Что такое волочение, его виды и сущность процесса
Волочение металла: суть, назначение, области применения. Виды и методы. Этапы процесса волочения. Применяемое оборудование и его разновидности. Видео процесса волочения проволоки.
Холодное или горячее волочение металла является разновидностью обработки металла давлением. Такими способами получают продаваемый в торговой сети сортамент проволоки круглого и фасонного сечения, прутки, трубы и другую продукцию из черных, цветных металлов и сплавов. Для этого используют волочильное оборудование, которое по кинематическому принципу позволяет получать продукцию необходимого диаметра способами одно- и многократного волочения. Арматура витого типа, проволока, металлические канаты, сетки и крепеж получаются из продукции, выполненной волочением, где задействованы волочильная машина или станок. Продукция, полученная методом волочения, используется в разных отраслях промышленности, сельского хозяйства и домашними умельцами.

Суть и назначение операции волочения
Сущность процесса волочения заключается в протягивании металлической заготовки большего диаметра через отверстие необходимой формы и получении изделия меньшего диаметра. Изготовленная продукция характеризуется качеством наружной поверхности, плотностью и точностью размеров поперечного сечения. Операции выполняют на специальных машинах, которые называются волочильными станами. Они повышают производительность труда: трудоемкость изготовления становится гораздо ниже, чем при выполнении таких изделий другими способами.

Волочильные станы выпускаются производителями с прямолинейным движением заготовки и с наматыванием на барабаны. В последнем случае они могут быть с одним или несколькими ведущими барабанами, что позволяет протягивать одну или одновременно несколько заготовок.
Виды и методы волочения
Процесс классифицируют по таким параметрам:
Разнообразие параметров породило огромное количество выпускаемых установок, различающихся техническими характеристиками, технологией выполнения работ и производительностью.
Метод, а следовательно, и оборудование к нему, выбирают в зависимости от требований, предъявляемых к готовому изделию и марки применяемой заготовки. Трубы изготавливают, применяя волочильный стан цепной и барабанной конструкции. В последнем случае волочение называют бухтовым.
Основные этапы процесса
Как правило, они влияют на плотность, твердость, текучесть, электрическое сопротивление материала (увеличиваются), пластические, антикоррозионные свойства (уменьшаются). Такое проявление, называемое наклепом, устраняют с помощью термообработки – нормализацией, патентированием, отпуском, отжигом. Выбор метода зависит от марки металла или сплава, условий проведения процесса волочения.
Оборудование и станки для волочения
Станы барабанного типа и цепные различаются способом намотки. У барабанных устройств намотка изготовленной продукции осуществляется на специальную вертушку, у цепных она не подлежит смотке.
На видео можно наглядно увидеть процесс изготовления проволоки:
Просим тех, кто работал на станах цепных и барабанных, поделиться опытом работы в комментариях к тексту, а также рассказать о нюансах технологического процесса.
Волочение

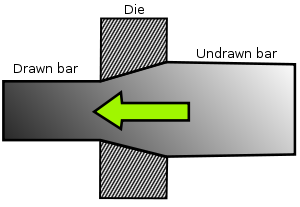

Волочение — обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля (поперечного сечения) протягиваются через отверстие, сечение которого меньше сечения заготовки.
Содержание
В результате поперечные размеры изделия уменьшаются, а длина увеличивается. Волочение широко применяется в производстве пруткового металла, проволоки, труб и другого. Производится на волочильных станах, основными частями которых являются волоки и устройство, тянущее через них металл.
Виды волочения
По чистоте обработки:
По кратности переходов:
По параллельности обработки:
По подвижности волоки:
По нагреву заготовки:
Способы волочения
Барабанное волочение
Волочение проволоки, труб или профилей на волочильном стане барабанного типа
Беззабивочное волочение
Беззабивочное волочение — волочение с проталкиванием переднего конца заготовки через волоку без предварительного изготовления захватки.
Безоправочное волочение
англ. sink rawing, sinking, sinking pass
Безоправочное волочение — волочение труб из сталей, цветных металлов и сплавов, при котором внутренняя поверхность заготовки при протягивании не контактирует с технологическим инструментом. Безоправочное волочение обычно осуществляют в две волоки, первая из которых служит для центровки трубы, а во второй осуществляется основное обжатие трубы по диаметру. Безоправочное волочение применяют чаще для промежуточных проходов с целью уменьшения диаметра протягиваемых труб. В ряде случаев (трубки малого диаметра) его используют и как отделочную операцию. Недостатки безоправочного волочения — низкое качество внутренней поверхности труб и большие различия в толщине стенки трубы после волочения
Волочение без скольжения
Производство проволоки на стане многократного волочения, с накоплением её запаса между соседними волоками, благодаря чему исключается проскальзывание проволоки относительно поверхностей барабанов.
Бухтовое волочение труб
Волочение трубы из заготовки, смотанной в бухту и (или) со сматыванием протянутой трубы в бухту; получило промышленное применение с 1930-х гг., широко используется при получении труб из цветных металлов и сплавов (меди, латуни и др.). При бухтовом способе применяются как оправочное, так и безоправочное волочение на трубоволочильных бухтовых станах и барабанах. Данным способом получают трубы (трубки) диаметром от 1 до 70 мм с толщиной стенки от 0,2—0,3 мм до 3 мм соответственно. Скорости волочения до 25—30 м/с, длина обрабатываемых труб до 5—6 км. В качестве технологических смазок при бухтовом волочении применяют растительные, и минеральные масла, водные эмульсии, олеиновую кислоту, натуральную и синтетическую олифу. При волочении алюминиевых труб используются более густые смазки, напр, масло Вапор с добавками веретенного. Внутрь трубы смазка заливается (впрыскивается) автоматически со стороны заковываемой части трубной заготовки.
Гидродинамическое волочение
Волочение проволоки с использованием комбинированных волочильных устройств, включая напорную волоку, кольцо-насадку и рабочую волоку. Смазка перед напорной волокой захватывается движущейся проволокой и вовлекается в микрозазор в кольцах-насадках. Микрозазор от кольца к кольцу уменьшается, давление смазки всё больше повышается, и у входа в деформационную зону рабочей волоки создаются условия жидкостного трения. Поэтому гидродинамическое волочение позволяет использовать не только эмульсии или лёгкие масла, но и достаточно густые смазки, например натриевое мыло. Создаваемые условия жидкостного трения позволяют проводить гидродинамическое волочение с повышенными скоростями при высоком качестве поверхности и точности протягиваемых изделий и существенно повышают стойкость волочильного инструмента.
Из-за необходимости использования насосов высокого давления и сложности заправки проволоки в волоки гидродинамическое волочение используют только в случаях, когда исключается возможность применения других, более простых способов волочения.
Длиннооправочное волочение
англ. bar (mandrel) drawing
Волочение труб с протягиванием заготовки через волоку с длинной подвижной недеформируемой оправкой, которую затем извлекают из трубы.
Короткооправочное волочение
Волочение труб с обработкой внутренней поверхности заготовки короткой цилиндрической оправкой, удерживаемой в очаге деформации стержнем, закреплённым на станине волочильного стана
Мокрое волочение
англ. deformable mandrel drawing
Волочение на деформируемой оправке
Волочение труб с протягиванием заготовки через волоку на длинной подвижной оправке, деформируемой с заготовкой;
Волочение на закреплённой оправке
Один из наиболее, распространённых, методов волочения труб с середины XIX в. Закреплённая (короткая) оправка чаще всего цилиндрическая, иногда ей придают цилиндроконическую форму, что улучшает её центровку в очаге деформации. Закреплённые оправки выполняются полыми для труб большого диаметра и сплошными для тонкостенных труб меньшего диаметра;
Волочение на самоустанавливающейся оправке
англ. floating plug drawing
Волочение труб с обработкой внутренней поверхности заготовки незакреплённой самоустанавливающейся оправкой, удерживаемой в очаге деформации уравновешиванием действующих на неё втягивающих и выталкивающих сил.
Волочение проволоки
Один из древнейших технологических процессов обработки металлов давлением. Волочением получают проволоку из сталей широкого сортамента, цветных металлов и сплавов диаметром от 16 до 25, скорости волочения до 50 м/с. Для тяжёлого (грубого) волочения обычно используют стальные волоки, толстое и среднее волочение проводят через твёрдосплавные, тонкое и тончайшее — через алмазные волоки. В качестве смазок при волочении проволоки обычно используют жидкие смазки и эмульсии. Единичные обжатия по переходам снижаются от 30-35 % при тяжелом и толстом волочении до 6-12 % при наитончайшем.
Волочение профилей
англ. die shaping (forming)
От простых прямоугольных до самой сложной формы. Крупные профили волочат на линейных волочильных станах, профили меньшего сечения — на барабанах или комбинированных прокатно-волочильных агрегатах. Для построения рациональной системы переходов при волочении профилей сложной формы используются теоретический и графический методы: В. В. Зверева, Прайслера, ЭГДА, песчаной насыпи, «сходственных контуров» и др.
Профилировочное волочение
Волочение труб некруглой (фасонной) формы с использованием двух технологических схем. По первой готовую трубу получают из заготовки круглого сечения безоправочным волочением в волоке с каналом фасонного сечения. По второй волочат на оправках фасонную заготовку, сечение которой подобно сечению готовой трубы. Волочение фасонных труб из фасонной заготовки позволяет снизить трудоемкость процесса, повысить точность размеров и качество внутренней поверхности труб.
Волочение прутков
Волочение преимущественно холоднодеформированных (тянутых) прутков круглого, квадратного и шестигранного сечений из цв. металлов и сплавов. Прутки малых сечений волочат на барабанах в один или несколько переходов. Волочение крупных прутков (диаметром > 25—30 мм) осуществляется в отрезках на цепных станах. Единичные и суммарные вытяжки при волочении прутков (обычно 1,25—1,4) определяются пластичностью протягиваемого материала. В отделочных (калибровочных) проходах вытяжки снижаются до 1,10-1,15. Наиболее прогрессивна технологическая схема производства тянутых прутков из цветных металлов и сплавов: бухтовая заготовка — однократное волочение (калибровка) — отделка на автомат, линиях типа «Schumag».
Волочение со скольжением
Многократное волочение проволоки при скорости ее движения меньше окружной скорости тяговых роликов, то есть скольжении проволоки по их поверхности с разницей в скоростях Волочение с противонатяжением
англ. back-pull (pullback) drawing
Многократное волочение проволоки и мелких труб с приложением усилия противонатяжения Q к заготовке перед очагом деформации. Усилие в. возрастает с приложением противонатяжения, начиная только с некоторого минимального его значения, названного критическим противонатяжением Qкр, определяемым в основном пределом упругости протягиваемого металла и степенью его нагартовки. Во всех случаях, если Q Стержневое волочение
Волочение труб, которое включает ввод стержня в трубную заготовку, протягивание заготовки вместе со стержнем через волоку и извлечение стержня из трубы. Стержень из твёрдой термообработанной стали при волочении не деформируется и двигается со скоростью выхода трубы из волоки. Стержневое волочение позволяет изготовлять трубы из малопластичных сплавов и обеспечить жёсткие допуски на внутренний диаметр труб, что особенно важно при изготовлении капиллярных трубок внутренним диаметром 0,3-1 мм.
Сухое волочение
Волочение заготовок с твердой смазкой.
Волочение труб
Завершающая, как правило, операция при производстве холоднодеформированных (тянутых) труб из сталей, цветных металлов и сплавов; отличается большим разнообразием технологических схем волочения: — безоправочное волочение (осадка); волочение на короткой закреплённой оправке; волочение на самоустанавливающейся (плавающей) оправке; волочение на длинной подвижной оправке; волочение на деформирующемся сердечнике; рофилировочное волочение; волочение с раздачей трубной заготовки; волочение в режиме гидродинамического трения. Выбор метода волочения определяется размерами и требованиями к готовому изделию, маркой обрабатываемого металла или сплава, возможностями оборудования и т. д. Волочение труб ведут как на цепных (траковых) волочильных станах, так и на трубоволочильных барабанах (бухтовое волочение). Основным волочильным инструментом являются волоки (фильеры) и оправки самых разных конструкций.
Ультразвуковое волочение
Волочение с наложением ультразвуковых колебаний на протягиваемый металл, что существенно снижает его сопротивление деформированию и коэффициент трения в очаге деформации. Существуют самые разнообразные схемы наложения ультразвуковых колебаний в процессе волочения — продольные колебания, перпендикулярные, радиальные, наложение колебаний на инструмент, на заготовку и т. д. Особенно эффективно применение ультразвуковых колебаний для труднодеформируемых сплавов, у которых при высоких скоростях снижается пластичность, а при нагреве происходит деформационное старение.
Электропластическое волочение
Волочение труднодеформируемых, в частности, тугоплавких сплавов, с использованием электропластич. эффекта, впервые исследованного в работах русских ученых О. А. Троицкого и В. И. Спицина. Они установили, что при пропускании электрического тока через протягиваемый образец заметно снижаются напряжение и усилие волочения. Наибольший электропластический эффект (ЭПЭ) наблюдается при пропускании через металл импульсного тока высокой частоты — порядка 103 А/мм² в течение 10 4 с.
Использование ЭПЭ позволило не только интенсифицировать процесс волочения, но и исключить операции подогрева заготовок и волок, которые необходимы при традиционной технологии получения проволоки из тугоплавких металлов, например вольфрама.
Волочильный стан
Волочильный стан — машина для обработки металлов волочением.
Волочильный стан состоит из двух основных элементов:
Вращение от двигателя к тянущему устройству передаётся через редуктор. При волочильном стане имеется ряд вспомогательных устройств для механизации и автоматизации производства.
В зависимости от принципа работы тянущего устройства волочильные станы подразделяются на:
Волочильные станы с прямолинейным движением обрабатываемого металла применяются для получения прутков и труб, барабанные — для волочения проволоки и металла других профилей, сматываемого на бунты.
Барабанные волочильные станы подразделяются на:

Полезное
Смотреть что такое «Волочение» в других словарях:
ВОЛОЧЕНИЕ — ВОЛОЧЕНИЕ, способ обработки металла давлением, при котором заготовка, полученная прокаткой или прессованием, для уменьшения размеров сечения протягивается через отверстие канал волоки (фильеры) с плавно уменьшающимся сечением. Волочение возникло… … Современная энциклопедия
Волочение — вид обработки металла давлением, когда металл протягивается через ряд постепенно уменьшающихся отверстий в пластинах их твердой стали (волочильных досках). См. также: Обработка металлов давлением Финансовый словарь Финам … Финансовый словарь
волочение — тяга, вытягивание, протягивание, прокатка; калибрование Словарь русских синонимов. волочение сущ., кол во синонимов: 4 • вытягивание (26) • … Словарь синонимов
Волочение — ВОЛОЧЕНИЕ, способ обработки металла давлением, при котором заготовка, полученная прокаткой или прессованием, для уменьшения размеров сечения протягивается через отверстие канал волоки (фильеры) с плавно уменьшающимся сечением. Волочение возникло… … Иллюстрированный энциклопедический словарь
ВОЛОЧЕНИЕ — протягивание катаных или прессованных металлических заготовок круглого или фасонного профиля (главным образом прутков, катанки, труб) через отверстие волоки для уменьшения их поперечного сечения или придания им более точных размеров и гладкой… … Большой Энциклопедический словарь
ВОЛОЧЕНИЕ — ВОЛОЧЕНИЕ, волочения, мн. нет, ср. 1. Действие по гл. волочить. 2. Изготовление проволоки посредством протягивания металла через ряд суживающихся отверстий (тех.). Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
волочение — ВОЛОЧИТЬ, очу, очишь и очишь; окший; несов., кого что. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
волочение — Пластич. деформация металла, заключающ. в протягивании заготовки через отверстие волоки, размеры к рого меньше размеров поперечного сечения заготовки. Различают в.: черновое (заготовительное) и чистовое (заключит. операция для придания готовому… … Справочник технического переводчика
ВОЛОЧЕНИЕ — протягивание без нагрева металлических заготовок (из стали или цветных металлов) круглого и фасонного профиля за один или нескольких переходов через ряд постепенно уменьшающихся отверстий (фильер) из твёрдых сплавов. Площадь выходного сечения… … Большая политехническая энциклопедия
Волочение — [drawing] пластическая деформация металла, заключающаяся в протягивании заготовки через отверстие волоки, размеры которого меньше размеров поперечного сечения заготовки. Различают волочение: черновое (заготовительное) и чистовое (заключительная… … Энциклопедический словарь по металлургии
Волочение металла
Общие понятия процесса волочения
Сущность процесса волочения заключается в протаскивании обрабатываемой заготовки через отверстие, размеры которого меньше размеров сечения исходной заготовки ( рис. 123, а ). При волочении площадь поперечного сечения заготовки уменьшается, приобретая постоянное сечение по всей длине, а длина увеличивается. Отношение полученной длины l к первоначальной l 0 называется вытяжкой.
Рис. 123. Схема волочения: а — прутка; б — трубы на длинной оправке; в — трубы на несмещающейся оправке; г — трубы на плавающей оправке; д — трубы без оправки
Коэффициент вытяжки μ = l / l 0 = F 0 / F, величина которого в первых и последних проходах составляет 1,15 ÷ 1,25, при промежуточном волочении допускают 1,30 ÷ 1,45, а обжатие (обжатие определяется формулой φ = F 0 — F / F0ּ100%, где F 0 — исходное сечение, F — полученное сечение. При калибровке оно бывает 8—12%.) до 30—35%. При волочении труб на длинной оправке ( рис. 123, б ) коэффициент вытяжки можно довести до 1,8.
Волочение осуществляется в холодном состоянии, поэтому оно вызывает физическое упрочнение (наклеп) металла. Для восстановления первоначальных свойств применяют термообработку (отжиг), которая необходима при волочении в несколько переходов, а также в окончательной продукции.
Волочильный инструмент изготовляют из инструментальной стали, твердых сплавов, а для получения проволоки размером меньше 0,5 мм иногда применяют волоки из естественного алмаза.
Для уменьшения трения при волочении применяют обильную смазку, различные предварительные покрытия, например, омеднение, которое снижает коэффициент трения, а следовательно, и усилие волочения, а также предохраняет поверхность от задира волочильным инструментом; для снижения усилия волочения применяют также роликовую матрицу ( рис. 124, а ).
Рис. 124. Роликовая матрица и фасонные профили.
Передний конец исходной заготовки перед волочением вытягивается (заостряется) с тем, чтобы он прошел через отверстие полоки и его можно было захватить тянущим устройством. Для волочения применяют декапированный металл — отожженный и протравленный.
Обычно волочение применяют при изготовлении проволоки размером меньше 5 мм; при получении тонкостенных труб ( рис. 123, б — д ), при калибровке и получении высокого качества поверхностей горячекатанных прутков размером до 150 мм (круг, квадрат); при производстве сложных фасонных профилей ( рис. 124, б ) для изготовления деталей, которые раньше обрабатывались резанием на станках.
Волочильное оборудование
Виды волочения и сущность процесса
Среди методов обработки металлов давлением волочение является одним из наиболее часто применяемых. Этим способом получают проволоку и другую продукцию высокого качества с поперечным сечением любой формы и размера. Существует несколько разновидностей технологии.
Что такое волочение
Операция состоит в протягивании металлической заготовки сквозь фильеру – отверстие с размерами меньшими, чем у нее. В результате сдавливания исходное изделие становится более тонким и длинным, возможно изменение формы поперечного сечения.
Назначение процедуры
Волочение применяется для изготовления следующих видов продукции:
Из полученного фасонного профиля путем разрезания изготавливают опорные призмы, сегментные шпонки, шлицевые валики и др.
Где используется
Метод задействуют в металлургическом производстве. Область применения получаемых изделий – самая широкая.
 Волочение используется в металлургическом производстве.
Волочение используется в металлургическом производстве.
Например, с помощью волочения изготавливают следующие виды проволоки:
Из этой продукции делают:
Прут используют в разных целях, например, в качестве арматуры.
Трубы – для создания металлоконструкций и транспортирования жидких или газообразных продуктов.
Виды волочения
Существует несколько вариантов метода.
Выбор зависит от ряда критериев:
По типу процедуры
Различают следующие виды волочения:
Разница состоит в способе нанесения смазки. В первом случае заготовка перед фильерой погружается в мыльный порошок, во втором – в эмульсию.
Такая обработка дает следующий положительный эффект:
По чистоте обработки
Существует 2 типа операций:
Первые выступают промежуточным этапом. Полученные с их помощью изделия служат заготовками для чистовых операций, результатом которых становятся проволока или прут требуемых размера, формы и качества.
По кратности переходов
Под кратностью понимают число проходов, т. е. протяжек сквозь фильеры разного диаметра, которым подвергают 1 заготовку.
Различают следующие виды процедуры:
В ряде случаев (например, при волочении медной проволоки) число проходов достигает 18-22.
Однократный метод в основном используют для изготовления толстой, плохо деформируемой проволоки диаметром 8-20 мм.
По обработке
Существует показатель параллельности обработки. Он обозначает, сколько заготовок подвергается волочению одновременно.
 Чаще всего обрабатываются сразу несколько заготовок.
Чаще всего обрабатываются сразу несколько заготовок.
По этому признаку различают следующие виды процедуры:
По подвижности
Применяют следующие разновидности волок:
Второй тип используют для изготовления изделий круглого сечения.
Вращение позволяет выиграть в следующем:
Недостаток – требуются сложный привод и дополнительные затраты энергии, обеспечивающие скорость вращения в 50-200 об/мин.
По нагреву
Нагрев обрабатываемого материала производят электроконтактным или индукционным способом.
Особенности процедуры волочения
Технологический процесс считается несложным. Для получения качественных изделий нужно только правильно подобрать параметры процедуры.
Подготовка заготовок
Перед подачей в волоку заготовку подвергают следующим видам обработки:
Необходимое оборудование
Машина для изготовления прутков и других изделий данным методом называется волочильным станом.
Ее основными элементами являются:
Широкое распространение получили машины компаний UDZWG (Германия) и Samp SpA (Италия).
Инструмент изготавливают из материалов со следующими характеристиками:
Для этого подходят:
Стальной инструмент используют для грубого волочения, алмазный – для тонкого.
Вторые в основном используют для производства фасонных профилей.
Такой инструмент имеет следующие достоинства:
Фильеры для волочения проволоки имеют круглое сечение, их чаще всего выполняют в монолитных волоках.
Для исследования процесса обработки и наладки оборудования используют тренажер эмулятор волочильного стана.
Методы волочения и схемы
Используют разные виды машин. Выбор зависит от того, какой конечный продукт нужно получить. Крупное предприятие располагает целым парком станов.
Для производства изделий ограниченной длины, например калиброванного прутка и труб большого диаметра, используют машины с прямолинейной подачей. Тяговое усилие создает цепной, реечный или винтовой привод.
Барабанное
Это вариант для длинномерной продукции – проволоки и др., поставляемой в бухтах. Конечный продукт наматывается на бобину, создающую тяговое усилие. Ее диаметр не превышает 750 мм.
 Барабанное волочение наматывает проволоку на бобину.
Барабанное волочение наматывает проволоку на бобину.
Барабанное волочение полностью автоматизировано. Обслуживание бобины и укладку заготовок осуществляют подъемники.
Беззабивочное
В этом методе заготовку не вытягивают из фильеры, а проталкивают в нее с другой стороны. В результате удается сократить продолжительность процедуры за счет отказа от операций по подготовке захватки.
Безоправочное
Оправка – это деталь, используемая для выравнивания внутренней поверхности получаемой волочением трубы.
Обработка без этого инструмента производится в 2 этапа:
Недостатки безоправочного волочения:
Из-за этого этот метод в основном применяют как промежуточный, для уменьшения диаметра протягиваемой трубы.
Для тонких изделий он может играть роль отделочной операции.
Этапы волочения
Полный цикл включает в себя следующие операции:
Особенности работы с медной проволокой
Для производства данного продукта используют заготовки, полученные методом литья. На первом этапе их сплавляют в единое целое и подвергают прокатке.
.jpg) Проволоку методом литья сплавляют в единое целое.
Проволоку методом литья сплавляют в единое целое.
На поверхности меди, как и алюминия, образуется оксидная пленка. Ее удаляют с помощью водного раствора серной кислоты, разогретого до +45…+55°С. Если этого не сделать, качество проволоки будет неудовлетворительным.
Особенности технологического процесса:
При производстве медной проволоки диаметром до 50 мкм применяют погружной метод.
В этой схеме заготовку опускают в смазку, промежуточный отжиг не используют.
Способы удаления окалины
Заготовку освобождают от окалины разными методами. Часто их применяют совместно.
Химический
Используют растворы кислот – азотной, соляной, фосфорной, плавиковой и др.
Перед погружением заготовку подвергают следующим видам обработки:
Раствор нагревают до температуры +50°С. После обработки заготовку моют в воде или растворителе и сушат 1 час в печи при температуре +75…+100°С. Правильно обработанный металл становится матовым.
Недостаток очистки кислотами состоит в том, что процедура сопряжена с риском для здоровья и требует от волочильщика умения работать с опасными веществами.
Механический
Заготовку сгибают, скручивают и растягивают, а затем обрабатывают инструментами:
Электрохимический
Травление кислотой сочетают с действием постоянного электрического тока.
Различают 2 разновидности метода:
Комбинированный
Подразумевает совмещение химического и электрохимического методов. Комбинированный способ используют в наиболее сложных случаях.
Плюсы и минусы волочения
Достоинствами технологии являются:
Несмотря на некоторые неудобства, метод востребован, т. к. продукция, полученная с его помощью, широко используется как в промышленности, так и в быту.



