Параметры расчета
На вкладке «Настройки» присутствует панель «Расчет спецификации». В ней можно задавать настройки расчета для всей спецификации.
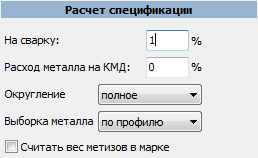
Процент сварки
В соответствующем поле можно указать процент наплавляемого метала для марки. Этот процент будет показан для каждой марки в DXF-файле.
Расход металла на КМД
Параметр, который увеличивает массу затрачиваемого металла на указанный процент. Применительно к ведомостям этот коэффициент влияет на все файлы спецификаций, которые участвую в выборке.
Округление чисел
Этот параметр управляет режимами округления в программе при расчете и при выводе в DXF-файл. На данный момент в программе есть 4 типа округления:
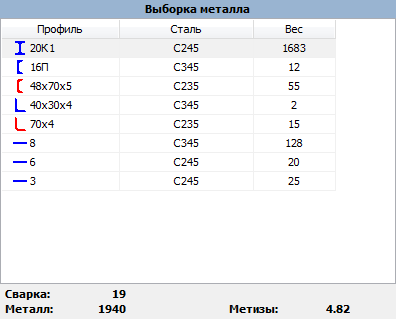
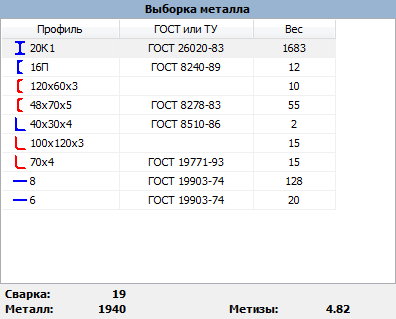
Выборка металла
Этот параметр отвечает за выборку металла либо по ГОСТу профиля, либо по марке стали и, тем самым, формируя разные таблицы «Выборка металла». Изменение этого параметра также меняет эти таблицы и при выводе в DXF-файл.
Учет метизов в марке
При установке галочки «Считать вес метизов в марке» вес метизов, описанных в марке, будет влиять на вес самой марки, а также эти метизы будут отображены в таблице спецификации как позиции марки.
При снятии галочки, метизы описанные в марке будут формально принадлежать марке, однако их вес не будет учтен в марке. В DXF-файле метизы-позиции для марок не отображаются.
В независимости от режима учета метизов в марка ведомость метизов будет создана и выведена в DXF-файл в виде таблицы.
Что такое выборка металла
Система проектной документации для строительства
ПРАВИЛА ВЫПОЛНЕНИЯ ПРОЕКТНОЙ И РАБОЧЕЙ ДОКУМЕНТАЦИИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
System of design documents for construction. Execution rules of design and working documents for metal structures
Дата введения 2009-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения», ГОСТ 1.2-97* «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления, отмены» и МСН 1.01-01-96** «Система межгосударственных нормативных документов в строительстве. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П.Мельникова» (ЗАО «ЦНИИПСК им. Мельникова»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС) (протокол N 32 от 21 ноября 2007 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование органа государственного управления строительством
Государственное Агентство по архитектуре и строительству при Правительстве Киргизской Республики
Агентство строительства и развития территорий
Агентство по строительству и архитектуре при Правительстве Республики Таджикистан
Министерство строительства, архитектуры и жилищно-коммунального хозяйства
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 марта 2008 г. N 58-ст введен в действие межгосударственный стандарт ГОСТ 21.502-2007 в качестве национального стандарта Российской Федерации с 1 января 2009 г.
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Введение
Настоящий стандарт разработан на основе стандартов Системы проектной документации для строительства (СПДС) и Единой системы конструкторской документации (ЕСКД).
Настоящий стандарт устанавливает состав и правила выполнения проектной и рабочей документации металлических строительных конструкций марки КМ, являющейся основной базой для разработки рабочих деталировочных чертежей марки КМД, проекта производства работ (ППР), заказа металла и содержащей все необходимые и достаточные данные для выполнения этих работ.
В настоящий стандарт включены требования СН 460-74 «Временная инструкция о составе и оформлении строительных рабочих чертежей зданий и сооружений».
1 Область применения
Настоящий стандарт устанавливает состав и правила выполнения проектной и рабочей документации строительных металлических конструкций, разрабатываемой на стадиях «рабочий проект», «проект» и «рабочая документация» и выполняемой на бумажных или электронных носителях.
Требования настоящего стандарта не распространяются на выполнение деталировочных чертежей металлических конструкций марки КМД.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.315-68 Единая система конструкторской документации. Изображения упрощенные и условные крепежных деталей
ГОСТ 2.321-84 Единая система конструкторской документации. Обозначения буквенные
ГОСТ 2.410-68 Единая система конструкторской документации. Правила выполнения чертежей металлических конструкций
ГОСТ 21.101-97* Система проектной документации для строительства. Основные требования к проектной и рабочей документации
ГОСТ 21.110-95 Система проектной документации для строительства. Правила выполнения спецификации оборудования, изделий и материалов
ГОСТ 21.501-93* Система проектной документации для строительства. Правила выполнения архитектурно-строительных рабочих чертежей
ГОСТ 7798-70 Болты с шестигранной головкой класса точности В. Конструкция и размеры
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 23118-99* Конструкции стальные строительные. Общие технические условия
ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент
ГОСТ 26047-83 Конструкции строительные стальные. Условные обозначения (марки)
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
3 Общие положения
3.1 При управлении проектированием рекомендуется руководствоваться политикой в области качества, разработанной в соответствии с требованиями [1].
3.2 При проектировании объектов, входящих в перечни органов государственного надзора по экологической, технологической и атомной безопасности, необходимо учитывать требования, отражающие их специфику и вид строительства.
3.3 При проектировании и разработке особо опасных, технически сложных и уникальных объектов заказчик совместно с генеральным проектировщиком, научно-исследовательскими и специализированными проектными организациями должен разрабатывать технические условия, отражающие специфику их проектирования, строительства и эксплуатации.
4 Состав проектной и рабочей документации
4.1 Проектную и рабочую документации металлических конструкций разрабатывают:
4.2 Стадии проектирования зависят от категории и сложности объекта и устанавливаются в договоре подряда и задании на проектирование.
Содержание разделов документации должно отражать характерные и обоснованные принципиальные решения с учетом вариантных проработок.
4.3 В состав проектной документации, разрабатываемой на стадиях «проект» и «рабочий проект» (утверждаемая часть), включают:
— пояснительную записку, содержащую: выходные проектные данные, основные технико-экономические показатели и характеристики, являющиеся критическими для безопасной и надлежащей эксплуатации; нагрузки и воздействия на металлические конструкции и другие необходимые данные;
— чертежи общего вида металлических конструкций здания или сооружения;
— чертежи узлов металлических конструкций;
4.4.1 В состав основного комплекта рабочих чертежей КМ включают:
— нагрузки и воздействия на металлические конструкции;
— нагрузки на фундаменты;
— чертежи общего вида металлических конструкций здания или сооружения (планы, разрезы, виды, фрагменты);
— схемы расположения элементов металлических конструкций;
— чертежи элементов металлических конструкций;
— чертежи узлов металлических конструкций;
— спецификацию металлопроката и изделий;
4.4.2 Рабочие чертежи КМ должны содержать необходимые и достаточные данные для разработки деталировочных чертежей металлических конструкций марки КМД, проекта производства работ и заказа металлопроката и изделий из металла.
Отступления от рабочих чертежей КМ не допускаются. В случае необходимости эти отступления должны быть согласованы с организацией-разработчиком рабочих чертежей КМ.
4.5 Расчеты металлических конструкций, выполняемые на всех стадиях проектирования, заказчику не выдаются (если иное не предусмотрено договором).
Большая Энциклопедия Нефти и Газа
Глубокая выборка металла может осуществляться удалением металла в несколько проходов. [1]
Ремонтные заварки выборок металла должны быть проверены радиографией или ультразвуком по всему участку заварки, включая зону сплавления с основным металлом; кроме того, поверхность участка должна быть проверена магнитно-порошковой или капиллярной дефектоскопией. [2]
Ремонтные заварки выборок металла должны быть проверены радиографией или ультразвуком по всему участку заварки, включая зону термического влияния сварки в основном металле, кроме того, поверхность участка должна быть проверена методом магнитопорошковой или капиллярной дефектоскопии. При заварке по всей толщине стенки контроль поверхности должен проводиться с обеих сторон, за исключением случаев недоступности внутренней стороны для контроля. [3]
Дефекты устраняют выборкой металла на глубину до 0 5 мм. В случае превышения указанной глубины дальнейшую выборку прекращают и вызывают представителя завода. [4]
В ряде случаев глубокая выборка металла может осуществляться путем удаления металла в несколько проходов. Последовательность выполнения такой резки показана на фиг. [5]
Исправление дефектов в сварных швах и выборке металла в местах со сквозными трещинами с последующей заваркой производят в соответствии с Указаниями Руководящих технических материалов по сварке при монтаже оборудования тепловых электростанций. [6]
Кроме того, в рабочий проект входит выборка металла по профилям, спецификации на метизы как сводная, так и по маркам, и альбом отправочных марок. [7]
Образующиеся при электролизе водород и кислород часто вызывают довольно сильные хлопки, особенно в момент выборки металла из ванн. [15]
Большая Энциклопедия Нефти и Газа
Резец имеет три неперетачиваемые четырехгранные твердосплавные пластинки 1, 2 и 3 ( рис. 10, б, в), которые свободно надеваются на штифты державки и закрепляются специальным винтом ( пластинка 2), клиньями с винтами ( пластинки 1 и 3), Пластинка 3 ( рис. 10, 6) обращена передней поверхностью вниз. Выполнение приемов: установить резец вершиной А пластины 2 по центру и продольной подачей сделать выборку металла из отверстия. На рис. 10, в показана схема распределения припуска между тремя пластинками. [35]
Все работы по осмотру барабана, его ремонту и дефектоскопическому контролю должны тщательно фиксироваться. Перед ремонтом барабана составляют акт его внутреннего осмотра. Если требуется выполнять работы по ремонту, то после их окончания составляют также акт с указанием объема и характера выполненных работ. К акту прилагают формуляр развертки барабана с пометками мест выборки металла и их размеров, а также мест и размеров наплавки. Аналогичный формуляр составляется на ремонтные работы по трубным отверстиям и штуцерам. Необходимо иметь описание технологии ремонтных работ с эскизами мест сварки и наплавки, указанием режимов сварки и порядка наложения швов. Материалы по ремонту должны также содержать сертификаты на электроды, копию удостоверения электросварщика, выполнявшего работы. [37]
Все работы по осмотру барабана, его ремонту и дефектоскопическому контролю должны тщательно фиксироваться. Перед ремонтом барабана составляют акт его внутреннего осмотра. Бели требуется выполнять работы по ремонту, то после их окончания составляют также акт с указанием объема и характера выполненных работ. К акту прилагают формуляр развертки барабана с пометками мест выборки металла и их размеров, а также мест и размеров наплавки. Аналогичный формуляр составляется на ремонтные работы по трубным отверстиям и штуцерам. Необходимо иметь описание технологии ремонтных работ с эскизами мест сварки и наплавки, указанием режимов сварки и порядка наложения швов. Материалы по ремонту должны также содержать сертификаты на электроды, копию удостоверения электросварщика, выполнявшего работы. [38]
Все работы по осмотру барабана, его ремонту и де-фектоскопичестому контролю должны тщательно фиксироваться. Перед ремонтом барабана составляют акт его внутреннего осмотра. Если требуется выполнять работы по ремонту, то после их окончания составляют также акт с указанием объема и характера выполнения работ. К акту прилагают формуляр развертки барабана с пометками мест выборки металла и их размеров, а также мест и размеров наплавки, Аналогичный формуляр составляется на ремонтные работы по трубным отверстиям и штуцерам. Необходимо иметь описание технологии ремонтных работ с эскизами мест сварки и наплавки, указанием режимов сварки и порядка наложения швов. Материалы по ремонту должны также содержать сертификаты на электроды, копию удостоверения электросварщика, выполнявшего работы. [39]
Экономия электроэнергии возможна не только в процессе электролиза, но и при подсобных операциях. Известно, что при удалении металла из ванн и транспортировке его в литейную теряется значительное количество тепла. Для расплавления металла в литейной требуется дополнительный расход электроэнергии. На внутренней стороне футеровки имеются пазы, в которых расположены нихромовые спирали 8 для электрического обогрева тигля. При выборке металла подвешенный на мостовом кране вакуум-ковш ( подводится к ванне и конец всасывающей трубы опускается в ванну. [41]
Статья. Разделка металлических кромок под сварку.
При больших толщинах свариваемого металла трудно получить полный провар из-за того, что сварочная дуга не достает до корня шва. Доступ электрода на всю глубину соединения в этом случае достигается изменением формы свариваемых торцов заготовок, для чего перед сваркой делается разделка кромок. Их геометрия регламентирована стандартами и обеспечивает полное проплавление металла и минимальные остаточные напряжения в сварном соединении.
Подготовка заготовок под разделку
Необходимым условием получения качественного сварного соединения является тщательная подготовка металла листов, труб, профильного проката под разделку кромок. Предварительно производится входной контроль материалов, в процессе которого определяется необходимый объём подготовительных работ, который обычно включает следующие операции:
Стандартные размеры конструктивных элементов кромок предусматривают стыковую сварку изделий равной толщины, в то время как размеры имеющегося проката могут отличаться. Так допускаемая разность толщин листового проката составляет 1-4 мм для толщин тонкой детали 1-30 мм. При большей разности в толщинах свариваемых изделий на более толстой заготовке выполняется плавный скос для того, чтобы размеры обеих деталей в стыке совпадали. Приведение в соответствие наружных диаметров труб производится, как и для листового проката: снимают обточкой с конца большего диаметра фаску резцом под углом 13-17 градусов к оси трубы.
Финишной операцией подготовки является разметка или наметка и вырезание заготовки по чертежу. При разметке размеры детали переносят с чертежа на металлопрокат, для чего линию будущего реза обозначают кернением. При наметке применяют специальные шаблоны из фанеры или тонколистового металла и чертилки. Вырезку заготовки производят на ножницах или газовыми резаками. Если для изготовления заготовок применяется ручная газовая резка, то неровности на кромках листового проката устраняют на кромкострогальных станках, а торцы труб подвергают токарной обработке.
Обозначения на чертежах
Согласно нормативной документации геометрию подготовленных к сварке кромок, обозначают на чертежах латинскими символами:
Формы кромок
Разделка кромок позволяет сварить металл любой толщины. При разделке с торцов свариваемых деталей удаляют часть металла по специальной геометрической форме:
Для всех вышеперечисленных способов разделки кромок важно обеспечить, наряду с углом скоса, требуемые значения притупления с и зазора между кромками b. Размеры последних зависят от толщины металла свариваемых изделий, способа сварки (ручная дуговая, механизированная в среде углекислого газа и т.д.), режима сварки. При выборе зазора для качественной сварки наиболее важно не столько само значение зазора, как его постоянство по периметру сварного соединения.
Методы обработки кромок под разделку
Различают два способа разделки металлических кромок:
К механическому способу формирования сварочных металлических кромок относятся: фрезерование, строгание, шлифование, долбление, токарная обработка.
Достоинством механической разделки является высокое качество кромок, в том числе сложной формы и с требуемой шероховатостью для любых металлов. Недостатки: низкая производительность и сложность обработки крупногабаритных деталей.
Термический способ отличается более высокой производительностью и мобильностью при обработке крупных заготовок. Арсенал метода включает кислородную, плазменно-дуговую и воздушно-дуговую резку. Недостатки метода состоят в необходимости финишной зачистки поверхности реза механическим способом, ограниченность применения по типу металла (не применяют, например, при разделке нержавеющих сталей).
Оборудование для механической разделки кромок
По признакам мобильности применяемое оборудование разделяется на:
Наиболее распространенные станки для обработки сварочных кромок:
К передвижному оборудованию относятся кромкофрезерные машины, которые по принципу действия сходны с соответствующими станками, отличаясь от них необходимостью ручного перемещения машины относительно обрабатываемой заготовки. Их преимуществом является возможность обработки длинных деталей.
Переносное оборудование для разделки кромок представлено следующим ручным инструментом:
Разделка трещин в металле
Определяют положение концов трещины, которые фиксируют сверлением отверстий. Производят выборку металла в дефектной детали на глубину трещины. Кромкам выборки в металле в поперечном сечении придают чашеобразную форму разделки. При сквозной трещине в нижней части выборки оставляют слой металла толщиной 2,0-2,5 мм, выполняющего роль подкладки для шва заварки трещины. Этот слой для надёжности проверяют засверливанием сквозными отверстиями диаметром 2-2,5 мм вдоль трещины. Выборку предпочтительнее выполнять вырубкой, резанием или шлифованием. Допускается применение кислородной или воздушно-плазменной строжки с последующей механической обработкой поверхности выборки.
Контроль качества готовой поверхности
Подготовленные под сварку кромки должны быть зачищены в зависимости от типа сварного соединения на ширину 20-70 мм, после чего они проходят визуальный контроль, в процессе которого проверяется:
Измерительный контроль кромок под сварку проводится для оценки соответствия формы и размеров кромок нормативной документации и включает проверку:



