Особенности сварки порошковой проволокой
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».

Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Основная информация
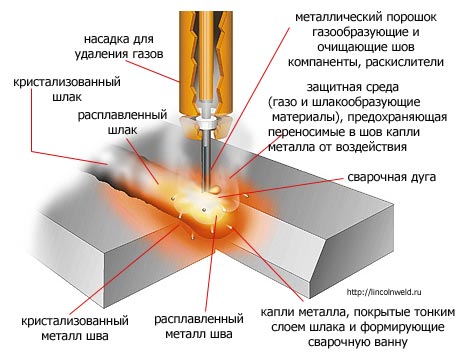
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
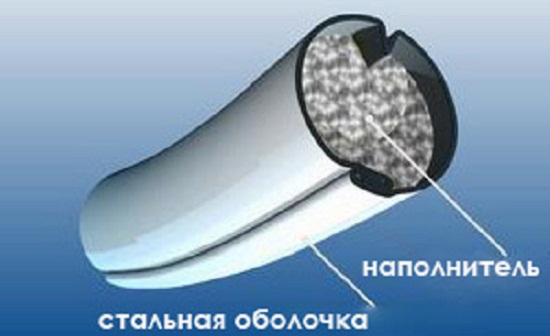
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.

Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
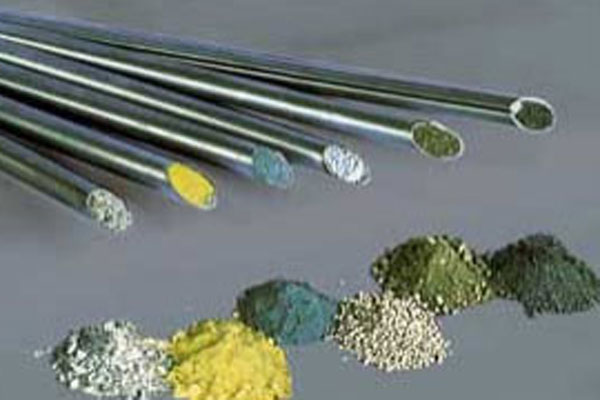
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
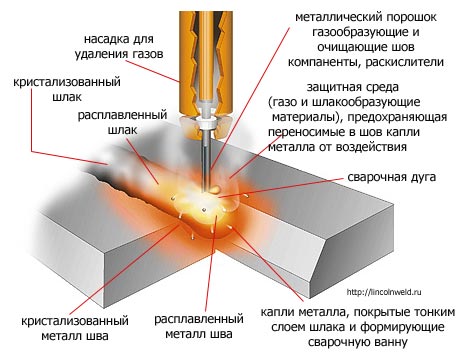
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.

Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
Порошковая сварка
В настоящее время имеется масса сварочных устройств, работа которых основана на разных принципах. У каждой технологии имеются свои достоинства и недостатки. К тому же иногда возникают ситуации, когда подходит определенный тип сварки. Наиболее популярной является порошковая сварка со специальной проволоки.
Сварка порошковой проволокой
Порошковая проволока, используемая для дуговой сварки – это трубка, где внутренняя часть наполнена металлическим порошком и флюсом. В основу материала входит металлическая лента, обрабатываемая по технологии холодной формовки и заполняемая смесью флюса с порошком. На завершительном этапе производства порошковая проволока растягивается до необходимых параметров.
Порошковая проволока, используемая для сварки без газа, цена которой доступна, классифицируется по назначению, способу используемой защиты, технологии сварки порошковой проволокой в разных пространственных положениях и механическим свойствам. Применяется сварка порошковой проволокой в монтаже низколегированной и низкоуглеродистой стали. Также материал может подразделяться по условиям использования (для простой или специальной сварки – под водой, с принудительным выполнением шва, монтажа арматуры и пр.).
Требования к расходным материалам и их преимущества
Проволока порошковая, используемая для дуговой сварки, производится в соответствии с основными требованиями:
Такие требования являются основными параметрами для сварочных материалов, определяют использование порошковой проволоки при сваривании стали в разных условиях.

Сварка порошковой стали способствует решению проблем строительства и производства, повышает производительность процесса, снижает трудоемкость ручной очистки изделий от брызг. По типу использования и защите от внешних факторов, проволока бывает газо- и самозащитной.
Сварка самозащитной порошковой проволокой
Газозащитная проволока применяется в порошковой сварке полуавтоматом и автоматом для соединения низколегированных и углеродистых сталей в углекислом газе или его сочетании с аргоном. Для этого материала характерной является порошковая сварка с высокой проплавкой, обеспечивающая его использование в производстве нахлестов, стыков и углов за 1 или несколько подходов в автоматическом или полуавтоматическом режиме. Сварка порошковой проволокой в среде с газом характеризуется низким разбрызгиванием, стабильным переносом струи, быстрым отделением корки, стойкостью к появлению шлака и пор.

Условно проволоки подразделяются на следующие виды:

Порошковая сварка с помощью газозащитной проволоки способствует получению хорошей формы шва и низкого разбрызгивания. Также расходный материал отличается от остальных видов высоким коэффициентом наплавления, оперативностью ведения шва и малым дымлением.
Самозащитная порошковая проволока представляет собой вывернутый электрод. Сварка самозащитной порошковой проволокой может проводиться в ветреную погоду, при экстремальных температурах или на открытом воздухе. В состав сердечника входят диоксидирующие, шлакообразующие и защитные присадки, что исключает использование флюса и газа. Таким образом, проводится сварка порошковой проволокой без газа.
К достоинствам самозащитной проволоки относят следующее:
Проволоки классифицируются по общему назначению, могут применяться для соединения труб или металлоконструкций и пр.
Техника производства порошковой проволоки
В порошковой проволоке внутренний сердечник – шихта должен выполняться из определенных компонентов, подобранных по грануляции и химическому составу. Поставка некоторых материалов (глинозем, крахмал, флюоритовый концентрат, рутиловый концентрат, железный порошок, кремнефтористый натрий и пр.) осуществляется в порошках, которые должны просеиваться и просушиваться. Готовый состав отправляется на участок наполнения проволоки.
Состоит порошковая проволока из внешнего покрытия и сердечника. Для внешнего слоя используется неполированная холоднокатаная лента, выполняемая из низкоуглеродистой стали. В производственной технологии проволоки указанного диаметра определяется ширина и толщина ленты. Реализуется лента со специальной смазкой в виде кругов или рулонов с внутренним диаметром от 15 см, перед использованием очищается от грязи и масел. Для очистки ленты применяется химический и механический ультразвук. При механической очистке лента проходит через барабаны с венской известью, обезжириваясь.
Порошковая проволока часто используется в создании металлургических комплексов, реакторных корпусов на атомных электростанциях, в изготовлении больших емкостей, тяжелых кранов, угольных комбайнов, строительной и сельскохозяйственной техники. Производство сплошной проволоки легированного и высоколегированного типа является затратным процессом, поэтому оно осуществляется на крупных метизных предприятиях.
Изготовление высоколегированных электродов для механизированного наплавления осуществляется из порошковой проволоки, состоящей из покрытия и порошкового сердечника (смеси карбидов, металлов, боридов, сплавов железа). Для выполнения самозащитной проволоки в сердечник добавляются шлако- и газообразующие составы, после чего осуществляется сварка порошковой проволокой без газа.
Часто люди принимают решение купить порошковую проволоку, которую применяют для сварки со следующими характеристиками: диаметром 3,6 мм (для наплавления флюсом) и размером 0,2-0,3 см (для соединения открытой дугой).

Особенности дуговой сварки
Дуговая техника сварки порошковыми проволоками применяется часто, так как у нее имеется много достоинств. К примеру, проведение сварочных работ с флюсом может быть осложнено точным направлением электрода в необходимую точку. Также надо контролировать формирование шва. Такие сложности часто появляются, если осуществляется порошковая сварка полуавтоматом. Но затруднительной будет сварка порошковой проволокой в защитном газе, так как возможно нарушение защиты из-за сквозняков или засорение сопел, подающих газ.
В этом случае оптимальным вариантом считается сварка порошковой стали без газа и флюса, где не нужен баллон, редукторы, шланги, флюсовая арматура. Потребуется лишь направление электрода в разделку и контроль формирования сварочного шва.
Расплавка порошковой проволоки будет происходить так же, как и было заложено при ее изготовлении. Конструкция материала является основополагающим фактором при его расплавке дугой. Внутри металлической оболочки находится около 70% неметаллических материалов, из-за чего сопротивляемость к току у сердечника будет намного выше, чем у внешнего слоя. Из-за этого металлическое покрытие расплавляется быстрее. Сердечник расплавляется в результате теплового излучения от дуги и теплопередачи от нагретого металла. В результате при сварочных работах внутренний материал будет соприкасаться с ванной расплавленного металла, и поступать в него нерасплавленным.
Технология сварочных работ с применением порошковой проволоки
В основном сварка порошковой проволокой гост выполняется на шланговом полуавтомате. Поэтому человек должен постоянно следить за качеством сварного шва. Технология сварки порошковых металлов и соединения углов и стыков почти не отличается от соединения деталей в защитном газе.
Но у сварки порошковой проволокой есть некоторые особенности – на поверхности сварного шва появляется шлак, который может попадать в зазор между парой кромок спереди сварочной ванны.
Если работы выполняются поэтапно, то перед каждым началом сварки нужно зачищать от шлаков полученный шов. Но у такого процесса, как сварка порошковой проволокой, отзывы пользователей отмечают некоторые недостатки. У самого материала прочность не очень высокая, из-за чего требуется автоматическая подача проволоки с ограниченным сжатием подающими роликами.
При использовании обычной порошковой проволоки диаметром от 2,6 мм, нужно применять дугу с высоким током (для постоянного горения). Поэтому материалом можно пользоваться в нижнем положении и иногда – в вертикальном. Подобное ограничение можно объяснить большим объемом сварочной ванны и образованием на поверхности текучих шлаков.
Следующий недостаток метода основан на вероятности появления пор в сварочном шве (из-за наличия неравномерного заполнения и пустот в пространстве металлической оболочки). В этом случае следует подбирать режимы сварки порошковой проволокой в углекислом газе. Это значительно сократит риск появления пор в сварных швах. Следует учитывать, что от состава наполнителя в основном материале будет зависеть выбор нескольких параметров (тип и полярность сварки порошковой проволокой).
При применении порошковой проволоки в дуговой сварке, цена которой оптимальна, можно пользоваться током высокой плотности (200 А/мм2). Это позволяет плавить много металла и способствует повышению производительности (до 10-11 кг/час) при силе тока 400-500 А. При этом получаются материалы, химический состав которых не удается повторить в обычной промышленности.
Сварка порошковой проволокой (FCAW)
Содержание
Что такое порошковая проволока?
Порошковая проволока представляет собой трубку из металла, заполненную порошком (флюсом).

Каждый тип порошковой проволоки имеет свой состав флюса. Через флюс можно изменять характеристики дуги и переноса электродного металла, а также металлургические особенности формирование сварного шва. Благодаря этому удалось преодолеть некоторые недостатки, свойственные процессу сварки MIG и MAG. Так, например, порошковая проволока позволяет вводить через флюс в металл шва легирующие элементы, что нельзя сделать в случае использования проволоки сплошного сечения, из-за ухудшения характера волочения.
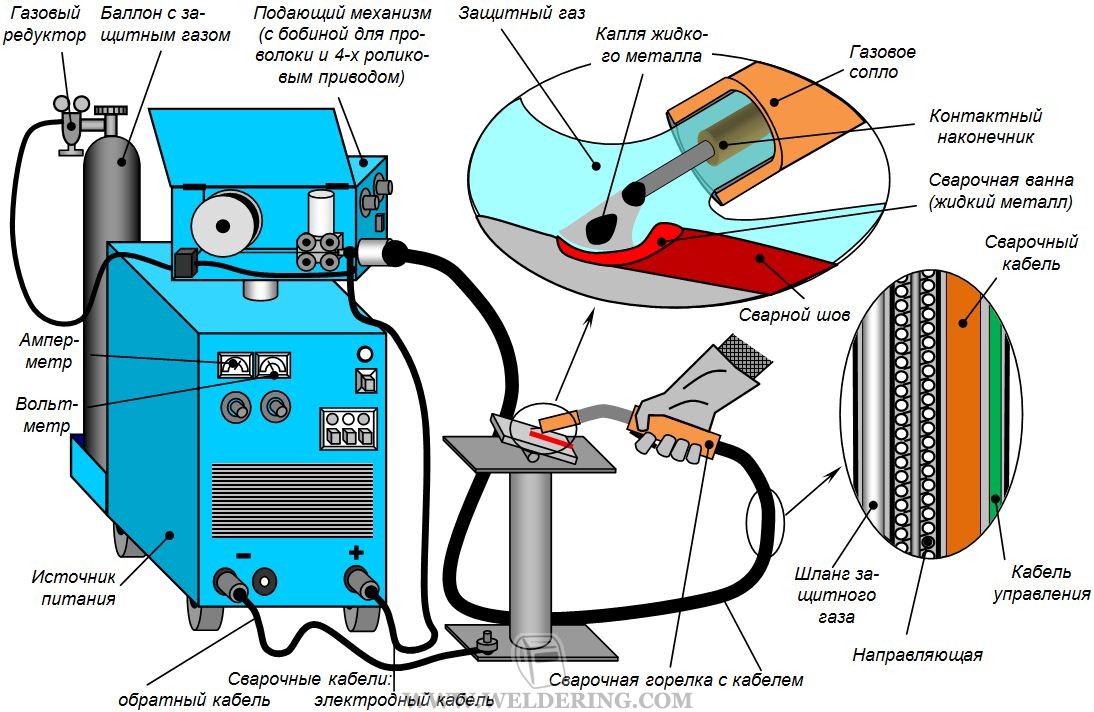
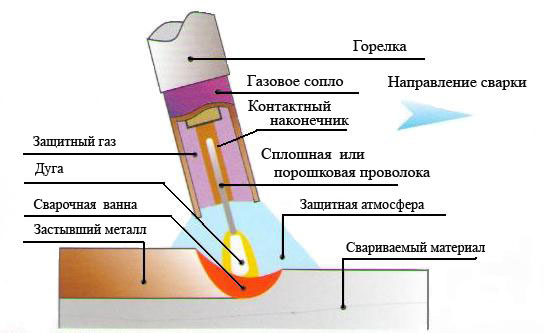
В действительности это всего лишь особая разновидность процесса полуавтоматической сварки. Поэтому для нее характерны те же особенности, что и для других процессов сварки в защитных газах, так как она также нуждается в эффективной газовой защите. Например, требование поддерживать минимальное расстояние между газовым соплом и изделием также действительно и для сварки порошковой проволокой (FCAW). Необходимо предпринимать меры против сквозняков от открытых дверей и окон, так как они могут отдувать защитный газ в сторону. Тоже самое касается потоков воздуха от вентиляционных систем и даже от воздушных систем охлаждения сварочного аппарата.
Функции флюса сердечника порошковой проволоки
Состав флюса разрабатывается согласно области применения порошковой проволоки. Основной функцией флюса является очистка металла шва от таких газов как кислород и азот, которые оказывают отрицательное влияние на механические свойства сварного шва. Для того чтобы снизить содержание кислорода и азота в металле шва во флюс проволоки добавляют кремний и марганец, которые являются раскислителями, а также способствуют улучшению механических свойств металла. Такие элементы как кальций, калий и натрий вводятся во флюс с целью придания шлаку свойств, способствующих улучшению защиты расплавленного металла от воздействия атмосферного воздуха при кристаллизации металла.
Кроме того, шлак обеспечивает:
Кроме того, калий и натрий способствуют получению более мягкой (стабильной) дуги и снижают разбрызгивание.
Легирование металла шва через флюс является более предпочтительным по сравнению с легированием металла шва через проволоку сплошного сечения. Вводить в сердечник порошковой проволоки легирующие компоненты технически проще и дешевле, чем изготавливать проволоку сплошного сечения из легированного металла. Обычно используются следующие легирующие элементы: молибден, хром, никель, углерод, марганец и др. Добавка этих элементов в металл шва повышает его прочность и пластичность, и в то же время, предел текучести, а также улучшает свариваемость металла.
Состав флюса определяет будет ли порошковая проволока рутилового или основного типа (также как и в случае с покрытыми электродами).
Применяются также порошковые проволоки с повышенным содержанием металлического порошка (металл–корд). Во флюсе порошковых проволок этого типа содержится большое количество железного порошка, а также добавки кремния и марганца. Некоторые проволоки содержат также до 2% никеля, который повышает ударную вязкость при низких температурах.
Порошковые проволоки типа металл–корд применяются для сварки полуавтоматом стыковых и угловых швов во всех пространственных положениях. Они обеспечивают высокую производительность наплавки. Сварной шов имеет гладкую поверхность и не покрыт шлаком, а это означает, что можно выполнять несколько проходов без предварительной очистки предыдущего валика.
Применение сварки порошковой проволокой
В настоящее время сварка порошковой проволокой (FCAW) применяется там, где раньше использовались покрытые электроды, например, в кораблестроении и других отраслях тяжелого машиностроения применительно к толщинам более 1,5 мм изделий из обычных низкоуглеродистых, жаростойких, коррозионностойких и нержавеющих сталей.
Достоинства сварки порошковой проволокой
Сварка порошковой проволокой характеризуется следующими достоинствами:
Недостатки сварки порошковой проволоки
Некоторые из недостатков сварки порошковой проволокой представлены ниже:
Процесс сваривания изделий с помощью порошковой проволоки

На самом деле, что квалифицированные специалисты на крупных заводах, что домашние мастера-любители зачастую пользуются полуавтоматическим оборудование.
Ведь оно оптимальное по качеству сварки, аккуратности шва, и главное, долговечности.
Актуальность
Также нам не нужно без конца бегать с целью поменять снова закончившийся электрод на новый, если предстоять запаять длинный шов. Ведь в полуавтоматических установках проволока поступает самостоятельно и равномерно.
И качество конечного результата совсем иное, нежели при роботе с электродами. Но конечно всегда есть оговорка.
Все осведомлены, что сварка с полуавтоматом невозможна без тяжеленного, громоздкого баллона с газов, что вполне может весить как мужчина средней комплекции.
Так что при роботе просто неба вы должны тащить эту железную тушу за собой, ведь варить вы точно не будете на одном квадратном метре. Так что комплект с баллона и полуавтомата сильно усложняет перемещение.
Конечно вы можете использовать шланг, но он стоит далеко не копейки. Так что в такие времена на помощь приходит метод порошковой сварки (FCAW), оно делает роботу подобной к среде защитных газов, но баллон при этом не нужен.
Вам интересно, как это может быть? Действительно ли так можно, и в чем механизм такой сварки. В чем преимущества и недостатки давайте попробуем поговорить об этом?
Общие сведения
Начнем разбираться чем же хорош способ сварки порошковой проволоки без использования газа.
Конечно везде есть свои нюансы, например, когда вы используете этот метод то электрическая дуга делает шов, и вся опасность в том, что может попасть воздуха, а это конечно плохо повлияет на качество и прочность шва.
Но мы может и избежать таких проблем просто защитив участок сварки от не приятного влияния атмосферы. И опять вернемся к нашим баллонам с газом, мы можем их использовать, но это сделает процесс долгим и не удобным.
Для таких ситуаций мы и воспользуемся сваркой с помощью полуавтомата и порошковой проволоки, где нам не будет нужен газ.
Дуговая сварка порошком достаточно отличается от газовой. Содержание такого материала совсем иное, порошковая проволока пустотелая, а изнутри обволакивается этим самым порошком.
Именно такая конструкция делает проволоку хорошим проводником для тока и так же не позволяет ей сминаться. Когда поверхность начинает плавиться то выделяет газовое скопление, это защищает метал от влияния кислорода.
Флюс-так называется порошок, что внутри, непосредственно, проволоки.
Но состав от разных фирм может быть не похожим-это право производителя. Состав определяет специализацию в которой применяют данную проволоку.
К нашему счастью состав никакая не загадка и всегда пишется на упаковке, и абы каким он не будет, он должен соответствовать стандартам ГОСТ.
На рынке можно встретить проволоку с разнообразными размерами, так что вам под силу металл любой толщины. Диаметр можно встретить от 0,4 до 3,2 миллиметров.
Так что вы сможете сварить толстую, тонкую сталь, углеродную сталь, нержавеющие металлы или оцинкованные, а эти может похвастаться не каждый метод сваривания металлов. За вам остаётся подобрать вид флюса и начинать роботу, не забывая про автомат.
Использование
Такая сварка будет вам очень удобна, если предстоит робота в труднодосягаемый зонах. Если, например, варить нужно очень высоко или наоборот где-то под землей.
Но этого будет мало в сложных условиях труда, еще можете купить портативный сварочный аппарат, обычно он немного меньше стандартного.
Его можно закинуть на плече и удобно с ним передвигаться, и немало важно наличие стандартной розетки на 220В.
Но для новичков такой метод покажется не легким, он требует некоторого опыта для работы с металлическими конструкциями, что бы ваша робота была эффективной.
Но конечно никто не запретит вам пробовать и учиться новому, главное не забывайте про технику безопасности.
Преимущества и недостатки
Как любой вид сварки этот имеет свои особенности, все таки порошковая, без газовая сварка достаточно не классический метод. Начнем с хорошего: сварка порошковой проволокой на все сто портативен, нам не нужно тащить за собой тяжёлый баллон.
Туда же ми можем отнести то что он удобен в труднодоступных зонах на высоте или ниже уровня земли. Еще он более производительный, если сравнивать со сваркой электродами. Следующее дуга что образоваться не затухнет от неожиданного ветра.
А теперь о грустном, поскольку у всего есть недостатки и наша сварка есть тому подтверждением. Сварка порошковой проволокой выходит более дорогой нежели газовая сварка. Комплектующие стоят несколько дороже нежели электроды.
Так что если вы думали использовать такую технологию в целях экономии денег на газе, то ваша идея прогорела.
Вы уже поняли, что такой метод достаточно специфичен, так что использовать его в рутинной роботе вам не будет смысла. Этот метод для сложных зон. Но, а если вы находитесь в зоне своего комфорта то перетащите туда газовый баллон и не тратте лишних денег.
Ну и последний минус-это не очень высокий уровень шва, если ми сравним з газовой сваркой металлов.
Особенности метода
Как ми уже писали ранее, у каждого вида сварки есть свои нюанса, которые нельзя проигнорировать если мы хотим получить хороший результат. Для любителя часто бывает не просто сформировать ровный шов, пока они ещё не научились роботе с дугой.
Для таких случаев мы советуем приспособить на свой аппарат для сварки прямую полярность. Это сделать совсем не сложно, достаточно переключить контакты, что находятся в середине полуавтомата.
Далее вы должны переключить провод, что присоединен к горелке к массе, а кабель что до этого был подключенным к массе переставить к горелке. Ещё вам нужно приспособить особенные ролики, что заниматься подачей проволоки.
Ролики по размеру должны соответствовать диаметру выбранной вами проволоки. Эти ролики идут практически стандартные, то есть один комплект может подойти к нескольким размерам.
Не переживайте, что можете не разобраться, и купить не те, вся информация указана на коробке.
Также помните что проволока внутри пустая, будьте нежны, и не затягивайте ролики сильно, иначе вы помнете проволоку. Если проволока затруднительно протягивается просто снимите наконечник, дело пойдет легче.
Ещё вы можете не использовать сопло, ведь мы работаем без газа. Также у вас может возникнуть проблема с тем, что брызги метала прилипнуть на наконечник.
Не паникуйте, а просто смажьте его специальной смазкой, которое найдете в любом строительном или хозяйственном магазине.
Следующий нюанс в том, что порошковая сварка с проволокой нужно проводить на не высоком напряжении и на низкой скорости накладки проволоки. Поэтому нам не подойдет очень мощный аппарат, они слишком сильные для порошковой проволоки.
Если вам предстоит сварка металла тоненького до 1,5 сантиметра, то не стоит поднимать напряжение выше 15В, а скорость поступления материала не больше 3 метра в минуту.
Вы подумаете, что такие показатели низкие и не справляются, но качество всегда ценнее нежели время. Советуем поддерживать горелку под наклоном, и направлять ее вперед. Дуга не может быть цельной.
Внимание! Когда вы проводите сварку, начинает появляться шлак, позже он просто липнет на сам шов, и вы уже ничего с ним не сделаете. Так что когда ваш метал немного охладиться, очистите щеткой эти крупицы.
А если вы планируете накрадывать несколько слоев, то удаление шлака необходимо. Что бы вас шов был красивый, удалите шлак, а после красиво зашлифуйте металлической щеткой.
Но что бы вы не делали шов выходит не таким идеальным как при газовой сварке, он толстоват, с наплывами и избытком металла, также часто он выходит кривой. Во всем виновата прерывистая, не стабильная дуга.
Но самое печальное что можно встретить участки которые просто не сварились. Но мы нечего не можем с этим сделать, так что используйте этот метод только в исключительных ситуациях.
Сварка порошковой проволокой является лучшим, при условии, если нужно проводить работы на сложных участках и если у вас например уже есть все необходимые материалы, поскольку материалы не дешёвые.
Для того, чтобы начать роботу установите прямую полярность на сварке и вперед, все готово к эксплуатации. Конечно приспособиться к такому методу сварки достаточно не просто, тем более если вы любитель, но практика даст свои плоды.
Поскольку владеть таким методом обработки метала крайне полезно.
Плюсы конечно есть и они значительные, вам будет комфортно передвигаться, без тяжелого газового баллона и так же удобно работать к экстремальным условиях например, на высоте, или производить экстренные ремонты металлических конструкций.
Новичкам будет туго, прежде всего через необходимость освоить работу с поведением дуги.
Конечно так же приятно, что этот метод является достаточно инновационным. Да, возможно качество пока что хромает, но наука двигается, и я думаю, что скоро такой метод продемонстрирует себя в полной силе.
Пробуйте, экспериментируйте и, конечно, делитесь своими успехам и неудачами в комментариях, поделитесь опытом и сами почерпните нужных знаний. Покажите нашу статью друзья или семье. Всего хорошего



