Покрытие электродов
Содержание:
Электрод, предназначенный для соединения отдельных деталей, в большинстве случаев, представляет собой стержень из металла, который снаружи защищен специальным покрытием. Оно также известно под названием обмазка.
Покрытие электродов осуществляет функцию преграды между зоной сварки и воздухом, что исключает возникновение окислительного процесса. Обмазка применяется для электродов, предназначенных для соединения изделий из различных материалов, но имеет некоторые различия в зависимости от типов этих расходных элементов.

Назначение покрытия
Все виды электродов делятся на неметаллические, к которым относятся графитовые и угольные, и металлические. В свою очередь электроды, изготовленные из металла, разделяются на неплавящиеся и плавящиеся. Неплавящимся электродам покрытие не требуется, зато плавящиеся элементы нуждаются в защите. Эту функцию осуществляет специальная обмазка металлического внутреннего стержня, состоящая из нескольких компонентов.
Электроды с покрытием способствую образованию прочного, качественного шва без трещин и пор. Во время сварочного процесса образует оболочка из шлака, которая осуществляет защиту от негативного внешнего влияния. Она увеличивает время остывания соединения, благодаря чему из шва успевают выходить все посторонние включения, снижающие его качество.

Покрытие позволяет формировать облачко, состоящее из угарного и других газов. Оно осуществляет предохранение от окисления атмосферным воздухом. Насыщение расплава легирующими элементами улучшает качество соединения. Следствием удаления из расплава кислорода является процесс раскисления, что обеспечивается находящимися в обмазке таких веществ, как алюминий, титан, молибден, хром, марганец, графит. Эти компоненты более активно, чем кислород взаимодействуют с кислородом, связывая его.
Для придания соединению пластичности в обмазку добавляют бентонит и каолин. Для некоторых видов электродов в обмазку добавляют железный порошок, чтобы увеличить коэффициент наплавки.
Ручная дуговая сварка покрытыми электродами обеспечивает получение надежного и долговечного соединения металлических изделий.
Размеры покрытия
При осуществлении различных сварочных работ большую роль играет правильный выбор электродов. Чем большую толщину имеет свариваемое изделие, тем большим диаметром должен обладать электрод. В зависимости от этого выставляется величина тока на оборудовании.
Дуговая сварка покрытыми электродами требует грамотный выбор этих расходных элементов. При выборе электродов следует подвергать анализу величину размеров покрытия на нем. Каждое значение диаметра требует конкретную толщину покрытия. Обмазка наносится на определенной длине стержня.

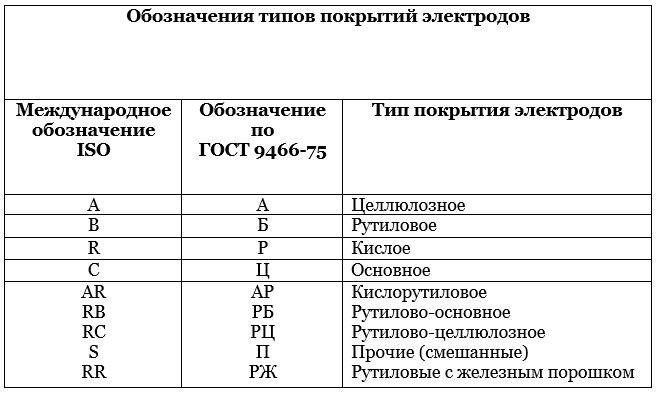
Градация этого габарита, определенная в ГОСТе 9466-75, начинается с тонких, и заканчивается особо толстыми. Между ними находятся средние и толстые. Покрытия, имеющие статус тонких, обозначаются как «М», средние как «С». Толстые имеют обозначение «Д», а особо толстые носят обозначение «Г».
Эти буквы являются частью общего обозначения электродов с покрытием.

Для электродов, считающихся наиболее качественными, толщина обмазки находится в диапазоне от 0,5 до 2,5 миллиметров. У электродов с маленьким диаметром этот размер не превышает 0,3 миллиметра. Масса покрытия составляет примерно половину от значения общего веса расходного элемента.
Обмазкой, представляющей собой твердое пористое вещество, покрывают практически весь стержень, за исключением небольшого участка на его краю, размером приблизительно 20-30 миллиметров. Этот участок оставляют для того, чтобы поместить электрод в специальный держатель для его фиксации, что приводит к удобству работы с ним.
Виды покрытия
Виды покрытия электродов разделяются на некоторое количество групп, каждая из которых имеет свое обозначение. Типы покрытия электродов разделяются на:

Основное
Основное покрытие электродов содержит в основной массе карбонаты кальция и магния. Для того, чтобы произошло разбавление шлаковой корки в обмазку добавляют особый элемент в виде плавикового шпата. Это несколько ухудшает возможность работы при использовании переменного тока, поэтому электроды с основным покрытием рекомендуется использовать при работе с током постоянной величины.
Отличие этого вида покрытия состоит в том, что в образующейся газовой среде отсутствует водород, который может привести к образованию трещин холодного вида. Шов при использовании электродов с основным покрытием получается повышенной пластичности.
Большим преимуществом является возможность выполнения сварки при всех положениях, однако, следует учитывать, что шов вследствие значительной вязкости будет несколько выпуклым и не совсем эстетичным.
Кислое
Электроды с кислым покрытием обладают обмазкой, содержащей железную и марганцевую руды. Это способствует выделению на место сварки значительного количества кислорода. Результатом является повышение температуры и одновременно снижение поверхностного натяжения, что придает ему текучесть.
Увеличивается скорость сварочного процесса, но возникает опасность возникновения подрезов. Кислые электроды несут с собой некоторую опасность, поскольку в их покрытии содержатся оксиды марганца, обладающие токсичностью. Существуют марки электродов с кислым покрытием, однако более предпочтительными являются электроды с рутилово-кислым покрытием.
Целлюлозное
Электроды с целлюлозным покрытием имеют некоторый недостаток, заключающийся в том, что при сварке появляются раскаленные брызги металла. Кроме того, металл шва имеет низкую пластичность. Это обусловлено наличием немалого количества водорода, выделяющегося при горении органических веществ.
Существующие марки электродов с целлюлозным покрытием характерны высокой скоростью осуществления сварочного процесса. К их достоинствам является возможность сварки во всех положениях, даже такому, при котором движение электрода происходит сверху вниз, что не под силу большинству электродов. Недостатками являются большое разбрызгивание горячего металла, образование подрезов на кромках, грубая поверхность получаемого шва.
Рутиловое
Такое покрытие содержит такой элемент, как природный концентрат рутил. Добавками являются полевой шпат, магнезит. Двуокись титана гарантирует легкое разжигание дуги. Брызг образуется немного.
Электроды обладают хорошими технологическими характеристиками. Вредность работы с ними менее, чем с другими электродами. Еще одно достоинство состоит в том, что зажигание дуги может происходить без непосредственного контакта электрода с поверхностью детали, поскольку пленка, образуемая в кратере, играет роль проводника. Особое значение это имеет, когда сваривание осуществляется короткими стежками.
Электродами можно осуществлять соединение даже загрунтованных поверхностей и шов при этом не будет уступать по прочности и надежности. Дуга обладает стабильностью, имеется возможность использования любого вида тока. Практически отсутствуют брызги раскаленного металла. Шов получается свободным от пор.
Интересное видео
Основное покрытие(Б)
Назначение покрытия электродов
Основное предназначение покрытия электродов — защита сварочной дуги и обеспечение нужных качеств шва. Покрытие не позволяет дуге контактировать с газами атмосферы (азот, водород и кислород). А также защищает сварочный шов от образования пор или трещин.
Основное покрытие электродов — характеристики
 Любое электродное покрытие представляет из себя смесь измельчённых компонентов и связующего вещества. Порошкообразная смесь наносится на металлический стержень и служит для защиты от различных факторов внешнего воздействия.
Любое электродное покрытие представляет из себя смесь измельчённых компонентов и связующего вещества. Порошкообразная смесь наносится на металлический стержень и служит для защиты от различных факторов внешнего воздействия.
Основное покрытие обозначается буквой «Б». Производится такая смесь из карбонатов кальция и магния. К ним относятся такие элементы, как мрамор, магнезит, доломит. В качестве разбавителя шлака к перечисленным минералам добавляют также плавиковый шпат (CaF2). Поэтому их также называют электроды с фтористо-кальциевым покрытием.
Применение
 Электроды с основным покрытием отлично подходят для использования в следующих случаях:
Электроды с основным покрытием отлично подходят для использования в следующих случаях:
Плюсы и минусы
При сравнении основного покрытия электродов с другими видами можно выделить как преимущества, так и недостатки этого вида.
К преимуществам относится:
Из недостатков можно выделить:
Лучшие электроды с основным покрытием: марки
Kobelco LB-52U

Производятся на дочернем предприятии крупнейшего японского металлургического концерна Kobe Steel. Предназначены для сварки ответственных конструкций из сталей с низким содержанием углерода. Широко применяются в случаях, где невозможно реализовать двустороннюю проварку. Отлично подходят для сварки трубопроводов.
После сварки этими электродами остаётся минимальное количество остаточных шлаков. Шов равномерный, имеет высокую пластичность, нет трещин или зазоров. Узнать больше про LB-52U.

Используются при работе с видами стали, содержащими хром и никель. Обеспечивают прочный шов, стойкий к коррозийному воздействию. Идеально подходят для сварки высоконагруженных узлов. При остывании шов сохраняет прочность и не растрескивается. Однако нельзя допускать резкого охлаждения шва, так как это способствует быстрой кристаллизации и образованию трещин.
Среди преимуществ этой марки:
УОНИ 13/55

Одни из лучших для сварки ответственных конструкций. Лучше всего подходят для работы с углеродистой сталью. Преимущества:
ESAB OK 61.30
Производятся в Швеции (узнать больше о производителе и его электродах). Отлично подходят для сварки нержавеющей стали следующих марок:
Сварка электродами с основным покрытием
При использовании электродов с основным покрытием для сварки нужно учитывать несколько нюансов:
Прокалка электродов с основным покрытием
Прокалка производится для достижения минимального уровня влажности электродов. Для изделий с основным покрытием критический уровень влажности составляет 0,3%. В зависимости от конкретной марки электродов режим прокалки может отличаться. Как правило, производители указывают эти требования.
В среднем же, требования к прокалке следующие:

ЭЛЗ-52U
Импортозаменяющие электроды для сварки на постоянном токе обратной полярности корневых и заполняющих швов поворотных и неповоротных.

OK NiCrMo-3 (ранее – ОК 92.45)
Сварочный электрод ESAB OK NiCrMo-3 (ранее OK 92.45) применяется для сварки Ni-Cr-Mo-Nb сплавов состава, аналогичного составу наплавленного металла;.
ОК 76.18
Сварочные электроды ESAB OK 76.18 для сварки углеродистых и низколегированных сталей. Описание Электрод, предназначенный для сварки.

OK NiCrFe-3 (ранее – OK 92.26)
Сварочные электроды ESAB OK NiCrFe-3 (Старое наименование OK 92.26) для сварки никелевых сплавов. Описание Электрод предназначен для сварки.
K-7018
Продукция предприятий из Южной Кореи отличается высоким качеством, что обеспечивает их популярность у сварщиков разного уровня.
Phoenix 120 K
Область применения Электроды Phoenix 120 K предназначены для сварки углеродистых сталей. Данная марка используется при сваривании стальных.
Phoenix 7018
Область применения Электроды Phoenix 7018 используются для сварки ответственных металлоконструкций, котлов и резервуаров работающих при.
SH Schwarz 3 K
Описание Электроды SH Schwarz 3 K с легированным сердечником. Область применения Электроды SH Schwarz 3 K предназначены для сварки высокопрочных.
Thermanit Nicro 182
Описание Нержавеющие электроды Thermanit Nicro 182 с легированным сердечником обладают стойкостью к интенсивному окалинообразованию до 950°С и.
Описание P48S – электроды общего назначения с низким содержанием водорода. Область применения Данные электроды подходят для сварки.
Основные виды покрытий сварочных электродов, которые обязательно нужно знать
Покрытие сварочных электродов – гомогенизированная масса смешанных химических соединений, нанесенных на специальный металлический стержень. Главная задача таких веществ состоит в обеспечении требуемых свойств сварного шва и способствовать правильному, бесперебойному горению дуги при сварке. В зависимости от конечных целей производятся те или иные разновидности электродов с определенными свойствами. Их разнообразие, ассортимент постоянно обновляются на рынке. Разберемся детально в наиболее важных разновидностях.
Целлюлозные электроды

Такие покрытия изготовляются из целлюлозы (до 50%), которая состоит из органических материалов, где в основном используется древесная мука. В состав также могут входить ферросплавы, смолы органического происхождения, тальк. Целлюлозные электроды тонкие, образуют малое количество легкоудаляемого шлака и являются наиболее подходящими для позиционной сварки (при работе с вертикальными швами шлак не сползает вниз). Хорошие результаты получают при односторонней сварке в любом положении, при сваривании корня шва на трубопроводах. В таком случае обратный валик шва ровный и относительно аккуратный. При нагревании электроды диссоциируют на водород и диоксид углерода, которые, в свою очередь, служат в качестве защитных газов. Обычно используется источник постоянного тока. С помощью стабилизаторов для целлюлозных электродов может использоваться переменный ток. По ГОСТу соответствуют таким типам электродов: Э 42, Э 46 и Э 50.
Недостатки
Наплавленный метал содержит относительно повышенное количество водорода, понижающее пластичность сварного шва, в связи с чем вероятны холодные трещины. Характерны брызги.
Электроды с рутиловым покрытием


Как известно, рутил – титановый минерал. Для этой разновидности электродов в покрытии используют концентрат диоксида титана (TiO2), наносимый на стальные стержни. Он дает кислый шлак, обеспечивает газовую защиту из водорода, окислов азота и углерода. Эти электроды используются для низкоуглеродистых сталей в любых пространственных положениях. В классификации ГОСТа по механических свойствам сопоставимы с типом Э 42 и Э 46. Добавление небольшого количества целлюлозы в рутиловые электроды, обеспечивает дополнительный запас для газовой защиты. Иногда незначительное добавление целлюлозы в рутил дает дальнейшее повышение производительности, такая комбинация называется рутил-целлюлозное покрытие (RC). Кроме того, могут быть комбинации с основными и кислыми покрытиями (RB и RA соответственно).
Особенности. По сравнению с электродами на кислой основе, рутиловые «собратья» при сварке производят металл более стойкий к трещинам, они дают меньше брызг и стабильное, сильное горение сварочной дуги при переменном токе. Относительно не восприимчивы к ржавчине, окислениям, влаге. Рутиловые электроды дают просто отделяемый шлак, отлично показывают себя при сваривании вертикальных швов. Пористость возможна в редких случаях при нарушении технологии сварки, например, если для тонкого металла применяются слишком толстые электроды или есть зазоры в тавровых соединениях. Замечательно показывают себя на участках с короткими швами, где необходимы частые перерывы и повторные поджигания дуги.
Слабые стороны
Рутиловые электроды, попавшие под влияние влаги, можно использовать лишь через сутки (потребуется предварительное прокаливание около часа при температуре выше двухсот градусов по Цельсию). Нежелательно их эксплуатация для сваривания конструкций, подвергающихся высоким температурам и ползучести.
Электроды с кислым покрытием

Указанный тип покрытия электродов содержит оксиды металлов, включая оксид железа, силикаты и оксида марганца, которые производят кислый шлак. Соотносятся по ГОСТу с типами э 38 и Э 42. Могут использоваться постоянный и переменный ток. В связи с высоким содержанием кислорода, кислые электроды повышают температуру, делая металл сильно текучим. С одной стороны, перечисленные особенности способствуют быстрой сварке, а с другой могут привести к появлению пор и низкой прочности сварного шва, и подрезам. Для нивелирования этого добавляются некоторые раскислители, улучшающие механические свойства и способность шлака легко удаляться.
Недостатки
Удлиненная дуга, наличие ржавчины, окислов существенно повышают вероятность горячих трещин и пор в сварочном шве. Кислые электроды повышают содержание водорода в сварочной ванне. Они токсичны, обладают повышенным брызгообразованием.
Основные электроды или низководородные электроды

Базовый электрод разновидности содержит карбонат кальция, карбонат магния, фторид кальция и другие минералы (такие как плавиковый шпат). Эти электроды должны храниться в сухом состоянии и правильно подогреваться перед использованием. Газовая защита включает в себя углекислый газ с низким содержанием водорода и кислорода. Контроль водорода обеспечивает защиту от воздействия атмосферы, делает электроды пригодными для высоко- и низколегированных сталей, для сталей с низким содержанием углерода. При сварке под воздействием высоких температур дуги происходит диссоциация карбонатов, которая в конечном итоге способствует повышенной основности шлаков, появлению защитной среды газов практически без выделения водорода. Дополнительно водородную составляющую связывает фтористый кальций. Из-за таких особенностей разновидность получила свое второе название – фтористо-кальциевые электроды. Они незаменимы для сооружений с жесткой основой, для закалывающихся сталей, предрасположенных для появления холодных трещин, а также образуют швы не склонные к быстрому старению. Низководородные электроды в ручной дуговой сварке используют вне зависимости от пространственного положения. Швы могут быть значительной толщины.
Тип в соответствии с ГОСТ 9467-75 по механике наплавлений: сопоставляется с Э42А — Э50А.
Слабые стороны
Возможно возникновение пор в случае если свариваемый металл будет иметь ржавчину, окисления. Дуга при горении менее стабильна чем у других видов электродов. Применяется преимущественно с постоянным током. Для переменного потребуется поташ или специальный калий-натриевые соединения сочетании с прогревом электродов (до 400 °C).
Электроды с примесью железного порошка
Железный порошок добавляют во все типы покрытий для повышения эффективности электродов. Дополнительный порошок железа увеличивает скорость осаждения. Это уменьшает напряжение, позволяет целлюлозным электродам справиться с переменным током. Кроме того, добавка контролирует вязкость шлака. Свойство весьма полезное в позиционной сварке.
Выводы
Подведем краткие итоги в табличном виде.
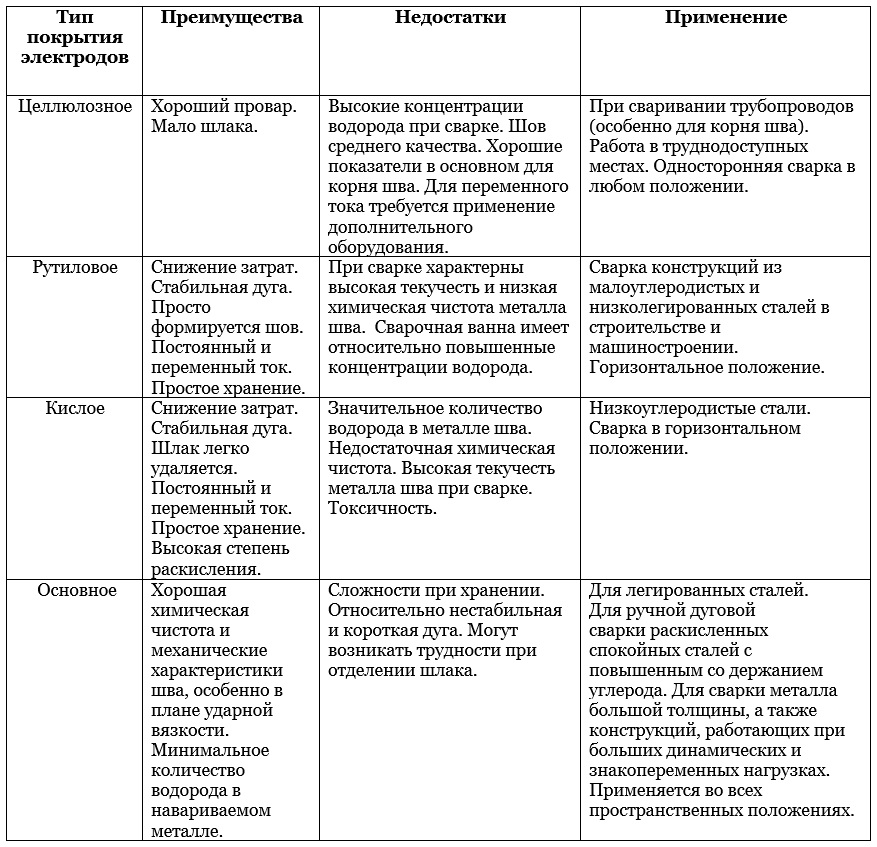
Покрытие сварочных электродов отличается своими параметрами, свойствами, сферой применения. Мы рассмотрели основные виды покрытий, обозначили главные преимущества, недостатки. Надеемся, что материал будет максимально полезным для вас, наши уважаемые читатели.
Выбираем сварочные электроды

Электроды – устройство и принцип действия.

Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.

Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.

При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
Характеристики электродов.

Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов. Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.

Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Приоритет – у возможностей сварочного аппарата. Если аппарат позволяет использовать электроды максимум 4мм, то для сварки толстых (толще 10мм) деталей все равно придется использовать 4мм электроды – просто варить придется долго, в несколько проходов. Не стоит пытаться варить электродами, большими, чем это позволяется руководством по эксплуатации сварочного аппарата – тока не хватит для создания дуги и сварка будет просто невозможна.
Назначение. Выбирается исходя из материала предполагаемых к сварке деталей. Чаще всего можно варить детали и электродами для других металлов, но тогда надо быть готовым к тому, что свойства металла шва будут отличаться от свойств металла самих деталей. Поэтому для ответственных швов лучше все же подбирать соответствующие электроды.
А для наиболее ответственных швов, подверженных сжатию-растяжению или ударным нагрузкам, следует обратить внимание на показатели прочности и пластичности электродов: временное сопротивление, относительное удлинение, ударная вязкость и предел текучести. При выполнении ответственных швов надо следить, чтобы перечисленные показатели металла свариваемых деталей более или менее совпадали с аналогичными показателями электродов. Следует иметь в виду, что эти показатели электродов характеризуют не металл, из которого сделан электрод, а металл будущего шва. Свойства самого электрода могут быть другими, и излишняя пластичность электрода, призванного обеспечить упругий шов, не должна вводить в заблуждение.

Временное сопротивление (или статический предел прочности) показывает, при каком усилии произойдет разрушение детали.

Относительное удлинение показывает, насколько металл детали растянется перед началом разрушения.

Предел текучести – это напряжение, при котором начинается деформация детали.
Ударная вязкость характеризует устойчивость металла к ударным воздействиям. Если ударная вязкость электрода меньше ударной вязкости деталей, то при ударных нагрузках разлом произойдет именно по шву.

Положение сварки. Выбирая электрод, обратите также внимание на рекомендуемое положение сварки – некоторые электроды не позволяют вести сварку сверху вниз: сварочная ванна забивается стекающим шлаком. Поэтому, если у вас есть веская причина варить именно так, подберите соответствующий электрод.
Обработка электродов перед сваркой. Некоторые электроды перед применением требуют специальной обработки – например, выдерживания в температуре 190-300 градусов в течение некоторого времени. Если у вас нет возможности обеспечить такие условия, имейте в виду, что могут возникнуть затруднения при сварке, особенно при начальном её этапе.

При выборе электродов также обращайте внимание на вес упаковки: цена обычно указывается за коробку, а фасовка может быть самая различная – от 100г до 5кг и больше.
Покрытие большинства электродов боится влаги, варить «подмоченными» электродами намного сложнее – пока он не прогреется и не просохнет, будут происходить постоянные залипания и потери дуги. Поэтому покупку лучше производить в магазинах, обеспечивающих правильные условия хранения. Покупая электроды, осматривайте упаковку: цел ли полиэтилен упаковки, нет ли следов воздействия влаги на картонной коробке. Набравшие влагу электроды можно высушить в обычной духовке, но лучше все же подмокшие электроды не покупать.
Варианты выбора.

Начинающим сварщикам стоит выбирать электроды с рутиловым покрытием.

При повышенных требованиях к будущему шву следует обратить внимание на электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из электродов, работающих на переменном токе.
Самые дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.

Самые дорогие электроды – для сварки нержавеющей стали. Эти обойдутся от 800 до 3000 руб/кг.



