ВИДЫ ПРОИЗВОДСТВЕННОГО ПООПЕРАЦИОННОГО КОНТРОЛЯ
Для обеспечения высокого качества продукции необходимо осуществлять систематический контроль на всех этапах производственного процесса.
Основные задачи производственного контроля: контроль качества поступающего на предприятие сырья, материалов и топлива с отбором проб и проведением лабораторного анализа;
Контроль и обеспечение строгого выполнения технологических требований на каждой операции производственного процесса в соответствии с установленными режимами, инструкциями и тех-нологическими картами;
Контроль качества и комплектации выпускаемой предприятием продукции, соответствие ее чертежам, стандартам и техническим условиям.
Пооперационный контроль производства возлагается на цеховой технический персонал, который должен отвечать за соблюдение технологических требований. Контроль качества материалов, бетонных смесей и бетона в готовых изделиях осуществляется заводской лабораторией. Отдел технического контроля предприятия (ОТК) контролирует качество и производит приемку готовой продукции, периодически проверяет соответствие технологии производства техническим условиям и установленным режимам.
Осуществляемая ОТК работа по контролю качества продукции не освобождает начальников цехов и мастеров предприятия от ответственности за выпуск недоброкачественной или некомплектной продукции и несоблюдение технологических требований.
При правильной постановке пооперационного контроля должны быть созданы условия выполнения производственного процесса, гарантирующие высокое качество изготовляемой продукции. Позиции пооперационного контроля и содержание контроля на каждой позиции должны быть отражены в технологичо-
Ских картах и технических условиях применительно к каждому виду изделия.
Примерный перечень основных видов производственного контроля по этапам технологического процесса приведен в табл. 26.
Общая характеристика производственного контроля
Этапы производственного процесса
Заготовка сырья и материалов
Бетонная смесь Арматурные каркасы
Правильность дозирования; определение подвижности Проверка размеров каркасов, размеров сечений и марки стали; испытание сварных соединений
Подготовка форм для изделий
Укладка арматурных каркасов
Натяжение арматуры Отпуск натяжения арматуры Укладка и уплотнение бетонной смеси
Проверка правильности положения каркаса в форме Степень напряжения Заанкеривание концов арматуры в бетоне Степень уплотнения; качество открытых поверхностей изделий; формование контрольных кубов
Тепловая обработка изделий
Режим тепловой обработки изделий
Контроль температуры, влажности и продолжительности процесса
Осмотр изделий и выдача их на склад
Внешний осмотр изделий и проверка их размеров; физические методы контроля прочности бетона
Проверка цемента состоит в контрольных испытаниях каждой поступающей на предприятие партии и в повторных испытаниях в случае хранения его больше трех месяцев. При повторных испытаниях ограничиваются проверкой сроков схватывания и пределов прочности цементного раствора. До получения, результатов лабораторных испытаний цемент нельзя выдавать на производство.
Химические добавки проверяются только при отсутствии на них заводского паспорта, но необходимо следить за целостью тары, обеспечивающей чистоту добавок.
Контроль качества заполнителей состоим в проверке гранулометрического состава и наличия примесей в каждой поступающей на производство партии заполнителей.
Контрольные испытания арматурной стали проводят при отсутствии на нее заводского сертификата. От партии стали (весом до 20 Т) отбирают 9 образцов. 3 из них испытывают на растяжение для определения предела текучести и предела прочности, 3 — на загиб в холодном состоянии и 3 — на свариваемость.
Контроль производства бетонной смеси состоит из проверки правильности дозирования компонентов бетона, продолжительности перемешивания материалов и определения. подвижности бетонной смеси. В зимнее время, кроме того,
контролируется температура подогретой бетонной смеси при выходе ее нз бетономешалки и при укладке в формы.
Контроль правильности дозирования бетонной смеси на большинстве заводов обеспечивается применением автоматизированных дозаторов, имеющих устройства для сигнализации при нарушении заданного режима. Продолжительность перемешивания бетонной смеси контролируется по специальным часам или регламентируется автоматическими приборами.
Большое значение имеет контроль подвижности бетонной смеси, осуществляемый измерением осадки стандартного конуса (для пластичных смесей) или определением жесткости смеси на техническом вискозиметре (для жестких смесей). В последнее время предложен автоматический способ непрерывного определения подвижности бетонной смеси по величине мощности, затрачиваемой электродвигателем на вращение стального цилиндра с постоянной скоростью в контролируемой массе, одновременно цилиндр используется в качестве датчика для регулирования количества воды, подаваемой в бетономешалку.
Контроль производства арматурных каркасов состоит в проверке правильности режимов сварки, качества и прочности сварных соединений, в осмотре и обмере сварных стоек и каркасов. Одновременно проверяются марка стали, число и диаметр стержней, а также их взаимное расположение.
Приемка каркасов и сеток может производиться поштучно или выборочно (партиями) в зависимости от степени механизации арматурного цеха. Соответствующие указания должны содержаться в технологических правилах предприятия.
Если при приемке партии Число стержней или их диаметры не будут соответствовать проекту хотя бы в одном из арматурных каркасов, приемка всех каркасов этой партии производится поштучно.
Контроль производства железобетонных изделий заключается в проверке размеров форм, надлежащей их очистке и смазке, правильности расположения арматурного каркаса в форме и, наконец, в проверке степени уплотнения бетонной смеси. При этом необходимо проверять крепление форм к виброплощадке, соблюдать режим и продолжительность вибрирования. Контроль на этом этапе производства имеет особое значение, так как соблюдение точных размеров изделия и надлежащее уплотнение бетонной смеси являются основными факторами, обеспечивающими высокое качество изделий.
Контроль тепловой обработки изделий на многих предприятиях осуществляется, посредством автоматических устройств. На некоторых предприятиях температуру и влажность в пропарочных камерах контролируют самопишущими приборами—’термографами и психрографами. При отсутствии термографов применяют термометры сопротивления или удли-
На заводах бетона и железобетонных изделий применяется различная. автоматическая аппаратур-а для контроля и регулирования производственного процесса. В зависимости от мощности предприятия степень автоматизации может быть различной. Приборами автоматики решается ряд задач:
Дистанционное управление работой машин, пуск и остановка электродвигателей в соответствии с технологией производства;
Регулирование продолжительности цикла работы машин, регулирование рабочих скоростей и производительности машин;
Контроль и регулирование процесса термообработки изделий;
Блокировка элементов механических устройств для предотвращения неправильной работы, защита от повреждений и перегрузок;
Сигнализация о состоянии технологического процесса, учет работы машин.
Ряд новых приборов для автоматического контроля технологических процессов предложен в последнее время. Один из таких приборов — плотномер, предназначен для определения степени уплотнения бетона.
Сущность контроля основана на изменении омического сопротивления бетонной смеси при уплотнении. Для удобства эксплуатации предусмотрено питание прибора от батарей, постоянный ток которых преобразуется в ток частотой 50 Гц.
На многих заводах осуществляется автоматизация укладки бетона в формы, навивка предварительно напряженной арматуры, изготовление широких сеток и каркасов колонн. Надежно работают автоматические линии по изготовлению пустотных настилов. Автоматизируется открывание и закрывание форм в конвейерном и кассетном производстве.
Производство сборного железобетона непрерывно расширяется, поэтому применение комплексной механизации, быстрейшая автоматизация процессов производства являются чрезвычайно важными задачами.
2.4. ОПЕРАЦИОННЫЙ КОНТРОЛЬ
Операционный (или промежуточный) контроль осуществляется на строительных площадках в процессе выполнения производственных операций или строительных процессов и должен обеспечивать своевременное выявление дефектов, причин их возникновения и принятие м по их устранению и предупреждению.
Состав и содержание операционного контроля регламентируется указаниями РСН-73. Эти знания устанавливают общий порядок проведения контроля выполнения строительно-монтажных и специальных работ при возведении зданий и сооружений различного назначения. Задача операционного контроля заключается в обеспечении соответствия выполняемых строительно-монтажных и специальных работ проекту и требованиям нормативных документа (СНиП, ГОСТ, ОСТ и т. п.), а также в повышении ответственности непосредственно исполнителей за качество производимых работ.
Промежуточный контроль проводится по схемам операционного контроля (СОКК).
Схема операционного контроля качества должна содержать:
■ эскиз конструкции с указанием на нем точки приложения контроля;
■ ссылку на нормативный документ и требования его к качеству данной конструкции;
■ допустимые отклонения по СНиП;
■ основные технические характеристики материала или конструкции (прочность, морозостойкость, огнестойкость и т. д.);
■ перечень операций, выполнение которых должно проверить с ссылкой на то, кто осуществляет данный контроль — мастер, прораб);
■ сроки (этапы) проведения;
■ перечень операций, контролируемых при участии строительной лаборатории, геодезической службы, а также специалистов отдельных видов работ. При необходимости указываются операции, требующие специальных испытаний (систем, узлов и т. д.);
■ перечень скрытых работ, подлежащих сдаче представителю технического надзора заказчика (примеры оформления и содержания схемы операционного контроля приведены в приложениях 2 и 3)..
Организация операционного контроля и проверка его выполнения возлагается обычно на главных инженеров предприятий, которые обязаны обеспечить инструктаж линейного инженерно- технического персонала (до начала работ) о порядке проведения операционного контроля с соответствующей записью в журнале работ по строительству объекта. Прорабы (мастера), производящие операционный контроль работ, должны заполнять специальные статистические контрольные карты, в которых отражается выполненная операция с нарушением нормативных требований и не принятая с первого предъявления. Выявление в ходе операционного контроля дефекты, отклонения от проекта, ГОСТа, ОСТа быть устранены до начала выполнения последующих операций.
МОНТАЖ БЛОКОВ СТЕН ПОДЗЕМНОЙ ЧАСТИ ЗДАНИЙ
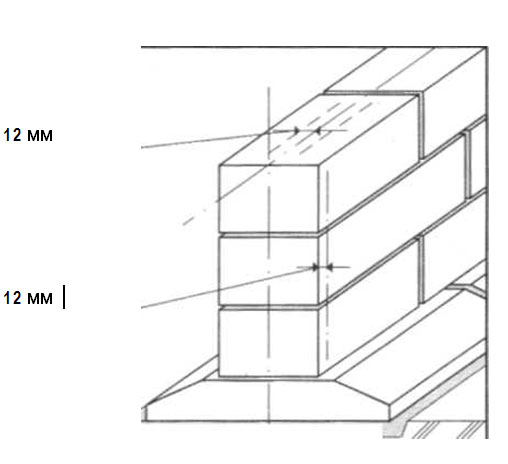
13.03.01—87 пп. 3.5, 3.6, табл. 12
— от совмещения установочных ориентиров блоков стен с рисками разбивочных осей — не более 12 мм;
— от вертикали верха плоскостей блоков стен —12 мм.
Марка раствора должна соответствовать проектной.
Подвижность раствора для устройства постели должна составлять 5—7 см.
Установку блоков стен следует выполнять с соблюдением перевязки.
Не допускается:
— применение раствора, процесс схватывания которого уже начался, а также восстановление его пластичности путем добавления воды;
— загрязнение опорных поверхностей.
Состав операций и средства контроля
| ЭТАПЫ РАБОТ | КОНТРОЛИРУЕМЫЕ ОПЕРАЦИИ | КОНТРОЛЬ (метод, объем) | ДОКУМЕНТАЦИЯ |
| Подготовительные работы | Проверить: — наличие документа о качестве; — качество поверхности и внешнего вида блоков, точность их геометрических размеров; — перенос основных осей фундаментов на обноску; — подготовку фундаментных блоков к монтажу, в том числе очистку опорных поверхностей от загрязнений и наледи | Визуальный Визуальный, Визуальный, каждый элемент | Паспорта на плиты и блокировки, общий журнал работ |
| Установка блоков | Контролировать: — установку фундаментных блоков, соответствие их положения в плане и по высоте требованиям проекта; — плотность примыкания подошвы фундаментных блоков к поверхности основания; — заполнение швов цементным раствором согласно требованиям проекта | Измерительный, каждый элемент То же | Общий журнал работ |
| Приемка — отклонение от вертикали плоскостей блоков стен; — отклонение осей фундаментных блоков относительно разбивочных осей; — заполнение швов между блоками раствором | Измерительный, каждый элемент Визуальный | Исполнительная геодезическая схема, акт приемки работ |
Контрольно-измерительный инструмент: нивелир, рулетка, линейка металлическая, отвес, правило.
Операционный контроль осуществляют: мастер (прораб), геодезист — в процессе выполнения работ. Приемочный контроль осуществляют: работник службы качества, мастер (прораб), представитель технадзора заказчика.
Требования я качеству применяемых конструкций
ГОСТ 13580-85*. Плиты железобетонные ленточных фундаментов. Технические условия. ГОСТ 13579-78*. Блоки бетонные для стен подвалов. Технические условия.
Категория поверхности; А7.
— св. 1000 до 1600 мм — ± 10 мм;
— св. 1600 до 3200 мм —±15 мм.
Допускаемые отклонения длины и ширины:
Отклонение положения монтажной петли над плоскостью плиты + 10…-5 мм. Отклонения положения закладных изделий:
— в плоскости плиты — 10 мм;
— из плоскости плиты — 3 мм.
Непрямолинейность верхней плоскости плиты в любом сечении на всей длине или ширине:
— свыше 1000 до 1600 мм — 3,0 мм;
— свыше 1600 до 3200 мм — 4,0 мм.
— на поверхности плит раковины диаметром более 20 мм или сколы ребер глубиной более 20 мм.
Допускаемые отклонения размеров блоков:
по ширине и высоте — ±8 мм;
— по размерам вырезов — ± 5 мм.
Отклонение от прямолинейности профиля поверхностей блока не должно превышать 3 мм на
всю длину и ширину блока.
Категория поверхностей блоков: A3, А5, А6 и А7.
При категории поверхности А7 требования по качеству поверхности блоков такие же, как и для плит.
— трещины, за исключением местных, поверхностных, усадочных шириной не более 0,1 мм;
— обнажение арматуры, за исключением выпусков.
Указания по производству работ СНиП 3.03.01—87 пп. 3.9,3.11
Монтаж конструкций фундаментов разрешается производить только после выполнения всего комплекса земляных работ, разбивки осей и устройства основания. До начала монтажа на верхних обрезах фундаментных плит и блоков и у их оснований должны быть нанесены несмываемой краской риски, фиксирующие положение осей плит и блоков, Опорные поверхности плит и блоков должны быть очищены от загрязнения. Установку блоков стен следует производить, начиная с установки маячных блоков в углах здании и на пересечении осей. Маячные блоки устанавливают, совмещая их осевые риски с рисками разбивочных осей по двум взаимно перпендикулярным направлениям. К установке рядовых блоков следует приступать после выверки положения маячных блоков в плане и по высоте.
Рядовые блоки следует устанавливать, ориентируя низ по обрезу блоков нижнего ряда, верх — по разбивочной оси. Блоки наружных стен, устанавливаемые ниже уровня грунта, необходимо выравнивать по внутренней стороне стены, а выше — по наружной. Вертикальные и горизонтальные швы должны быть заполнены раствором и расшиты с двух сторон.
МОНТАЖ БАЛКОННЫХ ПЛИТ И ПЕРЕМЫЧЕК
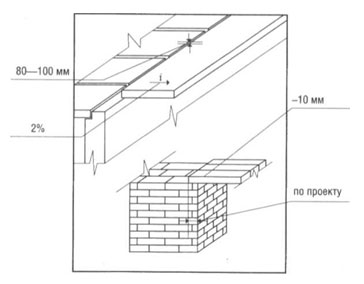
СНиП 3.03.01—87 пп. 3.5, 3.6, табл. 12
Балконные плиты:
— разность уровней плоскости плиты балкона и пола помещения должна быть не более 80—1000 мм;
— уклон балконной плиты от наружной стены — 2%.
— допускаемые отклонения отметок опорных поверхностей стены —10 мм;
— величина опирания перемычек на стены — по проекту;
— боковая поверхность перемычек не должна выходить за плоскость стены.
Требования к качеству применяемых материалов
ГОСТ 25697-83*. Плиты балконов и лоджий железобетонные. Общие технические условия. ГОСТ 948-84. Перемычки железобетонные для зданий с кирпичными стенами. Технические условия.
Состав операций и средства контроля
| ЭТАПЫ РАБОТ | КОНТРОЛИРУЕМЫЕ ОПЕРАЦИИ | КОНТРОЛЬ (метод, объем) | ДОКУМЕНТАЦИЯ |
| Подготовительные работы | Проверить: — наличие документа о качестве; точность геометрических параметров, внешний вид плит, перемычек; — наличие разметки, определяющей проектные положения плит и перемычек | Визуальный Визуальный, измерительный каждый элемент Тоже | Паспорта (сертификаты), общий журнал работ |
| Монтаж балконных плит | Контролировать: — установку балконных плит в проектное положение; — качество выполнения сварочных работ; — монтаж железобетонных перемычек в проектное положение | Измерительный, каждый элемент Визуальный, измерительный Измерительный, каждый элемент | Общий журнал работ, журнал сварочных работ |
| Приемка выполненных работ | Проверить: — фактическое положение смонтированных плит и перемычек; — качество выполненных сварочных соединений, замоноличивания стыков; — внешний вид элементов | Измерительный Технический осмотр Визуальный | Акт освидетельствования (приемки) выполненных работ |
Контрольно-измерительный инструмент: рулетка металлическая, линейка металлическая, отвес, нивелир, уровень.
Операционный контроль осуществляют: мастер (прораб), инженер (лаборант) — в процессе работ.
Приемочный контроль осуществляют: работники службы качества, мастер (прораб), представители технадзора заказчика.
| НАИМЕНОВАНИЯ ОТКЛОНЕНИЯ | НАИМЕНОВАНИЕ | ПРЕДЕЛЬНОЕ |
| ОТ ГЕОМЕТРИЧЕСКОГО параметра | геометрического параметра | ОТКЛОНЕНИЕ, мм |
| Отклонение от линейного размера | Длина изделий, мм: | |
| до 2500 | ±6 | |
| св. 2500 до 4000 | ±8 | |
| св. 4000 | ±10 | |
| Ширина и высота | ±5 | |
| ОТКЛОНЕНИЕ положения закладных | Положение закладных деталей: | |
| деталей | в плоскости | 3 |
| из плоскости | 5 | |
| Отклонение от прямолинейности | Прямолинейность лицевой поверхности | |
| по длине | ±3 |
Перемычки железобетонные допускается изготовлять с технологическим уклоном боковых и торцевых граней. Размеры нижней грани перемычки могут быть меньше соответствующих размеров верхней грани:
— по ширине — до 8 мм.
Значения действительных отклонений геометрических параметров перемычек и балконных плит не должны превышать предельных, указанных в таблице.
На лицевых поверхностях железобетонных изделий не допускаются жировые и ржавые пятна. Маркировочные надписи и знаки наносятся на торцевой стороне перемычки, а на балконной плите — на торцевой стороне, скрываемой в стене. Маркировочная надпись должна содержать:
— краткое наименование предприятия-изготовителя;
— величину массы изделия.
Указания по производству работ
СНиП 3.03.01—87 пп. 2.112, 3.4
Балконные плиты и перемычки монтируются одновременно с возведением наружных стен. Опорные части кладки под сборные железобетонные конструкции должны выполняться из целого кирпича тычковыми рядами.
При монтаже балконных плит необходимо выполнять временные крепления в виде подпорок из бруса. Сразу же необходимо выполнить постоянное крепление в соответствии с требованиями проекта. Металлические закладные детали, скрываемые в кладке, подлежат защите антикоррозионным покрытием.
На сварку арматуры, закладных частей и на заделку балконных плит должны составляться акты освидетельствования скрытых работ.
Большая Энциклопедия Нефти и Газа
Пооперационный контроль
Пооперационный контроль осуществляют с целью оценки качества проводимой операции. Сюда относятся операции по контролю качества полупроводниковых и пленочных структур, полученных после различных операций, в частности, качества очистки, эпитаксиального наращивания, окисления, диффузии, металлизации, напыления, фотолитографии, разделения, монтажа и др. Пооперационный контроль проводят либо после выполнения, либо в ходе технологической операции, причем в качестве контролируемых объектов используют как изготовленные структуры, так и технологические режимы и среды. [1]
Пооперационный контроль имеет большое значение в обеспечении необходимого качества изготовления объектов Котлонадзора и охватывает контроль правильности выполнения всех технологических операций, начиная от запуска материалов в производство и кончая изготовлением объекта. [2]
Пооперационный контроль начинается с проверки соответствия материала свариваемых элементов проекту путем стилоскопирования. Затем контролируют качество подготовки труб и деталей под сварку. В процессе выполнения сварочных работ необходимо обращать внимание на режим сварки, порядок наложения отдельных слоев и их форму. После нанесения очередного слоя требуется проводить тщательную зачистку от шлака. Необходимо наблюдать, чтобы не было оставлено надрывов, пор, трещин и других видимых дефектов при наложении очередных слоев. После выполнения сварочных работ требуется проконтролировать режим термической обработки. [4]
Пооперационный контроль должен проводиться инженерно-техническим работником, ответственным за сварку, или под его наблюдением. [5]
Пооперационный контроль охватывает проверку технологических процессов подготовки к сварке и наплавке, контроль сборки, сварки и наплавки, операции подогрева и термической обработки. [6]
Пооперационный контроль должен состоять в проверке правильности сборки и сварки стыков. [7]
Пооперационный контроль включает проверку правильности выполнения всех операций технологического процесса. [8]
Пооперационный контроль должен проводиться инженерно-техническим работником, ответственным за сварку, или под его наблюдением. [10]
Пооперационный контроль заключается в проверке соответствия производственных операций требованиям технологической документации. Объектами проверки при этом являются технологические параметры процесса. Пооперационный контроль можно считать профилактическим, так как он позволяет предотвратить брак продукции в процессе переработки исходного сырья. [11]
Пооперационный контроль состоят из контроля качества сборки под сварку и прихватку и из контроля технологии сварки. [12]
Пооперационный контроль при электроконтактной сварке состоит из систематической проверки качества подготовки труб к сварки ( цилиндричность, прямолинейность и др.), центровки труб в сварочной головке, сварочного режима ( напряжение, сила тока, давление сжатия, величина осадки и др.) и качества удаления внутреннего и наружного гратов. Пооперационный контроль должен выполняться в соответствии с требованиями технических условий на производство и приемку строительных и монтажных работ Госстроя СССР ( раздел XII) и правил проектирования и сооружения магистральных газопроводов Глав-газа СССР. [13]
Пооперационный контроль должен проводиться специально выделенными инженерно-техническими работниками. [14]
Пооперационный контроль состоит из контроля качества сборки под сварку и технологии сварки. [15]



