Переналадка – Азбука бережливого производства
Новая серия Азбуки бережливого производства. В видеоролике и тексте ниже дается определение того, что такое переналадка, что является временем переналадки и почему переналадка обычно является проблемой. Смотрите и читайте.
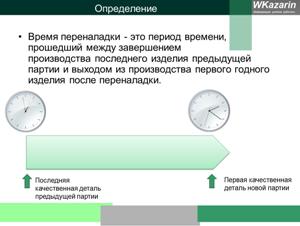
Временем переналадки является период времени, прошедший между завершением произвдства последнего изделия предыдущей партии и выходом из производства первого годного изделия после переналадки.
В переналадку входят операции четырех типов:
В демонтаж входят: удаление оснастки, штампов, зажимов и крепежа; уборка станка, конвейера; удаление деталей, инструментов и всего, что относится к завершенной партии продукции.
К установке относятся получение и установка без настройки новой оснастки, штампов, крепежей и зажимов.
К операциям корректировки относится настройка оснастки, штампов, крепежа, зажимов и прочего.
И наконец к тестовым запускам относятся операции по выполнению тестов и проб, остановка, проверка допусков, повторная настройка и новые пробы.
Во время переналадки оборудование не выпускает готовуют продукцию. при этом мы знаем, что практически всегда перед производством стоит задача увеличивать объемы выпуска готовой продукции, поэтому долю производственного времени, которое тратится на переналадки, стремятся сокращать. Чаще всего это делается за счет увеличения размеров партий. Если партии выпускаемой продукции увеличить с 1000 единиц до 2000 единиц, то доля потерянного на переналадки времени сократится вдвое. Для увеличения партий нужно иметь увеличенные запасы сырья, материалов и деталей, а, следовательно, сокращается оборачиваемость этих материалов.
Альтернатива этому способу — внедрять быструю переналадку, или SMED.
Что такое время переналадки
SMED. Методика быстрой переналадки
Вначале разберём что такое SMED и для чего она применяется.
SMED – это система, разработанная в группе компаний Toyota, использующаяся для сокращения времени при смене производственных серий (быстрая переналадка). Это теория и набор методов, которые позволяют произвести операции смены оснастки или переналадки за очень короткое время: даже менее 10 минут.
Изначально SMED была разработана с целью оптимизации переналадки штампов и другого инструмента. Но эти принципы применимы к переналадке всех видов процессов, где требуется изменить инструмент или параметры перед началом операций.
Дословный перевод SMED – Single Minute Exchange of Die это «смена пресс-форм за минуты» или «смена штампа менее чем за 10 минут». Последнее определение более распространено в обиходе.
Кроме SMED существует понятие OMED или замена штампов в одно касание (One Touch Exchange of Die), которое по механизмам и методикам своей работы полностью повторяет предыдущий метод. Принципиальная разница лишь в названии и поставленной цели (поменять за несколько минут или за одно касание).
Возникает вопрос, всегда ли менее 10 минут? Важно отметить, что не абсолютно во всех случаях удается сократить время до нескольких минут, но при применении SMED время переналадки резко сокращается в подавляющем большинстве случаев. Резкое сокращение времени переналадки дает производству много разнообразных преимуществ. SMED изменяет традиционное представление о том, что переналадка – трудоемкий процесс, отнимающий массу времени от производства. Дочитав настоящую книгу до конца, вы поймёте, что переналадка – это простой процесс, не сложнее замены картриджа в принтере.
Термин SMED используется всегда, когда оборудование готовится к производству нового продукта. С учетом дневных колебаний уровня заказов, рассчитывается то количество изделий, которые нужно сделать за одну смену. Таким образом производится только тот продукт, который необходим предприятию на долгосрочную перспективу.
Недостатками является то, что SMED требует долгосрочной дисциплины и значительных управленческих навыков в области перемен. Частота и длительность пробных прогонов и корректировки (апробирования выработанных решений) зависит от квалификации инженеров и технологов.
Что такое переналадка?
Перед изучением метода быстрой переналадки следует понять, что такое сама переналадка. Переналадка может заключаться в замене пресс-формы, модели, инструмента либо какой-нибудь другой оснастки. Схематично остановку оборудования для переналадки можно представить так (см. рисунок).

Время переналадки – это промежуток времени между выходом последней годной детали продукта «А» и получение первой годной детали продукта «В». В дальнейшем время переналадки мы будем понимать именно так. Это не только время остановки оборудования, как часто принято считать. Это время запуска (выхода на требуемую производительность и качество), остановки и т.д.
Переналадка, как правило, осуществляется во время остановки оборудования. Переналадка – это одна из потерь в работе оборудования. Кто знаком с методом ТРМ (Всеобщего обслуживания оборудования), знает об этом. Когда выполняется переналадка, ценность для Заказчика не создаётся.
Эффективность работы оборудования также падает. Причём, падает она не только из-за самой остановки, но и во время остановки и запуска (выхода на нужное качество и производительность). Как известно, максимальная эффективность оборудования достигается при непрерывной на нём работе. И даже если остановка будет продолжительностью 1 секунду – потеря эффективности будет всё равно.
Если рассмотреть основные шаги операций типичной наладки, они будут примерно следующие:
Подготовка (корректировка, проверка). На данной стадии осуществляется проверка наличия и состояния инструмента. Сюда же включается время на возврат инструмента, наведение порядка и другие действия после переработки. При работе по традиционному методу часть этих работ выполняется во время остановки оборудования. Задача SMED заключается в переводе их во внешние операции.
Замена (установка и снятие инструмента и заготовок). На данной стадии производится снятие деталей и инструмента по завершении обработки одной партии и их установка для следующей партии. Обычно оборудование останавливается на этой стадии, поэтому эта операция относится к внутренним. Как правило, сама замена и установка занимает очень мало времени по сравнению с другими шагами.
Настройка (измерение, задание параметров и калибровка). На данной стадии производятся все замеры и калибровки, необходимые для операции, например, центровка, разметка, замеры температуры и давления и т.д. Часто на этой стадии приходится останавливать оборудование. Система SMED показывает, как такие действия производить быстро и, по возможности, без остановки оборудования.
Коррекция (пробные прогоны и корректировки). На данной стадии при традиционной наладке корректировки производятся после обработки детали. Чем точнее были измерения и калибровки на предыдущей стадии, тем легче будут выполняться корректировки. Выполнение корректировок на оборудовании является одной из наиболее сложных задач в процессе наладки. При традиционном методе время на пробные прогоны и корректировки зависит от личной квалификации персонала. При традиционной наладке не происходит выпуск годных изделий, пока этот шаг не завершен. SMED показывает, как можно полностью отказаться от этого шага, как начать выпуск годной продукции сразу же после завершения наладки.
По статистике, в общем процессе переналадки приведённые выше шаги занимают следующую долю времени:
Переналадка разделяется на внутреннюю и внешнюю. Это принципиальное разделение, которое лежит в основе метода.
Внутренняя наладка – часть операций процесса переналадки, которые выполняются при отключенном оборудовании подлежащем наладке. В основном, это непосредственно операции съёма и установки оснастки.
Внешняя переналадка – часть операций процесса переналадки, которые выполняются во время изготовления годных изделий на оборудовании подлежащем наладке. Это могут быть подготовительные операции (подготовка креплений, оснастки и т.п.).
Весной 1950 г. Сигео Синго проводил исследование на заводе Mazda в Хиросиме с целью повышения эффективности производства. Тогда там производились трехколесные автомобили. Фирма хотела расшить узкие места, образовавшиеся из-за прессов для штамповки крупных деталей кузова усилием 350, 750 и 800 тонн, которые работали с неполной нагрузкой.

Синго осмотрел производство и попросил начальника отдела, отвечающего за производство, разрешить провести хронометраж в течение недели, чтобы определить, как работают прессы.
Начальник ответил, что это будет потерей времени: он уже знал, что именно прессы виновны в образовании узких мест, и поставил работать на них наиболее квалифицированных и сознательных рабочих.
Три пресса работали круглые сутки, и он считал, что единственный способ увеличить производство – закупить дополнительное оборудование. Он очень надеялся, что высшее руководство именно так и поступит.
На третий день производилась смена штампов на 800-тонном прессе. Рабочие сняли старый штамп и начали бегать вокруг пресса. Синго спросил оператора, что происходит и тот ему сказал: «Пропал один из крепежных болтов нового штампа, не могу его найти, хотя уже везде посмотрел».
Азбука бережливого производства — переналадка
В раздел Ресурсы выложена презентация «Азбука бережливого производства. Что такое переналадка.» В презентации дается определение того, что такое переналадка, что является временем переналадки и почему переналадка обычно является проблемой. Раздел Ресурсы доступен зарегистрированным пользователям.
Что такое время переналадки
Ниже, в тексте заметки приведен сопроводительный текст.
Кроме того, эта презентация в формате видео с моими комментариями выложена на Youtube.com и Rutube.ru.
Прошу вас давать свои замечания и пожелания, на сайтах youtube и rutube, прямо на странице видео, либо через форму Контакты на моем сайте, чтобы я смог учесть их в будущем.
Стенограмма сопроводительного текста
Переналадка — это процесс перехода одного станка или нескольких связанных между собой станков от производства одного продукта или детали к производству другого путем замены деталей, пресс-форм, зажимных соединений и так далее.
Временем переналадки является период времени, прошедший между завершением произвдства последнего изделия предыдущей партии и выходом из производства первого годного изделия после переналадки.
В переналадку входят операции четырех типов:
В демонтаж входят удаление оснастки, штампов, зажимов и крепежа. Уборка станка, конвейера. Удаление деталей, инструмнетов и всего, что относится к завершенной партии продукции.
К установке относятся получение и установка без настройки новой оснастки, штампов, крепежей и зажимов.
К операциям корректировки относится настройка оснастки, штампов, крепежа, зажимов и прочего.
И наконец к тестовым запускам относятся операции по выполнению тестов и проб, остановка, проверка допусков, повторная настройка и новые пробы.
Во время переналадки оборудование не выпускает готовуют продукцию. при этом мы знаем, что практически всегда перед производством стоит задача увеличивать объемы выпуска готовой продукции, поэтому долю производственного времени, которое тратится на переналадки, стремятся сокращать. Чаще всего это делается за счет увеличения размеров партий. Если партии выпускаемой продукции увеличить с 1000 единиц до 2000 единиц, то доля потерянного на переналадки времени сократится вдвое. Для увеличения партий нужно иметь увеличенные запасы сырья, материалов и деталей, а, следовательно, сокращается оборачиваемость этих материалов.
Альтернатива этому способу — внедрять быструю переналадку, или SMED.
Планирование и оптимизация процессов переналадки
Рыночная конкуренция заставляет постоянно расширять продуктовую линейку для максимального удовлетворения растущих и меняющихся потребностей клиентов, что влечет за собой увеличение гибкости вашего производства. Как же сократить время переналадки, то есть период времени между выходом одного продукта и получением другого годного продукта? С точки зрения философии бережливого производства данное время потеряно, так как в этот период не создается никакой ценности.
Существуют методики и инструменты для сокращения продолжительности переналадки оборудования без потери качества производства. Оптимизация процессов переналадки — одна из важнейших задач краткосрочного планирования. Об этом и пойдет речь в данной статье.

Что такое переналадка, и для чего ее планировать?
Переналадка — это процесс перехода станка от производства одного продукта или детали к производству другого путем замены пресс-форм, зажимных соединений и так далее. Соответственно, время переналадки — это время, необходимое для перехода/замены от одного используемого инструмента или к другому между двумя операциями на одном станке.

С точки зрения планирования производства переналадка — вынужденный простой оборудования, который влияет на общую производительность, поэтому создание производственного расписания с учетом оптимизации времени переналадок является одной из важнейших задач оперативного планирования. Она не менее важна, чем повышение эффективности использования оборудования.
Переналадка может означать, например, смену, инструмента, используемого в работе, по причине его износа или перехода на изделия нового типа. Она может осуществляться при изменении типа продукции, изготавливаемой на том или ином ресурсном центре, в соответствии с заложенными в системе правилами. Для каждого типа продукции требуется своё оборудование и оснастка — это занимает определенное время.
С точки зрения планирования переналадка является дополнительным ограничением. Необходимо синхронизировать доступность и наличие оснастки с возможностью ее применения в определенный момент времени. Для производителей с большой номенклатурой изделий большой сложности оптимизация производственного расписания для минимизации времени переналадок становится очень непростой, а порой и просто нерешаемой задачей.
Например, при планировании 100 тысяч операций для 30-40 ресурсных центров на горизонте 6-8 месяцев суммарная продолжительность переналадок может достигать 20-25 рабочих дней. В решении подобных задач приходят на помощь системы класса APS (Advance Planning Scheduling). Одной из таких систем является DELMIA Ortems.
Каким образом и что можно учесть при планировании производственного расписания с применением APS-системы DELMIA Ortems?
Исходными данными для работы в системе планирования являются спецификация ресурсных центров, маршруты изделий, перечень заказов, рабочие календари и плановые простои, причем календари можно определять как для всего производства, так и для каждой отдельной единицы оборудования, что дает большую точность при создании расписания.

Потребность в персонале по квалификации
В рамках описание маршрута производства в системе задается связь между определенной операцией и всеми ресурсами, которые должны быть задействованы для ее выполнения. Это позволяет правильно (с технологической точки зрения) распределить операции по ресурсным центрам по время создания или оптимизации производственного расписания.
Переналадка
Время переналадки в DELMIA Ortems может задаваться как фиксированное значение, то есть время, необходимое для смены инструментов между операциями, которое зависит только от операции, а не от используемых инструментов и оснастки или оборудования. В таком случае время переналадки устанавливается на уровне операции или как расчетное значение — время, которое рассчитывается системой в зависимости от типа оснастки, параметров изготавливаемой продукции в соответствии с матрицей переналадок.
Расчетное время переналадок также применяется для так называемой циклической или принудительной переналадки. Значение цикличных переналадок определяется в зависимости от различных параметров, например, продолжительности работы, произведенному количеству изделий, количеству операций на станке, паузам между операциями.
Каждый параметр имеет свое время цикла, т.е. время, в течение которого этот параметр может применяться к последовательным операциям на конкретной машине, например, переналадка нужна каждые 12 часов. Возможность формирования, планирования и синхронизации циклических переналадок часто встречается в непрерывном или смешанном производствах и является основных задач ПДО, так как как это одна из немногих причин простоя оборудования.
DELMIA Ortems позволяет не только правильно учитывать в плане время начала и окончания переналадок, но и синхронизировать между собой процедуру циклических переналадок оборудования разного типа, что позволяет существенно снизить время простоя оборудования.
Причем необходимо учитывать и отображать в плане не только фактическое время переналадки, но и время опорожнения и наполнения. На картинке ниже, представлен пример того, как отображается опорожнение и наполнение оборудование типа «бак/цистерна».
Пример учета в планировании времени опорожнения и наполнения резервуара

Учет переналадок в плане. Одним цветом выделены операции с одинаковой оснасткой
Производственные параметры
Как говорилось раннее, помимо изменения оснастки DELMIA Ortems позволяет учитывать изменения производственных параметров, таких как температура, цвет, толщина и прочих. Эти параметры могут быть как дискретными, так и не дискретными значениями.
Для чего они применяются? При создании плана DELMIA Ortems старается минимизировать переналадки за счет группирования операций с одинаковыми параметрами. Применение непрерывных параметров позволяет выстроить необходимый приоритет/порядок в рамках общей последовательности.
Пример расчета продолжительности переналадки
Есть две операции — ОП1 и ОП2:
Каждая операция использует три параметра: цвет, температуру и толщину.
ОП 1 имеет параметры: КРАСНЫЙ, 10°С, 2 мм
ОП 2 имеет параметры: СИНИЙ, 50°С, 10 мм
ПН — время переналадки
При изменении каждого параметра оборудование требует переналадки. Время переналадки может быть общим (т.е. одинаковым для любого значения параметра) или зависеть от значения самого параметра. В таком случае необходимо применять матрицу переналадок. В данном примере параметры ЦВЕТ и ТЕМПЕРАТУРА взаимодействуют при помощи матрицы.
Соответственно, изменение значения любого из этих параметров влияет на продолжительность переналадки, в то время как значение параметра ТОЛЩИНА на нее не влияет.
Матрица переналадок для ЦВЕТА, в сотых часа (100=1 час):
Матрица переналадок для ТЕМЕРАТУРЫ, в сотых часа (100=1 час):
Переналадка при изменении параметра ТОЛЩИНА постоянная и равна 5 сотых часа.
Расчет времени переналадки:
Первый случай: в режиме расчета используется максимум из всех имеющихся значений времени переналадки. В данном примере ПН — это максимальное из трех значений времени переналадки, указанных ниже:
Переналадка (КРАСНЫЙ-СИНИЙ) из матрицы переналадки ЦВЕТА = 75 сотых часа
Переналадка (10°С — 50°С) из матрицы переналадки ТЕМПЕРАТУРА =5 сотых часа
И постоянное время для переналадки по ТОЛЩИНЕ = 5 сотых часа.
Соответственно, ПН= 75 сотых часа.
Второй случай: в режиме расчета используется сумма всех значений времени переналадки.
Т.е. 75+5+5
Соответственно, ПН=85 сотых часа.
Весовой коэффициент
Весовой коэффициент — это способ ограничить некоторые переналадки. В данном примере смена ЦВЕТА приводит к очень длительному времени переналадки, и поэтому ее следует избегать. Для этого увеличим вес параметра ЦВЕТ:
ЦВЕТ весовой коэффициент = 50
ТЕМПЕРАТУРА весовой коэффициент =5
ТОЛЩИНА весовой коэффициент =1
Посмотрим теперь, каким будет время переналадки с учетом разных типов расчета и весового коэффициента. При наличии весового коэффициента время переналадки будет следующим:
Переналадка (КРАСНЫЙ-СИНИЙ) из матрицы переналадки ЦВЕТА = 75 сотых часа* весовой коэффициент= 75*50= 3750 сотых часа.
Переналадка (10°С — 50°С) из матрицы переналадки ТЕМПЕРАТУРА = 5 сотых часа* весовой коэффициент = 5*5=25 сотых часа.
И постоянное время для переналадки по ТОЛЩИНЕ = 5 сотых часа * весовой коэффициент=5*1=5 сотых часа.
Первый случай: время переналадки определяется как максимальное, соответственно ПН= 3750.
Второй случай: время переналадки является суммарным, соответственно, 3750+25+5 ПН= 3780 сотых часа.
Таким образом, весовой коэффициент искусственно увеличивает время переналадки. При этих значениях выбор последовательности операций, требующей множественных переналадок, противоречит оптимизации плана. Поэтому DELMIA Ortems пытается сгруппировать операции, когда это возможно.
О системе DELMIA Ortems
Delmia Ortems это решение компании Dassault Systèmes в области оптимизации планирования и диспетчеризации производства. Данное решение успешно дополняет традиционные ERP, MES, LIMS, а также системы управления цепочками поставок (SCM). DELMIA Ortems может работать без привязки к ERP, так как все справочники есть в самом решении. DELMIA Ortems позволяет осуществлять многокритериальную оптимизация по множеству ограничений в одном цикле расчета
Решение DELMIA Ortems расширяет и дополняет возможности решений DELMIA в области планирования и диспетчеризации производственных операций. Таким образом пользователь получает возможность разрабатывать технологические процессы, управлять их реализацией на производстве, а также планировать и оптимизировать график производства, на базе единой референциальной модели данных.
Экономическая эффективность и преимущества использования DELMIA Ortems
DELMIA Ortems — это модульный пакет программных решений для среднесрочного и оперативного планирования производства. DELMIA Ortems позволяет производителям оптимизировать обслуживание клиентов, способствовать развитию спрос-ориентированного производства, ускорить выпуск нового продукта на рынок и снизить эксплуатационные расходы.
Планирование загруженности производственных мощностей
DELMIA Ortems Manufacturing Planner — это модуль среднесрочного планирования. Данный модуль объединяет в себе все ограничения, связанные с ресурсами и продуктом. Программное обеспечение Manufacturing Planner оптимизирует процессы S & OP и MPS для производителей, малых и средних предприятий, а также крупных корпораций с длительным циклом или сложными производственными циклами, использующими большое количество производственного оборудования.
DELMIA Ortems Manufacturing Planner предлагает различные виды анализа загрузки мощностей, что позволяет сразу же выявить узкие места в производстве по всем основным и вторичным ресурсам.
Настраиваемый механизм балансировки загрузки используется для оптимального распределения загруженности на протяжении времени и различных первичных и вторичных альтернативных ресурсов (например, управление ограниченной поверхностью рабочего цеха). Решения могут приниматься в отношении корректировок мощности, капитальных затрат и балансировки загруженности как по внутренним, так и субподрядным ресурсам.
Широкий спектр функциональных возможностей, доступный планировщикам, позволяет моделировать сценарии «что, если» для определения оптимального решения в случае возникновения нештатных ситуаций, проблем с мощностями или изменений в потребительском спросе.
Production Scheduler использует движок с 70 базовыми критериями для оптимизации последовательности производственных операций и планирования производственных ресурсов. Простой пользовательский интерфейс позволяет лучше предвидеть проблемы производства и изменение спроса.
Планирование потребности материалов (Synchronized Resource Planner)
DELMIA Ortems Synchronized Resource Planner обеспечивает своевременную синхронизацию спроса и производства во времени для производственной спецификации различной вложенности. Данный модуль позволяет оптимизировать ТМЗ и производственные мощности малых, средних и крупных предприятий с учетом ограничений производственных потоков для технологической спецификации с большой вложенностью.
DELMIA Ortems Synchronized Resource Planner: синхронизация потоков
Использование спецификаций с различным уровнем вложенности позволяет DELMIA Ortems SRP синхронизировать заказы на поставку и рабочие задания на всех этапах производства от сырья до полуфабрикатов и готовой продукции. Система устанавливает ограничения, связанные с поставками материалов и доступными материалами на складе, накладывая эти ограничения на производственный график. Далее создается прослеживаемая связь между материалами и заказами, в которых материалы задействуются и эти данные используются ядром оптимизации и планирования модулей DELMIA Ortems Production Scheduler или DELMIA Ortems Manufacturing Planner.Непосредственно перед созданием потребности в материалах Synchronized Resource Planner обрабатывает спрос клиентов, используя функциональность взаимозачета между прогнозами продаж и заказами клиентов, чтобы определить требования к объёму выпуска продукции предприятия.
DELMIA Ortems Synchronized Resource Planner (SRP) может обрабатывать потребность в комплектующих (разница прогноза и количества реальных заказов). В технологической спецификации готового продукта теперь могут быть включены другие готовые изделия. Это означает, что режим SRP позволяет Вам планировать производство комплектов, то есть готовых продуктов, которые полностью или частично состоят из других готовых изделий, возможно, включая и другие наборы. Функция соответствия потребности SRP также определяет количество готовой продукции, требуемой другими готовыми продуктами, и учитывает их при расчете общей потребности к «потребляемой» готовой продукции, тем самым гарантируя, что они покрыты, как и все другие потребности.
Задача DELMIA Ortems Production Scheduler — детальное планирование и интегрированное управление ограничениями, связанными с продуктами и процессами, для различных ресурсов, таких как механизмы, инструменты и операторы. Это решение предоставляет возможности для краткосрочной оптимизации производственных потоков на основе заказов или на основе запасов, позволяя усовершенствовать производственные процессы и быстро реагировать на непредвиденные обстоятельства.
Что дает DELMIA Ortems Production Scheduler?
Хотите узнать больше? Переходите по ссылкам, прослушайте записи вебинаров!



