ПН и ПВ сварочных аппаратов
 Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле. Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска. Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
Так работают ИП для автоматической сварки и многопостовые источники.
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным. Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов. Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%. Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком. Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер. Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании. В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов. Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки. Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно. Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро. Однако он связан с привлечением дополнительных калиброванных приспособлений для имитации работы аппарата под нагрузкой, приборов контроля температуры в определенных точках и т.д. Среди важных параметров данной проверки следует отметить время испытания, которое согласно стандарту должно составлять 10 мин, а также температуру внутри термокамеры в 40 о С. Два этих параметра позволяют получить данные с едиными исходными условиями.
При проверках мы сталкивались с инверторами фактический ПН которых был выше заявленного. Например, вместо заявленных производителем 6-ти минут инвертор в термокамере проводит под нагрузкой 10 мин, что для обывателя будет неоспоримым доказательством, что у этого инвертора ПН 100%. Однако режим работы, заявленный разработчиком, следует соблюдать, поскольку инженеры проверяют теплонагруженность всех элементов конструкции, а не только дорогих узлов, защищенных термозащитой. При длительном режиме испытаний или реальной работе периодическое превышение не рекомендованного ПН может привести к выходу инвертора из строя. В аппарате может обгореть какой-то контакт или просто оплавиться изоляция.
Что такое ПВ сварочного аппарата
По европейским стандартам ПВ должно указываться при 40°С и 5-минутном интервале. По стандартам стран СНГ при 20°С и 10 минутах. В Беларуси в 95% случаев вы встретите показатель Продолжительности включения, рассчитанный именно при 20°С и 10 минутках.
Что же этот хитрый показатель означает
Если говорить о стандартах СНГ, то ПВ 70% означает, что сварочный аппарат будет работать непрерывно на максимальном токе 7 минут, остальные 3 ему необходимо отдыхать. Естественно, такая логика работает при температуре окружающей среды 20°С.
Если температура окружающей среды повышается, то ПВ снижается. То есть, если «за бортом» будет 50°С, то ПВ Вашего такого аппарата будет минимум вдвое меньше.
Если же мы имеем «заморский» сварочный аппарат, например Esab, то ПВ на этом аппарате считалась по-другому. Стандартные 30% для таких аппаратов рассчитаны при температуре 40°С, соответственно, в условиях белорусского лета, когда столбик термометра колеблется на отвертке 24-28°С, то значение ПВ можно смело умножать на 1.5-2. Таким образом, мы будем иметь около 5 минут из 10 или 2.5 минуты из 5 (если считать по стандартам ЕС)
Почему этот показатель важен
Не нужно иметь высшее техническое образование, чтобы понять, зачем показатель продолжительности включения вообще ввели.
Почему этот показатель не важен
Неожиданный поворот сюжета, не правда ли? Увы, но после всего сказанного мы будем убеждать Вас, что не стоит обращать внимание на продолжительность включения при выборе сварочного аппарата.
На сегодняшний день ПВ стал маркетинговой уловкой. Многие производители в битве за потребителя идут на хитрости. Например, в каталогах легко можно найти сварочные аппараты с ПВ 80%, 90% и даже 100%. Как это возможно, спросите Вы? А все очень просто.
Указав ПВ 100% на сварочном аппарате производитель не говорит о том, при какой температуре делался замер.
Иногда можно встретить аппараты на 160А, где написано ПВ 100%, а ниже мелким шрифтом «при 100А». Честно ли это? Не думаю, так как принято указывать ПВ именно на максимальном токе.
Многие производители специально завышают ПВ, ведь никто правду все равно не узнает. Вы ведь не будете проверять этот показатель с помощью балластного реостата.
Вот 4 причины не обращать внимание на ПВ при выборе сварочного аппарата:
Нужно понимать, что данная статья больше касается бытового использования. На производстве мыслят совершенно другими категориями и подбирать сварочный аппарат нужно будет, исходя из конкретных потребностей.
ПВ также будет важен, если Вы планируете «резать» большое количество металла, хотя для таких целей лучше использовать плазменный резак или болгарку.
Что такое «ПВ» и на что этот показатель влияет?

ПВ — это продолжительность включения сварочного аппарата, т. е. время его непрерывной работы. Данный показатель является одной из основных характеристик сварочного инвертора. ПВ всегда указывается в % исходя из 10-минутного сварочного цикла. Указывается на шильдике на задней панели аппарата. У всех сварочных инверторов (САИ) ПВ на максимальном токе составляет 70% (например, у САИ 220 ПВ составляет 70% именно при токе 220А), т. е. 7 минут аппарат работает, после чего в.теории ему требуется 3 минуты отдыха.
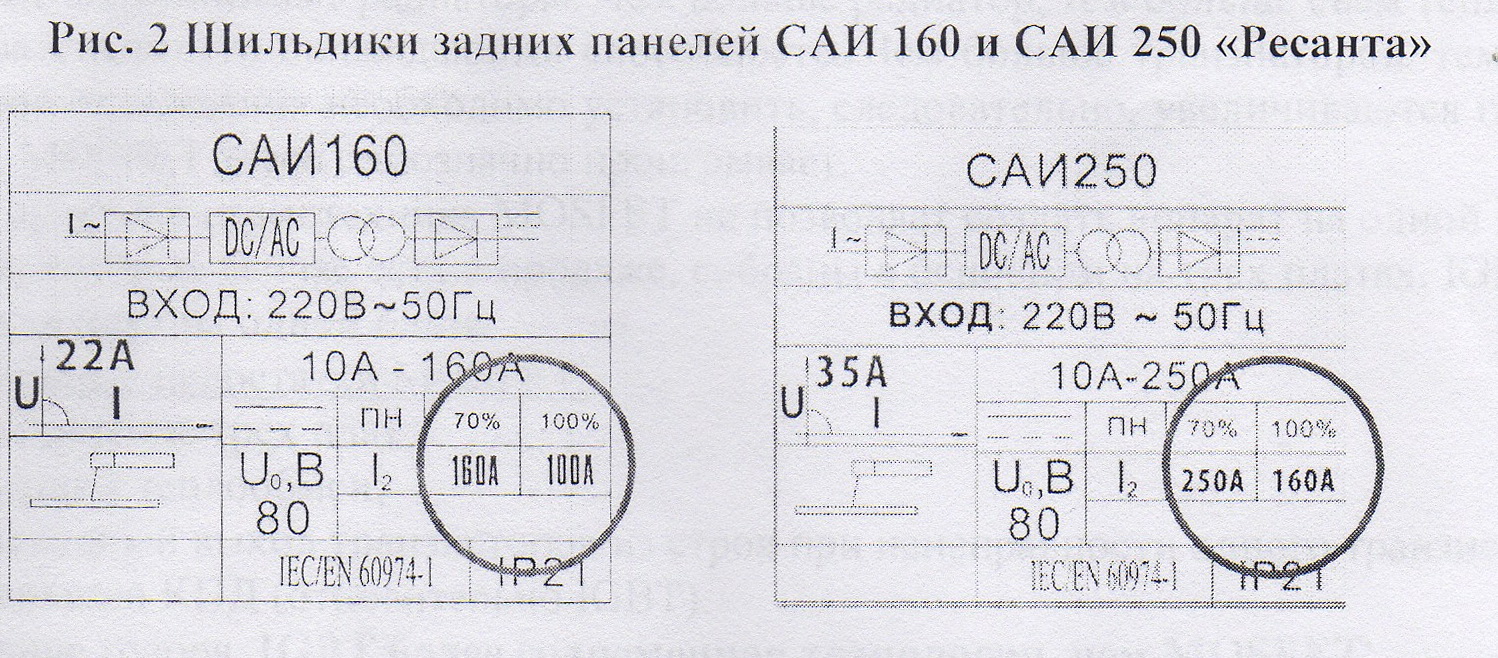
Если всё же покупатель хочет приобрести сварочный аппарат, с большим показателем ПВ, чем 70% (обычно это профессиональные сварщики или люди в возрасте, которые «где-то, что-то» услышали от соседа) ему следует просто рекомендовать покупку аппарата большего номинала, чем он выбрал. Т.к. 70% это на максимальном сварочном токе, при уменьшении значения на регуляторе данный показатель сразу растёт. Т.е., например у САИ 160 ПF3 на 160А составляет 70%, а у САИ 250 на те же 160А будет уже 100%, т. е. непрерывная работа (см. рис. 2).
Всегда обращайте внимание на показатель ПВ! Он вам может очень сильно помочь в качестве позиционирования САИ. Так, например, что мы можем увидеть при рассмотрении Telwin САИ 165. ПВ на максимальном токе (150А) не указан вообще, есть данные только на 140А и показатель ПВ на этом токе составляет всего 7% (42 секунды. ). Это всего лишь то время из 10-ти минутного lfiacria, которое сварочник на этом токе находится в режиме работы. Неплохое обоснование в нашу пользу, да? Да, тут один человек из тысячи может поспорить по поводу температурных режимов, на которые считаются ПВ (об этом можете прочитать в любом источнике в Интернете). Но всё равно попытка обоснования будет звучать вяло!
Также, например, у аппаратов компании «Aiken» (Weld hWD-200) и «ДОН» (ДОН-230) реальный показатель ПВ практически в 3 раза ниже, чем заявленный: 13% и 12% соответственно при заявленных 35% на максимальном токе.
Важно: Помните, что показатель ПВ рассчитан на температуру окружающей среды +25°С, следовательно если человек работает аппаратом летом в жару при большей температуре, корпус аппарата дополнительно нагревается (соответственно показатель ПВ будет немного падать) и вероятность отключения сварочника по тепловой защите возрастает. Если вдруг температура подойдет к предельному показателю загорится индикатор перегрева на лицевой панели САИ и аппарат отключится и включится только после остывания.
Как выбрать сварочный инвертор по циклу сварки

Как выбрать сварочный инвертор по циклу сварки
Большинство людей, выбирая сварочный инвертор для дома, ориентируются на фирму производителя, отзывы друзей и приблизительные характеристики, такие как сила тока и мощность аппарата. Очень мало кто обращает внимание на такой немаловажный параметр, как ПВ — цикл сварки.
Что такое цикл сварки инвертором? Под циклом сварки подразумевается некий временной отрезок, через который сварочный инвертор начнёт перегреваться и работать на износ. Через это время термодатчик сработает и выключит инвертор, чтобы тот начал охлаждаться.
Так вот, этот временной отрезок и предназначен для работы с инвертором. У каждой модели инверторов он разный: какая-то модель позволяет варить без перерыва 5-6 минут, а какая-то 10 и более минут. Дальше нужно время на охлаждение, а иначе инвертор может сгореть.
Как выбрать инвертор для сварки по циклу работы (ПВ)
Такой параметр как цикл сварки обозначается в характеристиках инверторного аппарата как ПВ. Дословно ПВ инвертора расшифровывается, как «Продолжительность включения», простыми словами говоря, сколько по продолжительности инвертор может работать без отключения.
Большинство средних моделей сварочных аппаратов имеют ПВ 60%. Это значит, что варить без остановки инвертором можно в течение 6 минут (60%), остальные 40% (4 минуты) нужны инвертору на то, чтобы достаточно охладиться.

Зачем стоит учитывать параметр ПВ при выборе сварочного инвертора? Всё очень просто, и если вы предъявляется к сварочному инвертору какие-то определённые требования, то это очень важный параметр. Например, вам нужен такой аппарат для сварки, которым нужно варить практически целый день. Тогда ПВ инвертора должно быть как можно больше, но не менее 80%.
Также важно учитывать в каких условиях будет работать инвертор. Если он будет сильно перегреваться в результате повышенных температур в летний период года, то целесообразно будет выбирать ПВ аппарата с некоторым запасом. В таком случае термодатчик не будет выключать инвертор вследствие перегрева, и варить можно будет заметно дольше по времени.

На фото можно посмотреть цикл работы инвертора с учётом его продолжительности включения. Рисунок наглядно демонстрирует, что ПВ рассчитывается исходя из временного интервала в 10 минут. Кроме того, как можно заметить, продолжительность включения инвертора всецело зависит от параметров сварочного тока.

И если при максимальном параметре сварочного тока, инвертором можно варить без перерыва 6-7 минут, то при уменьшении значений тока, данное время увеличивается практически вдвое. Что это значит? Простыми словами, если мы выберем инвертор с некоторым запасом по мощности тока, да еще и с хорошим ПВ, не менее 70-80%, то такого инвертора нам хватит с лихвой для выполнения большинства сварочных работ.
Почему так важно учитывать ПВ сварочного инвертора?
Многие чётко не представляют, зачем нужен рабочий цикл. В случае приобретения оборудования с недостаточным временем продолжительности включения могут возникнуть серьёзные проблемы в дальнейшем.

Если ПВ инвертора низкое, то сварщику во время выполнения работ придётся подстраиваться по возможности сварочного аппарата. Все это грозит потерей времени и дальнейшими трудностями с использованием сварочного оборудования на максимум своих возможностей.
Вопросы и ответы по сварочному оборудованию
Хочу освоить сварку, посоветуйте аппарат для начинающего сварщика.
Перед покупкой сварочного аппарата нужно оценить свои потребности и возможности. Обычно домашние мастера из всех методов сварки выбирают электродуговую. Ее принцип заключается в расплавлении краев соединяемых деталей с помощью электрической дуги. Расплавленный металл называют ванной. Электрод или проволока используются, что бы добавить в ванну металл. Так как электроды стоят дешевле по сравнению с другими расходными материалами, то в любительском секторе наибольшее распространение имеет сварка ММА. Для ручной дуговой сварки штучными электродами применяют трансформаторы и инверторы. Среди моделей стоимостью до 5000 руб вас ждет большой выбор разнообразных трансформаторов, из инверторов доступны модели для сварки электродом 1,6-2,5 мм. Цена инвертора для сварки электродом 1,6-4 мм находится в пределах 5000-10000 руб и выше.
Каким методом сваривают цветные металлы, в частности алюминий?
Для сварки алюминия применяют метод аргоно-дуговой сварки TIG неплавящимися вольфрамовыми электродами. Электрод подается в зону сварки вручную. Кроме цветных металлов этим методом можно сваривать сплавы с магнием или титаном, низкоуглеродистую и нержавеющую сталь. Преимущественно сварку TIG применяют для работ с тонкими деталями. Этот метод обеспечивает высокое качество сварного шва, во время работы отсутствуют брызги, шлак выделяется в минимальном количестве. Из защитных газов можно использовать гелий или аргон. Причем для сварки алюминия лучше применять именно гелий (можно в смеси с аргоном), так как в этом случае электрическая дуга имеет большую температуру, что обеспечивает лучшую свариваемость и увеличивает скорость работы.
Посоветуйте недорогой аппарат для кузовных работ.
В кузовных работах наиболее распространенной и доступной является полуавтоматическая сварка в среде защитных газов MIG/MAG. Во время работы в зону сварки автоматически подается проволока, которая выполняет функции электрода и присадочного материала. Для сварки в среде защитных газов (инертных или активных) можно порекомендовать аппараты Telwin telmig, которые можно приобрести по цене от 7000 руб и выше, в зависимости от характеристик сварочного тока. Существует и другой вариант, в некоторых случаях он наиболее удобен, так как для сварки с самозащитной порошковой проволокой не требуются баллоны с газом. В этом случае можно приобрести аппарат стоимостью от 5000 руб, например из серии Telwin bimax или Blueweld combi.
Заказал у вас аппаратMMA Калибр СВА 160 АП, а какие электроды к нему подойдут?
Для ручной дуговой сварки можно использовать электроды разного типа. Электроды с кислым покрытием хороши для сварки металла, покрытого ржавчиной, так как не они образуют пор. Недостаток применения кислых электродов — склонность к образованию трещин. Более устойчивые к этому явлению рутиловые электроды с покрытием из диоксида титана. Они так же не образуют поры при сварке ржавого металла. Кроме того с рутиловыми электродами металл меньше разбрызгивается, а шлаковая корка легко отделяется. Хорошее качество сварного шва дают электроды с основным и целлюлозным покрытием. Последние эффективны при сварке вертикальных швов. Основные электроды не подходят для сварки металла с ржавчиной.
С чем проще работать с трансформатором или инвертором?
Трансформаторы представляют собой недорогие источники тока с простой конструкцией. Но простота конструкции не означает, что работать с ними легко. Неопытный сварщик при использовании трансформатора часто сталкивается с такими проблемами, как залипание электродов, сложности с поджигом дуги. В аппаратах инверторного типа применяются специальные технологии, которые исключают возникновение подобных трудностей. Поэтому с ними начинающий сварщик потратит значительно меньше времени на свое обучение. Кроме того инверторы намного легче и меньше по размерам в сравнении с трансформаторами.
Что значит такая характеристика, как ПВ?
Характеристика ПВ — это продолжительность включения, время, в течение которого сварочный аппарат может работать непрерывно при заданной силе тока. Иногда вместо ПВ используют другое обозначение — ПН (процент нагрузки). Познакомимся с характеристиками сварочного аппарата Торус 200. При максимальной силе тока 200 А его ПН равен 60%, это значит, что в течение 10 минут 6 минут он может работать, а 4 минуты должен отдыхать. При силе тока 160 А сварочный аппарат Торус 200 может использоваться без перерывов, так как в этом случае его продолжительность включения составляет 100%. Очевидно, что высокий ПВ и большой сварочный ток — лучшие показатели для сварочного аппарата. Но нужно заметить, что для использования в быту низкий ПВ вполне допустим.
Что потребуется для сварки?
Как правило, силовые провода с электродержателем и клеммой входят в комплект сварочного аппарата. Если аппарат не укомплектован маской сварщика, ее необходимо приобрести отдельно. Смотреть на сварку без защиты глаз нельзя, будет ожог. Самые удобные маски те, которые одеваются на голову, так как в этом случае руки сварщика остаются свободными. К таким маскам относятся и популярные «хамелеоны», которые оснащаются автоматически затемняющимися стеклами. В магазинах спецодежды можно купить специальные костюмы для сварки, обувь и рукавицы. Данные изделия имеют специальное покрытие, которое обеспечивает защиту от окалины, брызг расплавленного металла, искр.
Какие аппараты подходят для всех видов сварки?
Примером универсального сварочного аппарата может послужить Telwin Inverpuls 420. Этот профессиональный трехфазный инвертор может использоваться для ручной дуговой сварки штучными электродами (MMA), аргоно-дуговой сварки неплавящимся электродом (TIG), для сварки MIG/MAG электродной или порошковой проволокой, для пайки. Кроме того предусмотрена возможность выполнения точечной сварки (SPOT). Условия сварки, вид материала и его толщина задаются на дисплее. Параметры сварки регулируются с помощью микропроцессорного управления. В распоряжении сварщика 50 готовых и 40 настраиваемых индивидуально программ.
Можно ли сваривать металл без присадочных материалов и без газа?
Возможность сваривания без присадочных электродов и без защитного газа дает метод контактной точечной сварки (SPOT). В промышленности данный метод применяется давно. В настоящее время производители предлагают небольшие, доступные по цене аппараты, которые могут применяться так же и в быту. Примером этому могут служить клещи точечной сварки. Работают они по принципу одноточечной контактной сварки. Хотя процесс длительный, но в результате получается качественное сварное соединение. При этом кроме самого аппарата сварщику не потребуется ни каких дополнительных приспособлений. Контактная точечная сварка может применяться для работ с листовым материалом, а так же для соединения тонкостенных деталей с крупногабаритными.
Можно ли у вас купить сварочный трансформатор для трехфазной сети?
Мы можем Вам предложить различные модели сварочных трансформаторов с расширенной конфигурацией. Такие аппараты оснащены дополнительным выводом первичной обмотки, который позволяет подключать их к обычной розетке 220 В или к сети 380 В. Возможность работы в трехфазной сети дает сварочному аппарату определенное преимущество. Он потребляет меньший ток, по сравнению с прибором той же мощности, который питается от однофазной сети. Недорогие сварочные аппараты, работающие с напряжением 220/380 В, предлагают компании: Sturmkraft, Fubag. Они имеют сравнительно небольшой вес, защищены от перегрузки. У покупателей нашего магазина особой популярностью пользуется сварочный трансформатор TOP ТДМ 250.3, так как он приспособлен для работы при пониженном входящем напряжении.
Какие модели для ручной дуговой сварки позволяют получить шов высокого качества?
Качество сварного шва во многом зависит от вида тока. Он может быть переменным или постоянным. Так же существует сварка в импульсном режиме. В сварочных трансформаторах применяется переменный ток, качество сварного шва не высокое. При сварке постоянным током устойчивее горит дуга, меньше разбрызгивается металл, поэтому и сварной шов получается более аккуратным. Постоянным током сваривают выпрямители и инверторы. Импульсная сварка представляет собой еще более усовершенствованную технологию. Импульсы, накладывающиеся на ток, вызывающий непрерывное горение дуги, ускоряют плавление. Кроме этого, существуют аппараты с двойным импульсным режимом, которые особенно эффективны при сложных условиях сварки.
Хочу купить сварочный полуавтомат, но не знаю что выбрать: сварку в среде защитного газа или под флюсом?
Сварка под флюсом осуществляется с помощью порошковой проволоки. Метод удобен в применении, но с учетом стоимости расходных материалов он является более дорогим по сравнению со сваркой в среде защитного газа. Необходимо так же отметить, что качество сварного шва, который получается под флюсом, нельзя назвать идеальным. В отношении сварки с газом наиболее экономично применение углекислого газа. Но его использование так же имеет некоторые недостатки, так как снижаются прочностные свойства стали. Лучшее качество шва позволяет получить сварка с аргоном и его смесями. Таким образом, сварка под флюсом — решение для особых случаев, в обычной практике лучше сваривать в среде защитного газа.
Купил модель для ручной дуговой сварки, кажется, делаю все правильно, но почему-то плохо горит дуга, в чем причина?
Во-первых, Вам необходимо проверить место, где вы храните электроды, возможно, они отсырели. Такая проблема случается довольно часто. Если работа срочная, опытные мастера могут восстановить сырой электрод, для этого его нужно закоротить. Вторая, не менее распространенная причина плохого горения дуги — сильный ветер. Возможно, что облако газа, необходимое для горения дуги просто сдувается. При сварке постоянным током неустойчивое горение дуги наблюдается при обратной полярности. Наконец, нужно убедиться, что режимы сварки выбраны правильно. Например, дуга может плохо гореть, если выбран неправильный тип защитного газа.
Нужен инвертор для работ на даче, помогите выбрать подходящую модель?
При использовании сварочных аппаратов на дачах пользователи часто сталкиваются с проблемой пониженного напряжения в сети. Опыт продаж в нашем магазине показал, что на дачах агрегаты под марками Fubag, Elitech, Торус эксплуатируются зачастую намного успешнее, чем их более именитые аналоги. Среди сварочных аппаратов Fubag представлены модели с защитой от пониженного или повышенного напряжения в сети с разнообразными характеристиками по максимальному сварочному току. Вам будет не сложно выбрать подходящий вариант и по цене, и по функциональности. Торус так же специально приспособлен для работы с нестабильным напряжением в сети. Экономичные сварочные аппараты Elitech устойчиво работают при перепадах напряжения.
Какого производителя выбрать: Blueweld или Telwin?
Аппараты Blueweld и Telwin выпускаются на одном и том же предприятии, которое находится в Италии. По сути, мы имеем дело только с разными торговыми марками, а сами аппараты отличаются только цветом. В одни страны мира, например, в Германию поставляются только сварочники Blueweld. Обе марки представляют оборудование профессионального класса. Аппараты отличаются высоким качеством сборки. Инверторы Blueweld и Telwin оснащаются всеми передовыми технологиями, обеспечивающими устойчивость дуги, быстрый старт и защиту от прилипания электродов.
Что надежнее: трансформаторы или инверторы?
Недостаток трансформаторов — переменный ток, который не позволяет выполнять высококачественный сварной шов, а так же большой вес. В остальном, простая конструкция обеспечивает аппаратам не только низкую стоимость, но и надежность для продолжительного срока службы. В отличие от трансформаторов, инверторы очень чувствительны к воздействию влажности и пыли. Не стоит работать с инвертором в дождь. Для борьбы с оседающей внутри корпуса пылью некоторые производители рекомендуют периодически очищать инвертор сжатым воздухом низкого давления.
Меня интересует сварка без газа, какой аппарат можно купить?
Без газа проходит ручная дуговая сварка (MMA) и сварка с помощью самозащитной порошковой проволоки. Оба метода особенно удобны во время работы на открытом воздухе. Но и недостаток у них то же общий — невысокое качество сварного шва и выделение шлака на деталях, который впоследствии требуется удалять. Для ручной дуговой сварки вы можете купить трансформатор, выпрямитель или инвертор. Начальная стоимость инверторов превышает 5000 руб. При одинаковой мощности трансформатор стоит на порядок дешевле. Цена на аппараты для сварки порошковой проволокой находится в диапазоне от 5000 до 26000 руб. Порошковая проволока обойдется дороже, чем электроды для ручной дуговой сварки.
Помогите выбрать аппарат для сварки электродом «тройкой»!?
Сварочный ток для электрода диаметром 3,2 мм составляет 70-80 А. Сила тока 110 А потребуется для резки металла. Вашему запросу соответствует множество моделей. Рассмотрим самые экономичные варианты. Из трансформаторов у покупателей пользуется популярностью аппарат Blue Weld Gamma 4.161, так как он поставляется с принадлежностями для ручной дуговой сварки. Подойдут вам и такие модели, как Telwin Nordika 4.161, Калибр СВА-160 АП. Если вы хотите получать высококачественные сварные швы, то лучшим выбором будет инвертор, например, Blue Weld Prestiq 164. Его вес составляет всего 3,4 кг и укомплектован кейсом и принадлежностями для сварки.
Посоветуйте хороший инвертор (200 А) для сварки с аргоном!?
Сварка в среде защитного газа осуществляется методами MIG/MAG, TIG. Для любого способа подойдет сварочный полуавтомат Blue Weld Star Mig 200. Его работу контролирует встроенный микропроцессор. Выбирая режим сварки в зависимости от диаметра проволоки и вида газа, можно использовать 15 стандартных программ и 10 индивидуальных. Аппарат оснащен всеми необходимыми функциями для выполнения качественной сварки. Имеется защита от перегрузки, перегрева и пониженного напряжения. Возможно подключение дистанционного управления. С аналогичной функциональностью, но без микропроцессорного управления, сварочный аппарат стоит почти в три раза дешевле. Поэтому более экономичным решением в вашем случае может стать Telwin Technology 220/S.
В чем преимущества плазменной резки по сравнению с другими методами?
Основное преимущество плазменной резки по сравнению с другими методами — более высокая скорость выполнения работы. Края детали не деформируются за счет небольшой ширины реза. Плазменную резку применяют для обработки всех токопроводящих металлов. Она позволяет выполнять фигурную резку и проплавлять отверстия. Функциональные возможности расширяются за счет использования удлиненных сопел. Толщина металла может быть любой. Аппараты для плазменной резки малочувствительны к изменению длины дуги. Для работы им нужен сжатый воздух, отсутствие баллонов с газом повышает уровень безопасности процесса.
У меня есть генератор STORM 4.3 кВт мощность, какой сварочный аппарат можно использовать от этого источника питания?
Лучше выбрать инверторный аппарат. В принципе, мощность его может быть любая. Но учтите, что задействовать его «на полную» не удастся, поэтому покупайте маломощный сварочный инвертор (например, на 2-4 кВт). Чтобы аппарат стабильно работал от генератора мощностью в 4,3 кВт, не возникло перегрузок и поломок, варить рекомендуется на токе не более 90-100 А. Если нужна большая сила тока для сварочных работ, то лучше приобрести более мощный генератор, который оптимально подойдет по характеристикам для Ваших задач.
Какое оборудование лучше всего подойдет для обработки нержавеющей стали?
Нержавеющую сталь сваривают на постоянном токе, поэтому используемое сварочное оборудование должно выдавать постоянный «чистый» ток. Для этого нужно купить сварочный инвертор или выпрямитель. Работа с заготовками из нержавейки очень кропотливая и добиться качественного шва бывает очень сложно. Поэтому чаще всего в профессиональной сфере для этой задачи используется метод TIG – аргонно-дуговой сварки в среде защитного газа (аргона) с использованием вольфрамового электрода. Шов получается аккуратным, особенно, если дело касается работы с тонкостенными деталями. Хотя иногда пользователи прибегают к методу ручной дуговой сварки (сварке MMA), когда этого требует техпроцесс. Если предстоит сварка MMA и TIG, то нужен универсальный аппарат, например, инвертор Ресанта САИ 180 АД.



