Brazing, soldering and tinning. Basic terms
and definitions
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области пайки и лужения металлов и неметаллических материалов.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, учебниках, учебных пособиях, технической и справочной литературе.
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять, когда исключена возможность их различного толкования.
Установленные определения можно при необходимости изменять по форме изложения, не допуская нарушения границ понятий.
В случае, когда существенные признаки понятия содержатся в буквальном значении термина, определение не приведено и соответственно в графе «Определение» поставлен прочерк.
В стандарте в качестве справочных приведены иностранные эквиваленты для ряда стандартизованных терминов на немецком (D) и английском (Е) языках.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке, и их иностранных эквивалентов.
| Термин | Определение |
| ОБЩИЕ ПОНЯТИЯ |
1. Пайка
Ндп. Напайка
Спайка
Припайка
D. L?ten
E. Brazing; Soldering
Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп. 5 и 18), затекания припоя в зазор (см. п. 17) и последующей его кристаллизации
(Измененная редакция. Изм. № 2) |
2. Лужение
Ндп. Облуживание
D. Verzinnen
E. Tinning
Образование на поверхности материала металлического слоя путем плавления припоя, смачивания припоем поверхности и последующей его кристаллизации |
3. Паяное соединение
D. L?tverbindung
E. Brazed (soldered) joint
4. Паяемый материал
5. Припой
D. Lot
E. Brazing alloy; Solder
Материал для пайки и лужения с температурой плавления ниже температуры плавления паяемых материалов |
6. Вспомогательный материал
D. Hilfsmaterial
E. Auxiliary material
8. Полуда
9. Технологическое покрытие
Металлическое покрытие на паяемом материале, применяемое для защиты его от окисления при нагреве, участвующее в контактном плавлении и растворяющееся в расплавленном припое |
10. Барьерное покрытие
D. Barrier?berzug
E. Barrier coating
Металлическое покрытие на паяемом материале, применяемое для предотвращения контакта материала с припоем или растекания припоя (см. п. 16) на поверхность, не подлежащую пайке (лужению) и не растворяющееся или частично растворяющееся в расплавленном припое |
11. Распайка
Ндп. Распай
Распаивание
D. Abl?ten
E. Unbrazing; Unsoldering
Разъединение паяного соединения при нагреве его выше температуры начала плавления материала паяного шва (см.п. 97) |
12. Подпайка
Повторный нагрев паяного соединения и введение новой порции припоя с целью устранения дефектов |
13. Перепайка
D. Uml?ten
E. Rebrazing; Resoldering
14. Сборочный зазор под пайку
Сборочный зазор
D. L?tspalt bei Raumtemperatur
E. Cold clearance
Зазор между поверхностями паяемых заготовок или изделий, устанавливаемый при сборке |
15. Паяльный зазор
D. L?tspalt bei L?ttemperatur
E. Hot clearance
Зазор между поверхностями паяемых заготовок или изделий, образующийся при температуре пайки |
16. Растекание припоя
Растекание
D. Ausbreiten
E. Spreading
Распространение расплавленного припоя на поверхности паяемого материала |
17. Затекание припоя в зазор
Затекание
D. Flie?en
E. Flowing
18. Смачивание припоем
Смачивание
D. Benetzen
E. Wetting
19. Десмачивание паяемого материала
Десмачивание
D. Entbenetzen
E. Dewetting
Увеличение краевого угла смачивания или уменьшение площади растекания припоя (см. п. 23) при пайке или лужении по сравнению с их первоначально достигнутыми значениями.
Примечания:
1. Десмачивание является следствием химического взаимодействия расплавленного припоя с паяемым материалом и изменения во времени их поверхностного натяжения.
2. Под поверхностным натяжением понимают силу, действующую на единицу длины контура поверхности и стремящуюся сократить поверхность до минимума при заданных объемах фаз |
| Плавление паяемых материалов в контакте между собой или с технологическим покрытием, или с металлической прокладкой при температуре ниже температуры плавления наиболее легкоплавкого из них |
21. Паяемость
D. L?tbarkeit
E. Brazability; Solderability
Свойство, материала образовывать паяное соединение при заданном режиме пайки (см. п. 22) |
| РЕЖИМ И ПОКАЗАТЕЛИ ПАЙКИ |
22. Режим пайки
D. L?tdaten
E. Brazing (soldering) data
Совокупность параметров и условий, при которых осуществляется пайка.
Примечания:
1. Под параметрами понимают температуру пайки, время выдержки при этой температуре, скорость нагрева и охлаждения
2. Под условиями понимают способ нагрева, припой, флюс (газовую среду),давление на соединяемые заготовки и т.п. |
23. Площадь растекания прибоя
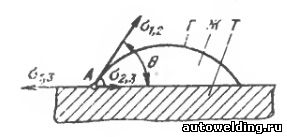
24. Краевой угол смачивания припоем
Краевой угол
D. Randwinkel
E. Contact angle
25. Температура смачивания припоем
Температура смачивания
D. Benetzenstemperatur
E. Wetting temperature
Минимальная температура паяемого материала и припоя, при которой происходит смачивание припоем |
26. Температура пайки
D. L?ttemperatur
E. Brazing (soldering) temperature
Температура паяемых материалов и расплавленного припоя в месте из контакта, при которой происходит формирование паяного соединения |
27. Термический цикл пайки
D. L?tw?rmezyklus
E. Brazing (soldering) thermal cycle
Совокупность значений температуры паяемых материалов и припоя в месте их контакта, при которых происходит нагрев, выдержка и охлаждение при пайке |
28. Температурный интервал активности паяльного флюса
D. Wirktemperaturbereich f?r Flu?mittel
E. Working temperature range of flux
29. Минимальная температура активности паяльного флюса
30. Максимальная температура активности паяльного флюса
31. Температура распайки
D. Abl?tenstemperatur
E. Unbrazing (unsoldering) temperature
32. Время нагрева при пайке
Время нагрева
D. Erwarmungsdauer
E. Heat time
Интервал времени нагрева паяемых материалов и припоя в месте их контакта от температуры окружающей среды до температуры пайки |
33. Время выдержки при пайке
Время выдержки
Е. Soaking time
Интервал времени выдержки паяемых материалов и припоя при температуре пайки |
34. Время охлаждения при пайке
Время охлаждения
D. Erk?ltungsdauer
E. Cooling time
Интервал времени охлаждения паяемых материалов и припоя от температуры пайки до температуры окружающей среды |
35. Общее время пайки
D. Gesamte L?tzeit.
E. Full brazing (soldering) time
Интервал времени, равный сумме времени нагрева, выдержки и охлаждения припайке |
36. Скорость смачивания припоем по краевому углу смачивания
Скорость смачивания
D. Benetzensgeschwindigkeit
E. Wetting rate
Отношение изменения краевого угла смачивания припоем к интервалу времени, за которое произошло изменение |
37. Скорость смачивания припоем по площади растекания припоя
Скорость растекания
Отношение изменения площади растекания припоя к интервалу времени, за которое произошло изменение |
38. Скорость нагрева при пайке
Скорость нагрева
D. Erw?rmungsgeschwindigkeit
E. Heat rate
Отношение изменения температуры вместе контакта паяемых материалов и припоя к интервалу времени, за которое произошло изменение |
| ВИДЫ ПАЙКИ И ЛУЖЕНИЯ |
39. Низкотемпературная пайка
Мягкая пайка
D. Weichl?ten
E. Soldering
Пайка при температуре, не превышающей 723 К* |
| (Измененная редакция. Изм. № 2) |
40. Высокотемпературная пайка
Твердая пайка
D. Hartl?ten
E. Brazing
Пайка при температуре, превышающей 723 К* |
| (Измененная редакция. Изм. № 2) |
41. Пайка готовым припоем
42. Пайка расплавлением полуды
Е. Reflow soldering
Пайка предварительно луженых заготовок или изделий без дополнительного введения припоя |
| Пайка, при которой припой образуется в результате разложения компонентов флюса |
45. Сваркопайка
Пайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления и выполняет роль припоя |
46. Капиллярная пайка
D. Spaltl?ten
E. Capillary brazing (soldering)
Пайка, при которой расплавленный припой заполняет паяльный зазор и удерживается в нем преимущественно поверхностным натяжением |
47. Некапиллярная пайка
D. Fugenl?ten
Пайка, при которой расплавленный припой заполняет паяльный зазор преимущественно под действием своего веса или прилагаемой к нему извне силы |
48. Пайкосварка
D. Fugenl?ten E. Braze welding
49. Флюсовая пайка (лужение)
D. Flubmittel?ten (Flubmittelver zinnen)
E. Flux brazing (soldering, tinning)
Пайка (лужение) с применением флюса |
| (Измененная редакция. Изм. № 2) |
50. Бесфлюсовая пайка (лужение)
D. Flubmittelloses
E. Fluxless brazing (soldering, tinning)
51. Пайка в активной газовой среде
D. Reduktionsgasl?ten
E. Brazing in reducing atmosphere
Бесфлюсовая пайка с применением активных газов или нейтральных газов с добавкой активных газообразных веществ |
52. Пайка в нейтральной газовой среде
D. Schutzgasl?ten
E. Brazing in protective atmosphere
Бесфлюсовая пайка с применением инертного газа или газа, нейтрального по отношению к паяемым материалам и припою в диапазоне температур нагрева, выдержки и охлаждения |
53. Пайка в вакууме
D. Vakuuml?ten
E. Vacuum brazing
54. Ультразвуковая пайка (лужение)
D. Ultraschall?ten (Verzinnen)
E. Ultrasonic brazing (soldering, tinning)
55. Абразивное лужение
Бесфлюсовое лужение с применением трения паяемого материала частицами твердого материала |
| Абразивное лужение, при котором частицами твердого материала являются первичные кристаллы припоя |
58. Пайка паяльником
D. Kolbenl?ten
E. Soldering with soldering iron
Пайка, при которой нагрев паяемых материалов и припоя осуществляется паяльником |
59. Газопламенная пайка
D. Flamml?ten
E. Flame brazing (soldering)
Пайка при которой нагрев паяемых материалов и припоя осуществляется газовой горелкой |
60. Пайка в печи
D. Ofenl?ten
E. Furnace brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется в печи |
61. Индукционная пайка
D. Induktionsl?ten
E. Induction brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется теплом, выделяющимся в них под воздействием электромагнитного поля |
62. Пайка погружением в расплавленный припой
D. Tauchl?ten
E. Dip brazing (soldering)
Пайка, при которой нагрев паяемых материалов осуществляют в ванне с расплавленным припоем |
Пайка, при которой нагрев паяемых материалов и припоя осуществляется в ванне с расплавленной солью.
Примечание. Расплавленная соль может быть одновременно паяльным флюсом |
64. Пайка волной припоя
D. Schwall?ten
E. Wave soldering
Пайка, при которой нагрев паяемых материалов, перемещаемых над ванной, и подача припоя к месту соединения осуществляются стоячей волной припоя, возбуждаемой в ванне.
Примечание. Под стоячей волной понимают состояние среды, при котором расположение максимумов и минимумов перемещений колеблющихся точек среды не меняется во времени |
65. Экзотермическая пайка
D. Exothermisches L?ten
E. Exothermic brazing
Пайка, при которой нагрев паяемых материалов и припоя осуществляется за счет теплоты, выделяемой при экзотермической реакции термитных смесей |
| Пайка, при которой нагрев паяемых материалов и припоя осуществляется нагретым газом |
67. Дуговая пайка
D. Lichtbogenl?ten
E. Arc brazing
Пайка, при которой нагрев паяемых материалов и припоя осуществляется электрической дугой |
68. Плазменная пайка
Пайка, при которой нагрев паяемых материалов и припоя осуществляется плазмой |
69. Электроннолучевая пайка
D. Elektronenstrahll?ten
E. Electron beam brazing
Пайка, при которой нагрев паяемых материалов и припоя осуществляется электронным лучом |
70. Пайка тлеющим разрядом
Пайка, при которой нагрев паяемых материалов и припоя осуществляется тлеющим разрядом |
71. Пайка электросопротивлением
D. Widerstandsl?ten
E. Resistance brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется пропусканием через них электрического тока |
72. Пайка световыми лучами
D. Lichtstrahll?ten
E. Light rays brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется световыми лучами |
| Пайка, при которой нагрев паяемых материалов и припоя осуществляется инфракрасными лучами |
74. Лазерная пайка
D. Laserstrahll?ten
E. Laser brazing
Пайка, при которой нагрев паяемых материалов и припоя осуществляется лазером (излучением оптического квантового генератора) |
75. Пайка нагретыми блоками
D. Blockl?ten
E. Block brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется контактирующими с ними нагретыми массивными телами |
76. Пайка нагревательными матами
D. L?ten mit W?rmeplatten
E. Heated pads brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется тепловыделяющими элементами, вмонтированными в термостойкие гибкие покрывала |
| (Измененная редакция. Изм. № 2) |
77. Электролитная пайка
Пайка, при которой нагрев паяемых материалов и припоя осуществляется при их контакте с водным электролитом пропусканием постоянного электрического тока |
78. Диффузионная пайка
Пайка, при которой образование паяного соединения совмещено с изотермической обработкой.
Примечание. Изотермическая обработка обусловливает прохождение диффузии с целью направленного изменения свойств паяного соединения в том числе кристаллизации металла шва при температуре пайки. |
79. Пайка под давлением
Пайка, при которой паяемые материалы находятся под давлением с целью уменьшения паяльного зазора |
80. Ступенчатая пайка
D. Stufenl?ten
E. Stage brazing
Пайка многошовных заготовок или изделий с поочередным образованием паяных швов, при которой не происходит распайка или образование дефектов образованных ранее соединений |
81. Оплавление полуды
Нагрев луженой заготовки выше температуры плавления полуды с целью повышения ее качества |
82. Одновременная пайка
Пайка многошовных заготовок или изделий с одновременным образованием паяных швов на всем их протяжении |
83. Групповая пайка
84. Механизированная пайка (лужение)
D. Mechanisiertes L?ten (Verzinnen)
E. Mechanized brazing (soldering, tinning)
85. Автоматическая пайка (лужение)
D. Automatisches L?ten (Verzinnen)
E. Automatic brazing (soldering, tinning)
86. Тип паяного соединения
D. L?tverbindungsart
E. Brazed (soldered) joint type
Классификационная группировка паяных соединений, выделенная по признаку взаимного расположения и формы паяемых элементов.
Примечание. Под паяемым элементом понимают часть заготовки или изделия, подвергаемую пайке |
87. Характерное сечение паяного соединения
Паяное соединение, в котором паяемые элементы соединены частично перекрывающимися взаимно параллельными поверхностями |
89. Телескопическое паяное соединение
90. Стыковое паяное соединение
Ндп. Паяное соединение встык
D. Stumplotverbihdung
E. Butt brazed (soldered) joint
Паяное соединение, в котором паяемые элементы, расположенные в одной плоскости или на одной поверхности, соединены торцовыми поверхностями |
| (Измененная редакция. Изм. № 2) |
91. Косостыковое паяное соединение
Ндп. Паяное соединение вскос
D. Schrage Stumpfl?tverbindung
E. Scarf butt brazed (soldered) joint
Стыковое паяное соединение, в котором углы между торцовыми и боковыми поверхностями элементов отличны от прямого |
| (Измененная редакция. Изм. № 2) |
| Паяное соединение, в котором боковая поверхность одного паяного элемента соединена с торцом другого или с его внутренней поверхностью, образованной в пересечении с первым |
93. Соприкасающееся паяное соединение
Паяное соединение, в котором паяемые элементы соединены по линии или в точке |
94. Комбинированное паяное соединение
Паяное соединение, представляющее различные комбинации паяных соединений нахлесточного, стыкового, косостыкового, таврового, телескопического, соприкасающегося |
95. Согласованное паяное соединение
Паяное соединение, образованное припайке материалов с одинаковым или близким относительным изменением их линейных размеров при охлаждении |
96. Несогласованное паяное соединение
Паяное соединение, образованное припайке материалов с резко отличающимся относительным изменением их линейных размеров при охлаждении |
97. Паяный шов
D. L?tnaht
E. Brazed (soldered) seam
98. Зона сплавления
Спай
D. Legierungszone
E. Alloying zone
Поверхность между паяемым материалом и паяным швом или граница между ними в сечении паяного соединения |
99. Диффузионная зона
D. Diffusionszone
E. Diffusion zone
Часть паяного соединения с измененным химическим составом паяемого материала в результате взаимной диффузии компонентов припоя и паяемого материала |
100. Зона термического влияния
D. W?rmeeinflu?zone
E. Heat affected zone
Часть паяного соединения с измененными под влиянием нагрева при пайке структурой и свойствами паяемого материала |
101. Толщина паяного шва
D. L?tnahtdicke
E. Thickness of brazed (soldered) seam
Расстояние между соединенными пайкой поверхностями по перпендикуляру к ним |
102. Длина паяного шва
D. L?tnahtl?nge
E. Length of brazed (soldered) seam
Протяженность паяного шва вдоль перпендикуляра к плоскости характерного сечения |
103. Ширина паяного шва
D. L?tnahtbreite
E. Breadth of brazed (soldered) seam
104. Галтельный участок паяного шва
Галтель паяного шва
Часть паяного шва, образовавшаяся на наружных поверхностях паяемых элементов |
| ДЕФЕКТЫ ПАЯНЫХ СОЕДИНЕНИЙ* |
105. Непропай
Дефект паяного соединения, проявляющийся в частичном или полном незаполнении паяльного зазора припоем |
106. Неспай
Дефект паяного соединения, проявляющийся в отсутствии сцепления паяемого материала с материалом паяного шва |
107. Общая химическая эрозия при пайке
Общая эрозия
Дефект паяного соединения, проявляющийся в разрушении паяемого материала при пайке, развивающемся равномерно по всей поверхности его контакта с припоем |
108. Локальная химическая эрозия при пайке
Локальная эрозия
Дефект паяного соединения, проявляющийся в разрушении паяемого материала при пайке, развивающемся в отдельных участках его контакта с расплавленным припоем |
109. Подрез при пайке
Подрез
Дефект паяного соединения, проявляющийся в виде незаполненного припоем углубления в паяемом материале у галтельного участка, образовавшегося вследствие локальной химической эрозии |
110. Паяльные остаточные напряжения
Остаточные напряжения, имеющиеся в паяном соединении после охлаждения.
Примечание. Под остаточными напряжениями понимают напряжения, остающиеся в паяном соединении после устранения факторов, которые вызвали в нем пластическую деформацию механических, термических, химических |
(Измененная редакция, Изм. № 2)
111. Многослойный припой
D. Mehrschichtlot
E. Multilayer brazing alloy (solder)
Припой в виде слоев металлов или сплавов, образующих при температуре пайки сплав заданного состава |
112. Порошковый припой
D. Lotpulver
E. Powder brazing alloy (solder)
Припой в виде порошка или смесь порошков металлов или сплавов, образующая при температуре пайки припой заданного состава |
113. Композиционный припой
Ндп. Металлокерамический припой
Припой, содержащий в своем объеме наполнитель.
Примечание. Под наполнителем понимают материал, применяемый для образования в паяльном зазоре системы капилляров или обеспечения специальных свойств соединения |
114. Формованный припой
D. Lotformteil Lotpulver
E. Preformed brazing alloy (solder)
Припой в виде заготовки заданной формы |
| (Измененная редакция, Изм. № 2) |
116. Трубчатый припой
D. Seelenlot
E. Cored solder
Припой, в форме трубки или многоканального прутка, полости в котором заполнены флюсом или компонентами припоя |
117. Паяльная паста
D. L?tpaste
E. Brazing (soldering) paste
Пастообразная смесь порошкового припоя с флюсом и связующим веществом или с одним из них.
Примечание. Под связующим веществом понимают вещество, входящее в паяльную пасту для образования связи между частицами припоя |