Что такое упорные полукольца, и зачем необходимо их менять

Вы решили поменять упорные полукольца, но не знаете, что это такое, где они расположены и для чего нужны? Тогда вам поможет данная статья.
Где расположены упорные кольца?
Упорные полукольца расположены по бокам крышки опоры третьего коренного подшипника, то есть между опорой блока и щеками коленвала. Они служат для того, чтобы коленвал не перемещался по оси.
Зачем нужно менять упорные полукольца?
Со временем использования упорные полукольца становятся тоньше, что способствует увеличению люфта, хотя это далеко не самое опасное. Со временем полукольцо упорное может истоньчиться до такой степени, что они просто не будут держаться, и они выпадут в поддон картера. Если это произойдет, коленвал начнет шлифовать крышку опоры. И если вы вовремя не заметите люфт коленвала, то вам придется менять уже не только блок, но и сам коленвал.
Как определить, когда необходимо менять упорные полукольца?
Определить, когда необходимо менять упорные полукольца довольно несложно. Для этого вам потребуется обыкновенная монтажка, с одной стороны монтажки упритесь в кузов. С другой стороны надавите на шкив генератора на коленвале. В данном случае осевой зазор коленчатого вала не должен превышать 0,35 мм. Помимо этого можно попросить кого-нибудь выжать сцепление, в то время как вы сами будете наблюдать за коленвалом. Если при этом происходит сильный люфт, то упорные кольца подлежат срочной замене. А саму проверку люфта лучше всего осуществлять уже после ста двадцати тысяч пробега.
Как заменить упорные полукольца?
Замена упорных полуколец очень простая. Для этого вам потребуется приобрести сами полукольца, прокладку масляного поддона, герметик. А по причине того, что замена полуколец требует слива масла с двигателя, вы можете объединить работу по замене упорных полуколец с заменой масла.
Замена полуколец коленвала Инструкция + Видео
Замена полуколец коленвала
Коленчатая опора шатунов, которая создаёт крутящий момент — не ровная или единая деталь, а нескольких соединённых вместе отдельных элементов. Из-за такой конструкции появляется сильный осевой люфт внутри блока, способный нарушить работу мотора. Чтобы исключить его и стабилизировать вращение, конструкторы придумали стопорить устройство специальными подшипниками скольжения. Полукольца коленвала, так они называются, берут на себя большие нагрузки, поэтому изнашиваются в скором времени.
Назначение, где располагаются
Полукольца или полумесяцы, шайбы — называют их по-разному, имеют особое предназначение. Они удерживают коленвал от осевого смещения или продольного люфта. По сути, это подшипники специального типа, устанавливающие необходимый зазор.
В классическом 4-цилиндровом двигателе коленчатый вал имеет минимум 5 опорных точек или коренных шеек. Площадь их контакта достаточно велика. Это увеличивает силу трения, которая становится ещё больше при касании щёчек с опорами. Чтобы минимизировать конструктивный дисбаланс, шейки делаются шире опор. Но такое решение вызывает продольный люфт, что априори недопустимо, так как детали КШМ начинают от этого выходить из строя раньше срока.
Металлические стопоры в виде полумесяца — как раз и есть то самое эффективное решение, позволяющее оставить классическую конструкцию, при этом, исключая осевое смещение. Подшипник этот отличается от стандартного вкладыша наличием боковых упоров или буртиков. Поверхности зон, которыми коленвал соприкасается с ними — также видоизменены. В частности, сделаны под кольцо.
Для снижения продольного люфта подходят также шайбы — неразъёмные кольца, устанавливаемые строго в специально предназначенное для них место. Однако такие стопорные элементы редко используются, так как стопорные подшипники плотнее примыкают к поверхностям, равномернее истираются, более просты для монтажа и съёма. Да и самое главное — шайба устанавливается только на задней коренной шейке, а полумесяцы можно ставить на любую шейку.
Конструктивно стопорный элемент очень прост. Основа из сплошного бронзового или стального материала, на который, в некоторых случаях, наносится антифрикционный защитный слой. Обязательно предусмотрены канавки или выемки для свободного пропуска смазки, а также особые штифты, усиливающие фиксацию.
Упорные полукольца располагают между опорой блока и щётками коленвала. Здесь они в максимальной степени удерживают его от осевого перемещения, люфта. Устанавливают на различных шейках. Например, у ВАЗ-2106 — на 5-м коренном подшипнике, который со стороны маховика первый. А вообще, по такой схеме:
Используются при этом либо 2, либо 4 полукольца. Если применяют два, то они ставятся в выемках нижней крышки бугеля. А если четыре — верхней опоры и съёмного бугеля (как на моторах тракторов). Бывают также силовые агрегаты с одним стопорным полумесяцем коленвала или просто шайбой.
В каких случаях нужна замена
Полукольца — материал расходный. При истирании их нужно заменять. Иначе постепенно увеличивающийся горизонтальный люфт шатунной опоры ещё больше ускорит поломку. Детали окончательно износятся и перестанут выполнять свои функции. А это уже грозит поломками в поршневой группе. Бывает и так, что от сильного люфта коленчатой детали ломается блок цилиндров. Поэтому замена полуколец коленвала должна проводиться вовремя, как только появляется симптом.
Вторая опасность износа — без стопорных шайб вал начнёт шлифовать крышку опоры, которая отлита вместе с БЦ. Заметное повреждение блока, крышки — это дополнительный, но обязательный ремонт. Поэтому так важно своевременно устранять поломку, а вернее износ стопорных деталей. Например, при стачивании соседних зон БЦ установка полуколец коленвала закончится быстрым их истиранием. Хорошо, что не очень заметные повреждения шеек устраняются расточкой, а посадочного места — зачисткой шабером. Большой осевой зазор удастся компенсировать уже ремонтными шайбами, толщина которых больше стандартных на 0,127 мм.
Диагностика неисправности
Диагностику упорных деталей проводят обычно после 120-тысячного пробега мотора. Она состоит из трёх шагов.
Осевые перемещения коленвала вызывают громкий нерегулярный стук, который опытные мотористы умеют различать.
Причины износа, выпадение полуколец
Бывает, что при разборе двигателя в картерном поддоне обнаруживаются упорные шайбы. На коленвале же, в том месте, где эти детали должны находиться — заметна выработка. Выпадать детали могут из-за следующего:
Вообще, основной износ полуколец происходит при выжиме муфты. Особенно на холодный двигатель зимой и долгом простое под светофором с выжатым сцеплением. Таким образом, причина износа может быть связана с недостаточной квалификацией водителя автомобиля.
Дело в том, что выжим сцепления передаёт всю нагрузку от вилки именно на соответствующее полукольцо коленвала. Встречаются даже водители с большим стажем, которые постоянно держат ногу на сцеплении. Но для этого имеется специальная площадка, где левая нога должна отдыхать.
Необходимый инструмент + расходные материалы
Обязательные инструменты, которые понадобятся в ходе работы:

Замену опорных полуколец обычно сопровождают с обновлением моторного масла, установкой новой прокладки поддона картера и другими сопутствующими операциями.
В продаже встречается три размера упорных шайб. Стандартный на 2.31, первый ремонтный и второй ремонтный (2,437 и 2,56 соответственно). Поэтому надо сначала уточнить, какие размеры подходят для двигателя вашего автомобиля. Обычно, детали стандартного или номинального размера ставят на новые или мало изношенные моторы. А ремонтные, с увеличенной толщиной — для компенсации изношенных частей опоры и вала, то есть, на старые и порядком изношенные ДВС.
Какие полукольца лучше, виды
Штатно устанавливаются обычно детали разных материалов — со стороны ГРМ сталеалюминиевое или бронзовое кольцо, а со стороны маховика — металлокерамическое (жёлтого цвета), бронзовое, медное. В продаже, как правило, чаще встречается металлокерамический вариант. Если изделие оригинального производства, то одна упорная шайба покрывается антифрикционным слоем.
Специалисты рекомендуют устанавливать бронзовые изделия. Но выбор зависит исключительно от предпочтений самого владельца. Главное — обратить внимание на прорези, которые должны быть на деталях. Они предназначены для свободной подачи масла к коленвалу.
А вот еще информация по материалу изготовления:
Выбор изделия должен подразумевать также обязательный нюанс — износу во время работы двигателя подвергается не только упорный элемент, но и поверхность коленвала. Поэтому крайне важно правильно суметь подобрать размер стопора, тип и заводской номер. Обязательно, чтобы детали целиком отвечали штатным требованиям и покрывались специальным защитным слоем.

Как правило, точный размер определяется ещё до непосредственного процесса замены. Однако это умеет делать только специалист, сумевший по косвенным признакам составить картину, царящую внутри блока. Другими словами, насколько изношены посадочные гнёзда, и какого размера шайбы нужно ставить. Поэтому в обычных условиях, когда установка производится своими руками, приходится определять это в ходе работы. Если после монтажа полуколец замер плоским щупом показал значение люфта выше стандартного — 0,06-0,26 мм или 0,35 мм, стопорные элементы надо менять на один размер выше.
Видео: как ставить новые стопоры коленвала
В ролике показано, как правильно ставить полукольца. Моторист рассказывает о секретах грамотного монтажа и особенностях проверки осевого люфта. Последнее делается индикатором и обычной отвёрткой.
Процесс замены
Чтобы правильно осуществить замену, надо действовать строго по инструкции, выполняя шаги последовательно:
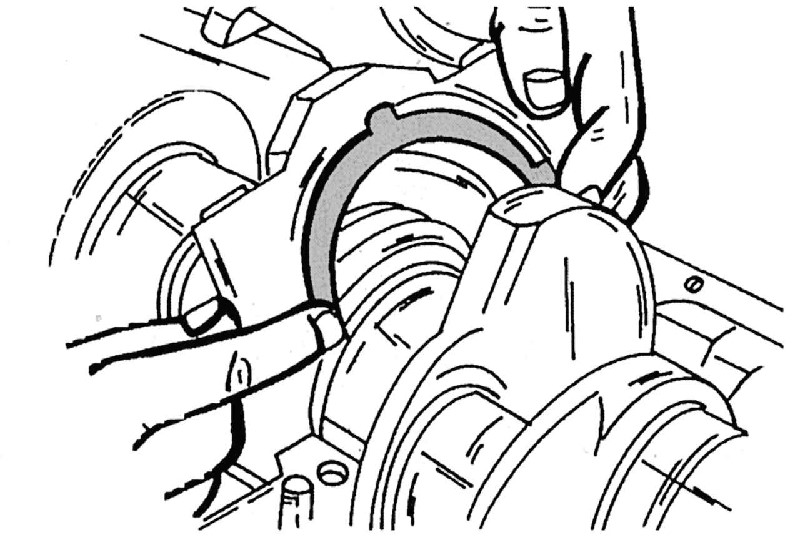
Чтобы облегчить монтаж, надо перемещать отвёрткой коленвал и одновременно упирать новые полукольца своими концами в старые детали. Так удастся быстрее выдавить их, а запчасти ремкомплекта сядут на свои места.
При установке полуколец, их прорези или выемки должны смотреть внутрь, на коленвал.
Замена сальников
Если по причине осевого смещения были выдавлены коленвальные сальники, придётся оба заменить новыми. Один устанавливается со стороны шкива, второй — маховика. Крайне важно заменять первый уплотнитель, который со стороны ГРМ. Потому что, масло будет вытекать, попадать на ремень. А это серьёзный риск проскакивания на один, несколько зубьев или ещё хуже — обрыва. Что произойдёт, известно: надо будет уже менять клапана, так как загнутся или поломаются стержни от встречи с поршнями.
Передний сальник удастся заменить со стороны газораспределительного механизма. Нужно будет снять защитный кожух, ремень, зубчатый шкив коленвала. Потом удалить манжету, установить новую. А вот задний сальник меняется сложнее. Надо демонтировать КПП и сцепление. После удаления манжеты — тщательно очистить посадочное место, и только потом вмонтировать новое изделие.
Убедиться в правильности сборки и монтажа полуколец на завершающем этапе обязательно. Для этого коленвал прокручивается от руки — вращение должно продолжиться на автомате (0,5 оборота), быть плавным, без каких-либо заеданий.
Как ставить полукольца на коленвал на ваз
Сборка коленвала
Следуюшей по очереди раздела работ с двигателем идёт страница с материалом, описывающим сборку коленвала. Думаю не надо лишний раз заострять внимание на серьёзности этой работы. Сборка коленвала происходит по описанной ниже последовательности.
Верхние вкладыши коренных подшипников устанавливайте так чтобы совместить с выемкой в постели блока цилиндров установочный усик вкладыша. Вкладыши, не имеющие канавки, большей ширины, устанавливайте в постель и крышку среднего подшипника.
Сразу после установки вкладышей на свои места, их следует смазывать чистым моторным маслом. В блок цилиндров установите коленвал, нижние вкладыши, не имеющие канавок, установите в крышки коренных подшипников. Коренные шейки коленвала смажьте чистым моторным маслом.
Крышки коренных подшипников, кроме задней крышки, установите на свои места в соответствии с метками, так как они были установлены до разборки.
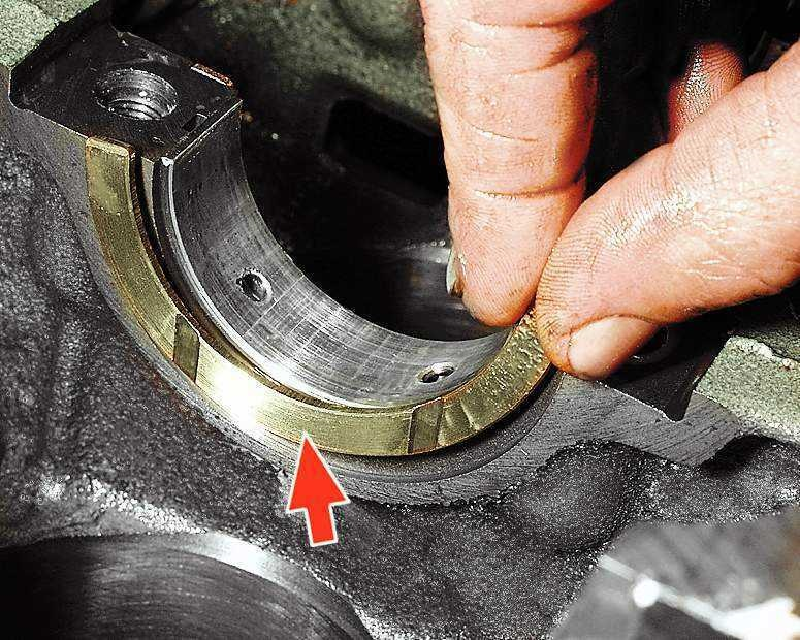
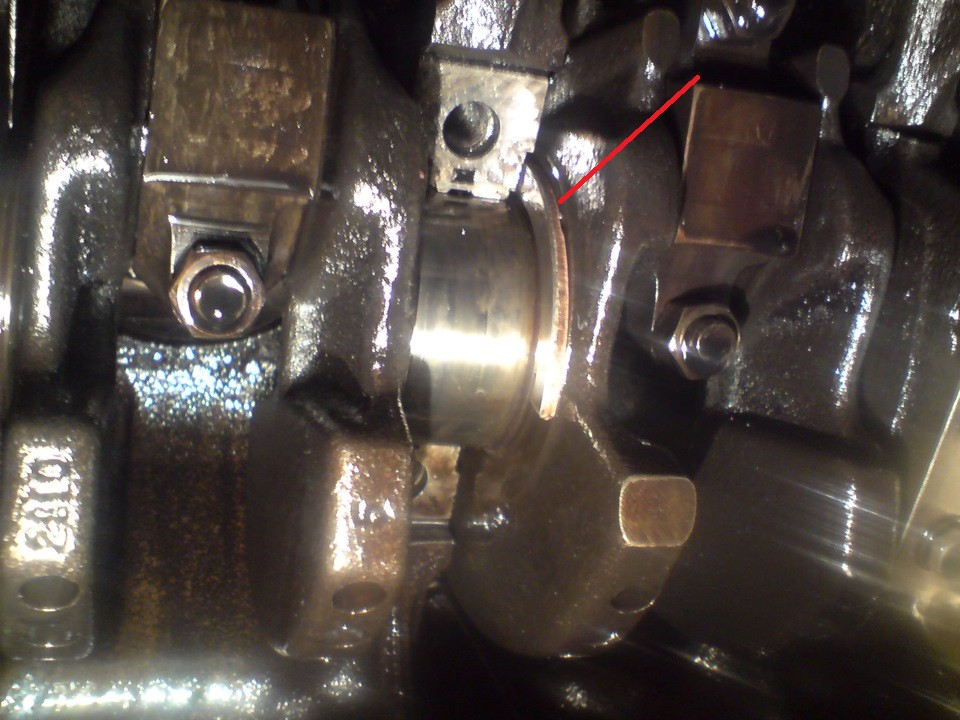
Смажьте чистым моторным маслом, упорные полукольца. На задней опоре коленвала установите передние сталеалюминевые и задние металлокерамические упорные полукольца.
На изображении стрелками показаны выемки на упорных полукольцах. Устанавливать упорные полукольца следует выемками
к опорным поверхностям коленвала.
На заднем коренном подшипнике установите крышку, и, используя динамометрический ключ, моментом соответствующим данному узлу затяните болты крышки.
Используя плоский щуп, измерьте осевой зазор коленвала, для этого монтажной лопаткой переместите коленвал до упора. Осевой зазор должен составлять от 0,06 до 0,26 мм, максимально допускается зазор- 0,35мм. Если зазор превышает показатели, приведенные выше упорные полукольца необходимо заменить новыми, увеличенными на 0,127мм.
На некоторое кол-во оборотов проверните коленвал, если вал вращается без застреваний, плавно, вал собран правильно. Совместив установочный усик вкладыша с выемкой на шатуне, вставьте вкладыши и шатуны, болты шатунов.

Нормальная работа двигателя возможна только в том случае, если его коленчатый вал не имеет значительного осевого смещения — люфта. Стабильное положение вала обеспечивают специальные детали — упорные полукольца. О полукольцах коленвала, их типах, конструкции, выборе и замене — читайте в этой статье.
Подробная инструкция разборки и ремонта двигателя ВАЗ 2110:
2. Снимаем с двигателя сцепление.
3. Снимаем натяжной ролик, ремень привода распределительного вала и дистанционную шайбу, которая установлена под натяжным роликом.
4. Снимаем с распределительного вала зубчатый шкив.
5. Осуществляем отвинчивание четырёх болтов, тремя из которых прикреплён водяной насос. Откручиваем гайку крепления на задней крышке ремня привода распределительного вала и снимаем крышку.
6. Чтобы снять водяной насос, вставляем отвёртку между блоком и фланцем корпуса насоса и таким образом сдвигаем его с посадочного места. Выполнив эти операции, снимаем водяной насос.
7. С блока цилиндров снимаем головку.
8. Отвинчиваем болты (их 16 штук) крепления масляного картера, затем вместе с прокладкой снимаем его.
9. Отвинчиваем болты (их 3) крепления маслоприёмника и снимаем его. Имейте в виду, что под головками болтов наличествуют пружинные шайбы.
11. Затем осуществите поворот коленвала так, чтобы поршень, который снимается, попал в НМТ (нижнюю мёртвую точку). Необходимо отвинтить две гайки крепления для снятия крышки шатуна.
12. Теперь снимаем крышку шатуна. В случае, когда демонтаж крышки осуществить сложно, можно предварительно стронуть её лёгкими ударами молотка. Может быть, что номер цилиндра на крышке будет незаметным, в таком случае следует промаркировать крышку номером цилиндра.
13. Используя ручку молотка, проталкиваем шатун внутрь цилиндра, затем осторожно вынимаем из цилиндра поршень с шатуном. В процессе нужно следить, чтобы нижней головкой шатуна не коснуться зеркала цилиндра, поскольку таким образом можно повредить его. Остальные поршни снимаем тем же способом.
14. Если нужно снять поршень с шатуна, то маркируем его номером цилиндра, чтобы при осуществлении их установки не перепутать. На шатуне так же, должен быть номер цилиндра: если его не видно, то маркируем и шатун.
16. Отвинчиваем болты (их 6), снимаем держатель заднего сальника коленвала и прокладку. Помните, что под головками болтов наличествуют пружинные шайбы.
17. С коленчатого вала, снимаем зубчатый шкив. В случае, когда в пазу колен вала шпонка сидит не плотно, обязательно её вынимаем, чтобы не потерялась.
18. Отвинчиваем шесть болтов, под головками которых наличествуют пружинные шайбы, и снимаем масляный насос и прокладку.
19. Осуществляем отвинчивание болтов крепления на пяти крышках (на каждой по 2 болта) коренных подшипников.
21. Снимаем коленвал автомобиля ВАЗ 2110.
22. Осуществляем снятие на средней опоре упорных полуколец коленвала.
23. Если не планируется замена вкладышей, то по мере снятия, вынимаем их из постелей блока и из крышек коренных подшипников.
24. На нерабочей стороне маркируем вкладыши относительно постелей и крышек.
25. При наличии необходимости в снятии опор двигателя и кронштейнов генератора, отвинчиваем болты (3 штуки) их крепления и снимаем подводящую трубу водяного насоса, отвинтив её крепление.
26. Снимаем поршневые кольца с использованием специального съёмника. Если нет такого приспособления, то снимаем кольца с поршня, разжав аккуратно замки колец.
27. Снимаем с поршня двигателя авто разжимную пружину маслосъёмного кольца.
28. Стопорные кольца, которые удерживают поршневой палец, снимаем с обеих сторон поршня. В бобышках поршня с целью удобства снятия колец предусмотрены выемки.
29. Используя подходящую оправку, выталкиваем палец из поршня, затем снимаем поршень с шатуна.
30. Из шатуна и его крышки вынимаем вкладыши. В случае, когда они остались на коленвале, снимаем их с вала. Если не требуется замена вкладышей, то по мере снятия маркируем их относительно номеров крышек и шатунов.
На этом процесс разборки двигателя ВАЗ 2110 завершён. Удачного завершения ремонта.
Подробный видео урок: сборка двигателя
Видео про капремонт ДВС ВАЗ:
Видео – сборка двигателя ВАЗ 2112:
Типы и конструкция опорных полуколец коленвала
Для снижения люфта коленвала используется два типа деталей:
Шайбы — это неразъемные кольца, которые монтируются в опору задней коренной шейки коленчатого вала. Полукольца — половины колец, которые монтируются на опору задней или одной из средних коренных шеек коленвала. Сегодня наибольшее применение находят полукольца, так как они обеспечивают наилучшее прилегание к упорным поверхностям коленвала и более равномерно изнашиваются, и удобны для монтажа/демонтажа. Кроме того, шайбы можно установить только на задней коренной шейке вала, а полукольца допускают монтаж на любой шейке.
Конструктивно полукольца и шайбы очень просты. Их основу составляет цельное бронзовое или штампованное стальное полукольцо/кольцо, на которое нанесено антифрикционное покрытие, снижающее трения об упорную поверхность на щеке вала. На антифрикционном слое выполняется две или более вертикальных (в некоторых случаях — радиальных) канавок для свободного пропуска масла. Также на кольце/полукольце могут быть предусмотрены отверстия и фиксирующие штифты различной формы, предотвращающие проворачивание детали.
Как выбрать и заменить полукольца коленчатого вала?
Со временем упорные полукольца, как и любые подшипники скольжения, изнашиваются, вследствие чего увеличивается осевой люфт коленвала. Рабочий люфт (зазор) коленчатого вала лежит в пределах 0,06-0,26 мм, максимальный — как правило, не должен превышать 0,35-0,4 мм. Большой люфт может стать причиной интенсивного износа деталей КШМ, выдавливания сальника коленвала, повышения расхода масла и падения мощностных характеристик мотора. Данный параметр измеряется с помощью специального индикатора, устанавливаемого на торец коленчатого вала. Если люфт превышает максимально допустимый, упорные полукольца необходимо заменить.
При выборе полуколец необходимо учитывать важный нюанс: износу подвергаются не только полукольца, но и упорные поверхности коленчатого вала. Поэтому в новых двигателях при увеличении зазора коленвала обычно приходится менять только изношенные полукольца — в этом случае необходимо приобретать детали номинального размера. А в двигателях с большим пробегом становится заметным износ упорных поверхностей коленвала — в этом случае необходимо приобретать упорные кольца ремонтного размера.
Осмотр, дефектовка и ремонт блока цилиндров, коленчатого вала и маховика ВАЗ-2109
После разборки тщательно очистите, промойте и просушите все детали.
Расточку и хонингование цилиндров обязательно проводите в специализированных мастерских.
Тщательно очистите с поверхностей блока цилиндров остатки старых уплотнительных прокладок.
Внимательно осмотрите блок, особенно в местах отверстий под болты крепления головки блока.
Если на блоке появились трещины, его надо заменить.
Проверьте герметичность рубашки охлаждения блока цилиндров.
Для этого заглушите отверстие под водяной насос и залейте керосин в рубашку охлаждения.
Если заметна течь керосина, значит блок не герметичен и его надо заменить.
Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер или замените блок цилиндров.
При дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.
Очистите нагар в верхней части цилиндров.
Если там образовался поясок вследствие износа цилиндров, снимите его шабером.
Предусмотрены два ремонтных размера цилиндров:
Первый ремонтный размер: диаметр цилиндров увеличен на 0,4 мм.
Второй ремонтный размер: диаметр увеличен на 0,8 мм.
Даже если дефекты обнаружены только в одном цилиндре, необходимо расточить все четыре цилиндра под один ремонтный размер.
Замерьте диаметры цилиндров в двух перпендикулярных плоскостях (вдоль и поперек блока цилиндров) и четырех поясах.
Если полученный результат хотя бы в одном цилиндре превышает номинальный более чем на 0,15 мм, надо расточить цилиндры под следующий ремонтный размер.
Для измерения цилиндров существует специальный прибор – нутромер.
Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала.
Номинальный зазор должен быть в пределах 0,026–0,073 мм. Предельно допустимый зазор составляет 0,15 мм.
Если полученный результат превышает 0,15 мм, коленчатый вал надо прошлифовать под следующий ремонтный размер и установить вкладыши соответствующего ремонтного размера.
Завод-изготовитель рекомендует проверять зазоры с помощью пластмассовой калиброванной проволоки следующим образом:
1). Тщательно очистите постели и крышки от масляных отложений.
2). Очистите шейки коленчатого вала и вкладыши подшипников.
3). Уложите коленчатый вал на постели коренных подшипников с установленными вкладышами.
4). Положите на шейки коленчатого вала обрезки калиброванной пластмассовой проволоки.
5). Установите крышки коренных подшипников с установленными в них вкладышами, заверните болты крепления крышек и затяните моментом 82 Нм (8,2 кгс·м), не проворачивая коленчатый вал.
6). Снимите крышки коренных подшипников. Зазор определяется по степени сплющивания проволоки с помощью шкалы, нанесенной на упаковку проволоки.
Тщательно прочистите и промойте масляные каналы коленчатого вала.
Если на коренных и шатунных шейках есть незначительные задиры, риски, царапины или износ шеек превышает 0,03 мм либо овальность шеек больше 0,03 мм, то нужно прошлифовать шейки до ближайшего ремонтного размера.
Затем отполируйте шейки и притупите острые кромки фасок масляных каналов абразивным конусом.
Промойте коленчатый вал и продуйте сжатым воздухом масляные каналы.
Овальность и конусность всех шеек не должна превышать 0,005 мм.
После шлифовки шеек установите вкладыши соответствующих ремонтных размеров. Если на коленчатом валу есть трещины, замените его.
Осмотрите вкладыши коренных подшипников. Если на них есть риски, задиры, отслоения, вкрапления твердых частиц и т.п., замените вкладыши
Основные размеры коленчатого вала даны на рисунке 9.
Коленчатый вал — литой, чугунный, пятиопорный.
Предусмотрена возможность перешлифовки шеек коленчатого вала при ремонте с уменьшением диаметра на 0,25; 0,5; 0,75 и 1 мм.
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами.
Они вставляются в гнезда блока цилиндров по обе стороны среднего коренного подшипника, причем с задней стороны ставится металлокерамическое полукольцо (желтое), а с передней стороны — сталеалюминевое.
Полукольца изготавливаются двух размеров — нормального и увеличенного по толщине на 0,127 мм.
Вкладыши подшипников коленчатого вала — тонкостенные, сталеалюминевые. Верхние вкладыши 1, 2, 4 и 5 опор коленчатого вала с канавкой на внутренней поверхности, а нижние вкладыши — без канавки.
Шатунные вкладыши (верхние и нижние) также без канавки. Ремонтные вкладыши изготавливаются увеличенной толщины под шейки коленчатого вала, уменьшенные на 0,25; 0,5; 0,75 и 1 мм.
Маховик — чугунный, литой, с напрессованным стальным зубчатым ободом для пуска двигателя стартером. Центрируется маховик цилиндрическим выступом на фланце коленчатого вала.
На задней плоскости маховика около зубчатого обода имеется установочная метка в виде конусной лунки. Она должна находиться против шатунной шейки четвертого цилиндра.
Осмотрите коленчатый вал. Трещины в любом месте коленчатого вала не допускаются.
На поверхностях, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
Установите коленчатый вал крайними коренными шейками на две призмы рисунок 7 и проверьте индикатором биение:
– коренных шеек и посадочной поверхности под ведущую шестерню масляного насоса (не более 0,03 мм);
– посадочной поверхности под маховик (не более 0,04 мм);
– посадочной поверхности под шкивы и поверхностей, сопрягающихся с сальниками (не более 0,05 мм).
Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек более 0,03 мм, а также, если на шейках есть задиры и риски.
Шлифуйте шейки с уменьшением диаметра до ближайшего ремонтного размера.
При шлифовании выдерживайте размеры галтелей шеек, аналогичные указанным на рисунке 6 для нормальных размеров коленчатого вала.
Овальность и конусность коренных и шатунных шеек после шлифования должна быть не более 0,005 мм.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм.
Для проверки установите вал крайними коренными шейками на призмы и выставьте вал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Затем индикатором проверьте смещение в вертикальном направлении шатунных шеек 2, 3 и 4 цилиндров относительно шатунной шейки 1-го цилиндра. Прошлифовав шейки, отполируйте их с помощью алмазной пасты или пасты ГОИ.
После шлифования и последующей доводки шеек удалите заглушки масляных каналов, а затем обработайте гнезда заглушек фрезой А. 94016/10, надетой на шпиндель А. 94016.
Тщательно промойте коленчатый вал и его каналы для удаления остатков абразива и продуйте сжатым воздухом. Оправкой А. 86010 запрессуйте новые заглушки и зачеканьте каждую в трех точках кернером.
На первой щеке коленчатого вала маркируйте величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
На вкладышах нельзя производить никаких подгоночных операций. При задирах, рисках, или отслоениях замените вкладыши новыми.
Зазор между вкладышами и шейками коленчатого вала проверяют расчетом (промерив детали). Удобно для проверки зазора пользоваться калиброванной пластмассовой проволокой.
В этом случае метод проверки следующий:
– тщательно очистите рабочие поверхности вкладышей и соответствующей шейки и положите отрезок пластмассовой проволоки на ее поверхность;
– установите на шейке шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затяните гайки или болты крепления.
Гайки шатунных болтов затягивайте моментом 51 Нм (5,2 кгс·м), а болты крепления крышек коренных подшипников моментом 80,4 Нм (8,2 кгс·м);
Для измерения зазора – снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора.
Номинальный расчетный зазор составляет 0,02–0,07 мм для шатунных и 0,026–0,073 мм для коренных шеек.
Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши.
При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины).
Упорные полукольца. Так же как и на вкладышах, на полукольцах нельзя производить никаких подгоночных операций.
При задирах, рисках или отслоениях заменяйте полукольца новыми. Полукольца заменяются также, если осевой зазор коленчатого вала превышает максимально допустимый – 0,35 мм.
Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06–0,26 мм.
Осевой зазор коленчатого вала проверяется с помощью индикатора
Проверьте состояние зубчатого обода и в случае повреждения зубьев замените маховик.
Если маховик имеет цвета побежалости на поверхности 3 необходимо проверить натяг обода на маховике.
Обод не должен проворачиваться при крутящем моменте 590 Нм (60 кгс·м) или сдвигаться в осевом направлении под усилием 3,9 кН (400 кгс).
На поверхности 1 маховика, прилегающей к фланцу коленчатого вала, и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры.
Допуск неплоскостности поверхности 3 составляет 0,06 мм. Царапины и задиры на поверхности 3 удалите проточкой, снимая слой металла толщиной не более 1 мм.
При этом проточите также и поверхность 2, не затрагивая зубчатый обод и выдерживая размер (0,5 ±0,1) мм.
При проточке необходимо обеспечить параллельность поверхностей 2 и 3 относительно поверхности 1.
Допуск непараллельности 0,1 мм. Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, и проверьте биение плоскостей 2 и 3.
В местах, указанных стрелками на рисунке 10, индикатор не должен показывать биений, превышающих 0,1 мм.



