воздействовать на форму заготовки.
Многомесячное естественное старение крайне «не» экономично — потому как чрезвычайно затягивается весь производственный цикл, стремительно возрастает объем неготового производства, значительно снижаются оборотные средства предприятия, поэтому естественное старение главным образом применяют исключительно для особо ответственных и дорогостоящих отливок, к примеру, заготовок станин прецизионных станков.
Для того чтобы ускорить процесс перераспределения, а также снятия остаточных напряжений, очень часто старение происходит на открытом воздухе (то есть, резкая смена температуры «дня и ночи» существенно способствует интенсификации процесса старения).
Снятие остаточного напряжения
Для средних или достаточно мелких отливок самым эффективным способом снятия непосредственно внутренних напряжений является так сказать искусственное старение, то есть специальный процесс термической обработки. Отливка помещается в печь доведенную до температуры в 500-600оС, и выдерживается в ней в течение 1-6 часов (чем крупнее отливка, тем соответственно и больше выдержка). Далее печь вместе с отливкой медленно охлаждают таким образом, чтобы абсолютно все части отливки (толстые и тонкие) охлаждались – равномерно. При этом скорость охлаждения должна составлять 25-75 градусов в час. Когда температура отливки снизится примерно до 200-250оС, она вынимается из печи и на воздухе окончательно охлаждается.
Для снятия напряжений, которые были получены при ковке, литье и штамповке, также применяют и отжиг, то есть нагрев до температуры в 400-600оС с выдержкой в 2,5 минуты на 1 мм толщины сечения заготовки, для сварных же заготовок высокотемпературный отпуск выполняется при нагреве до 600—650оС. Также отжигают и заготовки, получаемые из проката стали.
Вследствие значительных пластических деформаций при прокатке непосредственно в поверхностных слоях заготовок формируются существенные растягивающие, а вот во внутренних слоях наоборот сжимающие напряжения. Если же с такой заготовки снимается неравномерный припуск, то, безусловно, из-за перераспределения внутренних напряжений ее форма может измениться. Именно поэтому, к примеру, после фрезерования на валах длинных шпоночных канавок, изготовляемых из проката, могут случаться искривления валов. Для исправления этой кривизны заготовок валов, стержней, длинных планок, осей и прочих подобных элементов правят их исключительно в холодном состоянии. В таком процессе правки происходит упругая, и затем пластическая деформация материала.
Тщательная правка позволяет практически полностью устранить кривизну заготовки, которая вызвана непосредственно действием остаточных напряжений. Однако во время правки в заготовках появляются новые напряжения, что при дальнейшей чистовой обработке (хуже — в работающей машине) данные остаточные напряжения способны достаточно легко вызвать новые искажения формы. Именно поэтому для ответственных деталей применять правку крайне – нежелательно.
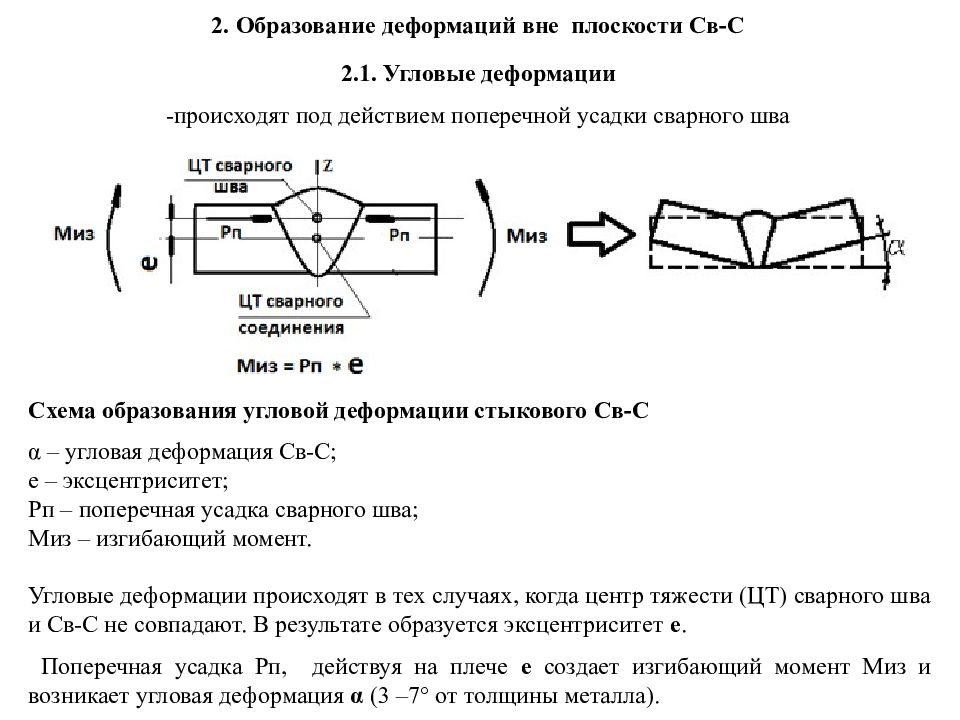
Напряжения и деформации в сварочных соединениях
Прочность конструкции и качество сварочного шва находятся в прямой связи. Любая [сварка] связана с нагреванием и остыванием металла, а это означает, что материал будет подвергаться структурным и объемным изменениям с вероятными остаточными напряжениями.
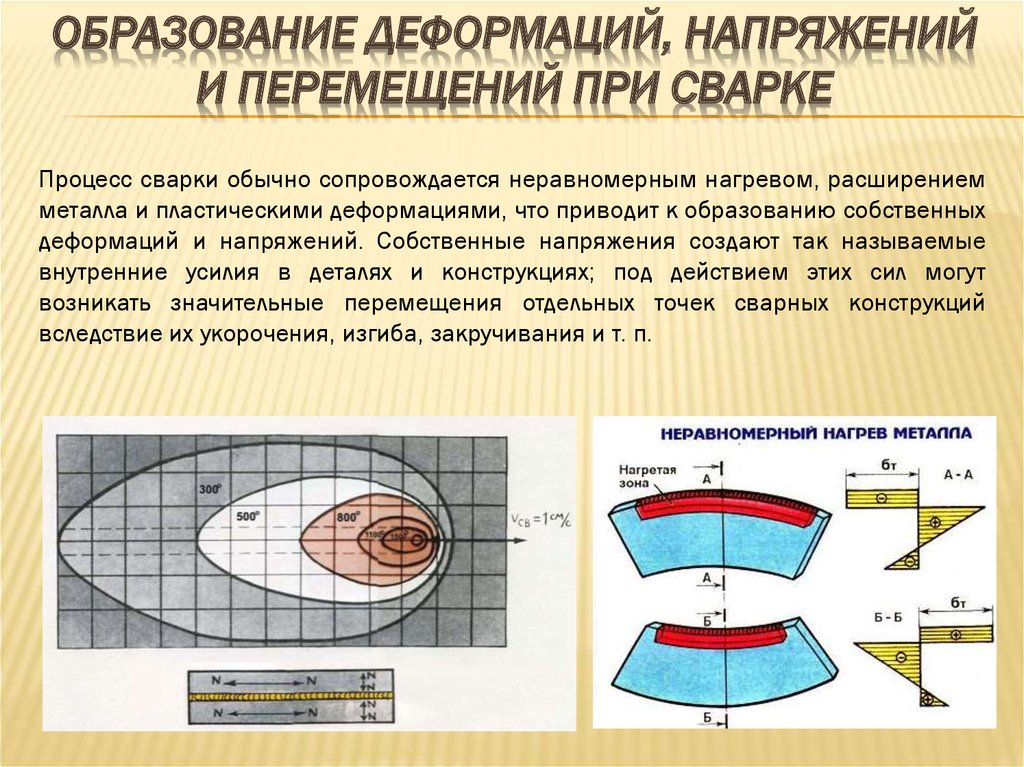
Отчего возникают сварочные деформации напряжения
Причина напряжения в металле при сварке — это прежде всего вызванные нагревом изменения. По мере нарастания температуры происходит размягчение и плавление, а в момент достижения предела температуры текучести нарастают структурные факторы. Особенно ярко проявляются деформирующие эффекты при сваривании сталей разного сорта. Это объясняется:
различиями в температуре плавления;
разницей в крупности кристаллического зерна, особенностях структурных связей;
наличием в стали углерода — эти сорта имеют крайне низкие способности к свариванию;
перестройкой структуры металла по мере нагрева и остывания.
Специалистам известно, что наилучшие показатели сваривания присущи нелегированным сортам стали с низким и средним содержанием углерода. В процессе сварки в них формируются новые структуры, со своими особенностями взаимодействия и разной подвижностью. Именно эти особенности и приводят к временному и остаточному напряжению в сварочном шве.
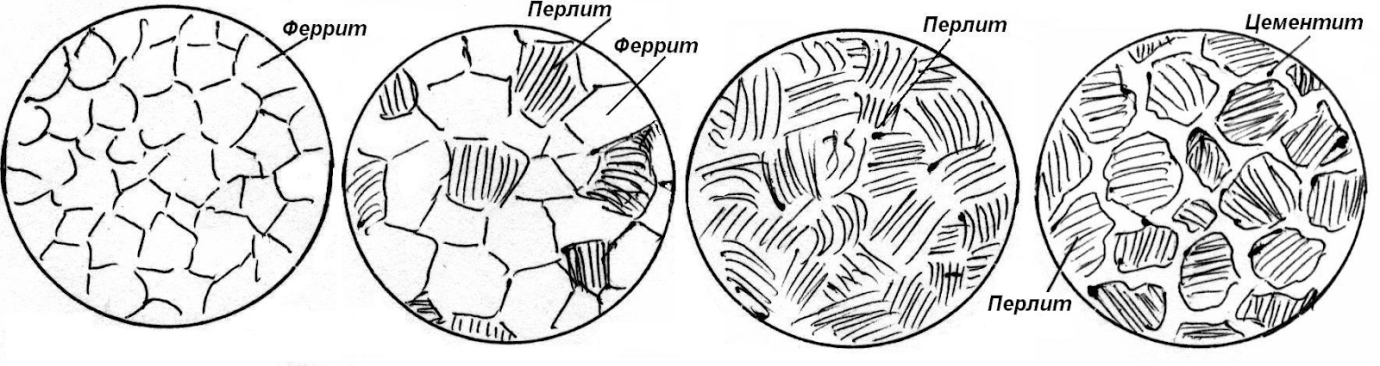
Элементы структуры стали и внутренние напряжения
Под воздействием высокой температуры в стали происходят структурные изменения. Взаимодействующие компоненты состава металла образуют свои кристаллические формации.
Аустенит — растворенный в железе твердый углерод, который начинает возникать при температуре от 723 С. В зависимости от концентрации, аустенит может сохраняться в металле до температур от 1100 до 1350 С, поддерживая высокую подвижность металлического зерна. Такая сталь при постепенном охлаждении сохраняет пластичность, потому напряжения в ней оказываются незначительными. Часть аустенита остается в металле после остывания.
Цементит, он же карбид железа обладает высокой твердостью поверхности, потому ограничивает подвижность зерна в ромбовидной решетке.
Феррит формируется при сварке в присутствии флюса и обеспечивает хорошую пластичность металла за счет округлости зерен. Образуется при остывании стали и поддерживает ее пластичность.
При смешивании феррита и цементита образуется пластинчатый или зернистый перлит с вытянутыми или округлыми зернами. Быстрое охлаждение металла приводит к замене перлита трооститом.
Зерна мартенсита относятся к неравновесным структурным элементам стали, существующим только в определенном температурном диапазоне (от 750 до 900 С). Закалка стали с быстрым охлаждением приводит к фиксации мартенсита в структуре, что придает металлу повышенную прочность, но ограничивает пластичность.
Если речь идет о легированной стали, то при изменении температур в ее структуре появляются нитридные и карбидные элементы перечисленных структурных компонентов. Разные размеры, время и условия существования кристаллических зерен и определяют возникновение напряжений.
Диагностика сварочного напряжения
[Методы выявления сварочного брака] рассчитаны обнаружение [дефектов сварных швов], часть из которых связана с возникшими в процессе напряжениями. Их принято классифицировать как остаточные (внутренние) и поверхностные. Условия для первых формируются при остывании стали.
Внутренние деформирующие напряжения
Усадка металла после сварки, угловая деформация, внутренний разрыв возникают при внутреннем напряжении, которое может быть не выявлено методами визуального осмотра. Серьезные проблемы возникают, если напряжение нарастает по мере использовании сварной детали. Сокращается срок эксплуатации конструкции, растет риск разрушения шва, потери прочности и разрушения.
Поверхностные дефекты
Поверхностные напряжения выявляются по видимому короблению деталей, расхождению швов, появлению трещин при превышении предела прочности металла. В отдельных случаях, в зависимости от степени ответственности детали, допускается переваривание шва, закрытие трещин.
Объемное напряжение
Наиболее опасно с точки зрения целостности и предсказуемости детали объемное напряжение с признаками внутренней и внешней деформации. Практически невозможно определить силу, направление и развитие деформации, если напряжение связано с разницей в структурной сетке металла с разнонаправленными внутренними линиями растяжения и сжатия.

Последствия напряжения сварного шва
Последствия напряжения различают и по характеру деформации — упругая поверхностная может быть устранена или постепенно сойдет сама в процессе остывания. Пластическая деформация шва необратима, устранить ее без переваривания практически невозможно, при этом изменяется структура металла и его прочностные свойства.
Равномерность распределения
При оценке деформации используется коэффициент неравномерности, который позволяет учесть направление сил напряжения и заранее принять профилактические меры. Например, неравномерность будет выраженной, если часть заготовки контактирует с массивными холодными тисками, фиксируется ими, а при остывании именно в этой зоне формируется зона наибольшего напряжения. Имеет значение и разница в габаритах деталей — больший размер связан с изменением динамики нагрева и остывания, при соединении с фрагментом меньшего размера возникает неравномерно распределенное усилие.

Профилактика и снятие напряжений металла при сварке
Основным способом предотвращения напряжений в сварочном шве можно назвать правильный выбор стали для соединения. Чем ближе по составу и структуре соединяемые фрагменты, тем меньше вероятность напряжения и последующей деформации. Особое внимание уделяют качеству и [технике сварки тонких металлов инвертором], так как небольшая толщина металла — это условие для разрыва и активного коробления.
Способы уменьшения сварочной деформации
Помогает избежать коробления и внутренних напряжений использование коротких швов, не пересекающихся соединений. Тщательная зачистка кромок позволяет плотно смыкать детали при стыковой сварке.
Опытный сварщик уравновешивает напряжения, используя подготовку кромок в виде параболических треугольников с взаимно совпадающей встречной кривизной — поверхности с изгибом распределяют нагрузку при деформации навстречу, компенсируя ее. Применяется методика сварки по оси симметрии деталей разной толщины, чтобы уравновесить деформирующие силу при остывании.
Для компенсации используются вставки из мягких и плавких металлов, тиски с подогревом и охлаждением губок. В практике сварки больших по размеру конструкций предусмотрено использование механических зажимов. При неизбежности нарастания напряжения может использован последующий отжиг металла. Методы борьбы с угловыми деформациями построены на предварительном напряжении зоны шва и отклонении заготовок.



