Основные понятия о допусках и посадках
Основные понятия о допусках и посадках

Производственный опыт показал, что задачу выбора оптимальной точности можно решить установлением для каждого размера детали (особенно для сопрягаемых ее размеров) пределов, в которых может колебаться ее действительный размер; при этом исходят из того, что узел, в который входит деталь, должен соответствовать своему назначению и не терять работоспособность в требуемых условиях функционирования с необходимым ресурсом.
Номинальным называют основной размер, получаемый из расчета на прочность, жесткость или выбираемый конструктивно и проставляемый на чертеже. Проще говоря, номинальный размер детали получен конструкторами и разработчиками расчетным путем (исходя из требований прочности, жесткости и т. п.) и указывается на чертеже детали в виде основного размера.
Номинальный размер соединения является общим для отверстия и вала, составляющих соединение. По номинальным размерам выполняют в том или ином масштабе чертежи деталей, сборочных единиц и приборов.

Посадки
Действительный зазор будет находиться между указанными пределами, т. е. между максимальным и минимальным зазором. Зазор необходим для обеспечения подвижности соединения и размещения смазки. Чем выше число оборотов и выше вязкость смазки, тем больше должен быть зазор.
В посадках с натягом так выбирают предельные размеры вала и отверстия, чтобы в сопряжении был гарантированный натяг, ограниченный минимальным и максимальным значениями – Nmax и Nmin :
Посадки в системе отверстия и системе вала
Посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала.
На промышленных предприятиях в основном применяют систему отверстия, так как она требует меньшего количества режущего и измерительного инструмента, т. е. более экономична. Кроме того, технологически удобнее подгонять вал под отверстие, а не наоборот, поскольку удобнее производить обработку и контрольные измерения внешней поверхности, а не внутренней.
Систему вала, как правило, применяют для наружных колец шарикоподшипников и в тех случаях, когда на гладкий вал насаживают несколько деталей с различными посадками.
Квалитеты

В системе СЭВ для обозначения допусков с указанием квалитетов применяются следующие условные обозначения:
Графическое изображение допусков и посадок
Построение выполняется следующим образом.
От горизонтальной линии, условно изображающей поверхность детали при ее номинальном размере, откладывают предельные отклонения в произвольно выбранном масштабе. Обычно на схемах величины отклонений указывают в микронах, но можно строить поля допусков и в миллиметрах, если отклонения достаточно большие.

На схемах указывают номинальный D и предельные ( Dmax, Dmin, dmax, dmin ) размеры, предельные отклонения ( ES, EI, es, ei ) поля допусков и другие параметры.
Использование всех основных отклонений и квалитетов позволяет получить 490 полей допусков для валов и 489 для отверстий. Такие широкие возможности образования полей допусков позволяют применять ЕСДП в различных специальных случаях. Это является ее существенным достоинством. Однако на практике использование всех полей допусков неэкономично, так как вызовет чрезмерное разнообразие посадок и специальной технологической оснастки.
При разработке национальных систем допусков и посадок на базе систем ИСО из всего многообразия полей допусков отбирают только те поля, которые обеспечивают потребности промышленности страны и ее внешнеэкономические связи.

Поле допуска в ЕСДП СЭВ образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим поле допуска обозначается буквой основного отклонения и номером квалитета, например 65f6; 65e11 — для вала; 65Р6; 65H7 — для отверстия.
Основные отклонения зависят от номинальных размеров деталей и остаются постоянными для всех квалитетов. Исключение составляют основные отклонения отверстий J, К, М, N и валов j и k, которые при одинаковых номинальных размерах, в разных квалитетах имеют различные значения. Поэтому на схемах поля допусков с отклонениями J, К, М, N, j, k, обычно разделены на части и показаны ступенчатыми.
Специфичны поля допусков типа js6, Js8, Js9 и т.д. Они фактически не имеют основного отклонения, поскольку расположены симметрично относительно нулевой линии. По определению основное отклонение – это отклонение ближайшее к нулевой линии. Значит, оба отклонения таких специфических полей допусков могут быть признаны основными, что недопустимо.
Допуски и посадки установлены для четырех диапазонов номинальных размеров:
Средний диапазон является наиболее важным, поскольку применяется значительно чаще.
Обозначение допусков на чертежах
Указания и обозначения на чертежах предельных отклонений формы и расположения поверхностей регламентируются ГОСТ 2.308-79, который предусматривает для этих целей специальные знаки и символы.
С основными положениями этого стандарта, используемыми знаками и символами для обозначения предельных отклонений, можно ознакомиться в этом документе (формат WORD, 400 кБ).
Сопрягаемые детали машин
Рассматривая соединения деталей машин попарно, мы замечаем, что они в различных парах очень разнообразны по своему характеру. В некоторых случаях одна из деталей какой-либо пары во время работы машины остается неподвижной по отношению к другой детали этой же пары; в других случаях — совершает то или иное движение (например, вращательное, поступательное и т. д.) относительно другой парной с ней детали.
Две детали, составляющие пару, подобную одной из только что рассмотренных, называются сопряженными.
Охватывающие и охватываемые детали. При сопряжении двух деталей одна из них как бы охватывает другую, поэтому первая из этих деталей (по отношению к другой) называется охватывающей, а вторая — охватываемой.
Формы сопрягаемых деталей весьма разнообразны и наименования их, точно соответствующие действительности, во многих случаях громоздки и неудобны для произношения и для записей. Поэтому условились во всех случаях охватывающую деталь (поверхность этой детали, участвующую в данном сопряжении) называть отверстием, а охватываемую деталь (поверхность, участвующую в данном сопряжении) — валом.
Понятие о посадке. Если бы при обработке сопряженных деталей (обеих или одной из них) либо при сборке машины не был учтен требуемый характер их сопряжения, то очевидно, что машина, собранная из таких деталей, оказалась бы не годной для работы.
Другими словами, непременным условием удовлетворительной работы всякой машины является правильный выбор и осуществление характера сопряжений ее деталей, или, как говорят, посадок.
Посадкой называется характер или тип сопряжения (или соединения) двух вставленных одна в другую деталей, обеспечивающий в той или иной степени прочность их соединения или свободу их относительного перемещения.
Посадки неподвижные и подвижные. Посадки, при которых должна быть обеспечена прочность соединения сопряженных деталей, называются неподвижными.
Соединения такого характера получаются в том случае, если до сборки сопряженных деталей диаметр вала несколько больше диаметра отверстия, в связи с чем после сборки деталей между ними возникает напряженное состояние.
Посадками для свободного движения, или (кратко) подвижными, называются такие, при которых предусматривается постоянное относительное движение сопряженных деталей во время их работы. Возможность относительного движения этих деталей получается в том случае, если диаметр отверстия несколько больше диаметра вала.
21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения. 21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
Поверхности, размеры, отклонения и допуски. Поверхности деталей бывают сопрягаемыми и несопрягаемыми, или свободными. При этом они могут быть цилиндрическими, плоскими, коническими, эвольвентными, сложными (шлицевые, винтовые) и др. Со-прягаемыми называют поверхности, по которым детали соединяются в сборочные единицы, а сборочные единицы — в механизмы. Несопрягаемыми, или свободными, — конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Внутренние цилиндрические поверхности, а также внутренние поверхности с парал-лельными плоскостями (отверстия в ступицах, шпоночные пазы и пр.) являются охватывающими (их условно называют отверстиями; диаметры отверстий обозначают буквой D). Наружные отверстия (цилиндрическая поверхность вала, боковые грани шпонок) являются охватываемыми (их условно называют валами и обозначают буквой d).
Размеры — это числовое значение линейной величины (диаметра, длины и т.д.), они делятся на номинальные, действительные и предельные. В машино и приборостроении все размеры в технической документации задают и указывают в миллиметрах.
Номинальный размер (D) — размер, относительно которого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений. Сопрягаемые поверхности имеют общий номинальный размер.
Действительный размер (Dr, dr) — размер, установленный измерением с допустимой погрешностью. Погрешностью измерения называется отклонение результата измерения от истинного значения измеряемой величины. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действи¬тельный размер. Больший из двух предельных размеров называют наибольшим предельным размером (Dmax, dmax), а меньший — наименьшим предельным размером (Dmin, dmin) Предельные размеры позво¬ляют оценивать точность обработки деталей.
Отклонение — это алгебраическая разность между действительным и соответствующим номинальными размерами. Отклонения отверстий обозначают буквой E, валов — e.
Действительное отклонение (Er, er) равно алгебраической разности действительного и номинального размеров: Er = Dr — D; er = dr — d.
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее, нижнее и среднее отклонения. Верхнее (ES, es) равно алгебраической разности наибольшего предельного и номинального размеров: ES = Dmax — D; es = dmax — D.
Нижнее отклонение (EI, ei) равно алгебраической разности наименьшего предельного и номинального размеров: EI = Dmin — D; ei = Dmin — D.
Среднее отклонение (Em, em) равно полусумме верхнего и ниж¬него отклонений: Em = 0,5 (ES + EI), em = 0,5 (es + ei).
Пример. Определить предельные и средние отклонения для штифтов, у которых D = 20 мм, dmax = 20,01 мм и dmin = 19,989 мм.
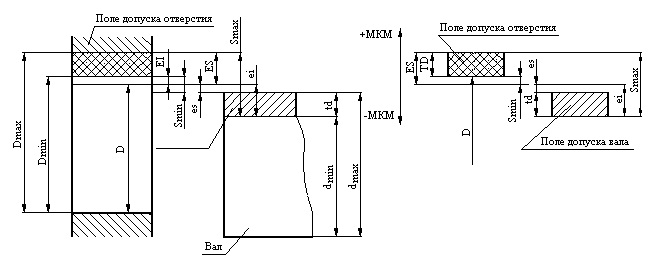
Для графического построения полей допусков и посадок проводят горизонтальную линию 00, называемую нулевой. Нулевая — это линия, положение которой соответствует номинальному размеру и от которой откладываются предельные отклонения размеров. По-ложительные отклонения — вверх от нулевой линии, отрицательные — вниз.
Поле допуска — поле, ограниченное верхним и нижним отклонения¬ми. Оно опре-деляется величиной допуска и его положением относитель¬но номинального размера. При графическом изображении поля допусков показывают зоны, которые ограничены двумя ли-ниями, проведенными на расстояниях, соответствующих верхнему и нижнему отклоне¬нию.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
Понятия о посадках и допуске посадки. Если у соединяемых между собой деталей размер отверстия больше размера вала, то в соединении будет зазор (S). Если же размер ва-ла больше размера отверстия, то в соединении будет натяг (N). Зазором называется по-ложительная разность между размерами отверстия и вала S = D — d (рис. 42, а). а натягом — положительная разность между размером вала и отверстия N = d — D (рис. 42, б).
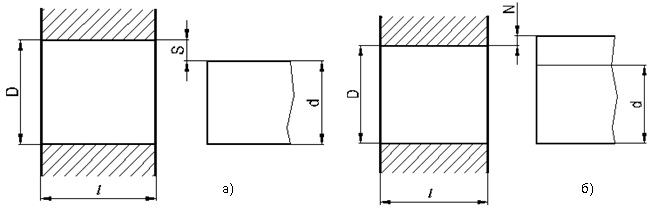
В машинах и приборах требуются посадки с различными зазорами и натягами. В тех случаях, когда одна деталь должна перемещаться относительно другой без качки, следует иметь очень малый зазор: для того чтобы одна деталь могла свободно вращаться в другой (например, вал в отверстии), зазор должен быть больше. Если соединенные вал и втулка представляют собой как бы одно целое, они соединены с натягом и не могут перемещаться относительно друг друга.
Посадки подразделяют на три вида: подвижные, обеспечивающие зазор в соединении: неподвижные (прессовые), обеспечивающие натяг в соединении; переходные, ко-торые наз¬ваны так потому, что до сборки вала и втулки нельзя сказать, что будет в соединении — зазор или натяг, так как заданные отклонения на вал и отверстие перекрывают друг друга.
В зависимости от использованного допуска у той и другой детали при переходной посадке может оказаться, что размер вала больше размера отверстия или размер отверстия больше размера вала.
Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора. Допуск посадки равен также сумме допусков отверстия и вала.
Сопрягаемые детали машин
Рассматривая соединения деталей машин попарно, мы замечаем, что они в различных парах очень разнообразны по своему характеру. В некоторых случаях одна из деталей какой-либо пары во время работы машины остается неподвижной по отношению к другой детали этой же пары; в других случаях — совершает то или иное движение (например, вращательное, поступательное и т. д.) относительно другой парной с ней детали.
Две детали, составляющие пару, подобную одной из только что рассмотренных, называются сопряженными.
Охватывающие и охватываемые детали. При сопряжении двух деталей одна из них как бы охватывает другую, поэтому первая из этих деталей (по отношению к другой) называется охватывающей, а вторая — охватываемой.
Формы сопрягаемых деталей весьма разнообразны и наименования их, точно соответствующие действительности, во многих случаях громоздки и неудобны для произношения и для записей. Поэтому условились во всех случаях охватывающую деталь (поверхность этой детали, участвующую в данном сопряжении) называть отверстием, а охватываемую деталь (поверхность, участвующую в данном сопряжении) — валом.
Понятие о посадке. Если бы при обработке сопряженных деталей (обеих или одной из них) либо при сборке машины не был учтен требуемый характер их сопряжения, то очевидно, что машина, собранная из таких деталей, оказалась бы не годной для работы.
Другими словами, непременным условием удовлетворительной работы всякой машины является правильный выбор и осуществление характера сопряжений ее деталей, или, как говорят, посадок.
Посадкой называется характер или тип сопряжения (или соединения) двух вставленных одна в другую деталей, обеспечивающий в той или иной степени прочность их соединения или свободу их относительного перемещения.
Посадки неподвижные и подвижные. Посадки, при которых должна быть обеспечена прочность соединения сопряженных деталей, называются неподвижными.
Соединения такого характера получаются в том случае, если до сборки сопряженных деталей диаметр вала несколько больше диаметра отверстия, в связи с чем после сборки деталей между ними возникает напряженное состояние.
Посадками для свободного движения, или (кратко) подвижными, называются такие, при которых предусматривается постоянное относительное движение сопряженных деталей во время их работы. Возможность относительного движения этих деталей получается в том случае, если диаметр отверстия несколько больше диаметра вала.
Допуски и посадки.
Измерительный инструмент
Глава IX
Допуски и посадки
1. Понятие о взаимозаменяемости деталей
На современных заводах станки, автомобили, тракторы и другие машины изготовляются не единицами и даже не десятками и сотнями, а тысячами. При таких размерах производства очень важно, чтобы каждая деталь машины при сборке точно подходила к своему месту без какой-либо дополнительной слесарной пригонки. Не менее важно, чтобы любая деталь, поступающая на сборку, допускала замену ее другой одного с ней назначения без всякого ущерба для работы всей готовой машины. Детали, удовлетворяющие таким условиям, называют взаимозаменяемыми.
Взаимозаменяемость деталей — это свойство деталей занимать свои места в узлах и изделиях без всякого предварительного подбора или подгонки по месту и выполнять свои функции в соответствии с предписанными техническими условиями.
2. Сопряжение деталей
Две детали, подвижно или неподвижно соединяемые друг с другом, называют сопрягаемыми. Размер, по которому происходит соединение этих деталей, называют сопрягаемым размером. Размеры, по которым не происходит соединения деталей, называют свободными размерами. Примером сопрягаемых размеров может служить диаметр вала и соответствующий диаметр отверстия в шкиве; примером свободных размеров может служить наружный диаметр шкива.
Для получения взаимозаменяемости сопрягаемые размеры деталей должны быть точно выполнены. Однако такая обработка сложна и не всегда целесообразна. Поэтому техника нашла способ получать взаимозаменяемые детали при работе с приближенной точностью. Этот способ заключается в том, что для различных условий работы детали устанавливают допустимые отклонения ее размеров, при которых все же возможна безукоризненная работа детали в машине. Эти отклонения, рассчитанные для различных условий работы детали, построены в определенной системе, которая называется системой допусков.
3. Понятие о допусках
Размер детали, фактически полученный при обработке, называется действительным размером.
Размеры, между которыми может колебаться действительный размер детали, называются предельными. Из них больший размер называется наибольшим предельным размером, а меньший — наименьшим предельным размером.
Отклонением называется разность между предельным и номинальным размерами детали. На чертеже отклонения обозначаются обычно числовыми величинами при номинальном размере, причем верхнее отклонение указывается выше, а нижнее — ниже.
Например, в размере  номинальным размером является 30, а отклонениями будут +0,15 и —0,1.
номинальным размером является 30, а отклонениями будут +0,15 и —0,1.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением, а разность между наименьшим предельным и номинальным размерами — нижним отклонением. Например, размер вала равен  . В этом случае наибольший предельный размер будет:
. В этом случае наибольший предельный размер будет:
верхнее отклонение составит
наименьший предельный размер будет:
нижнее отклонение составит
4. Зазоры и натяги
Если деталь с отверстием  насадить на вал с диаметром
насадить на вал с диаметром  , т. е. с диаметром при всех условиях меньше диаметра отверстия, то в соединении вала с отверстием обязательно получится зазор, как это показано на рис. 70. В этом случае посадка называется подвижной, так как вал сможет свободно вращаться в отверстии. Если же размер вала будет
, т. е. с диаметром при всех условиях меньше диаметра отверстия, то в соединении вала с отверстием обязательно получится зазор, как это показано на рис. 70. В этом случае посадка называется подвижной, так как вал сможет свободно вращаться в отверстии. Если же размер вала будет  т. е. всегда больше размера отверстия (рис. 71), то при соединении вал потребуется запрессовать в отверстие и тогда в соединении получится натяг.
т. е. всегда больше размера отверстия (рис. 71), то при соединении вал потребуется запрессовать в отверстие и тогда в соединении получится натяг.


На основании изложенного можно сделать следующее заключение:
зазором называют разность между действительными размерами отверстия и вала, когда отверстие больше вала;
натягом называют разность между действительными размерами вала и отверстия, когда вал больше отверстия.
5. Посадки и классы точности

Чтобы знать, по какому классу точности нужно изготовить деталь, на чертежах рядом с буквой, обозначающей посадку, ставится цифра, указывающая класс точности. Например, С4 означает: скользящая посадка 4-го класса точности; Х3 — ходовая посадка 3-го класса точности; П — плотная посадка 2-го класса точности. Для всех посадок 2-го класса цифра 2 не ставится, так как этот класс точности применяется особенно широко.
6. Система отверстия и система вала
Различают две системы расположения допусков — систему отверстия и систему вала.
Система отверстия (рис. 72) характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесенных к одному и тому же номинальному диаметру, отверстие имеет постоянные предельные отклонения, разнообразие же посадок получается за счет изменения предельных отклонений вала.

Система вала (рис. 73) характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесенных к одному и тому же номинальному диаметру, вал имеет постоянные предельные отклонения, разнообразие же посадок в этой системе осуществляется за счет изменения предельных отклонений отверстия.
На чертежах систему отверстия обозначают буквой А, а систему вала — буквой В. Если отверстие изготовляется по системе отверстия, то у номинального размера ставят букву А с цифрой, соответствующей классу точности. Например, 30А3 означает, что отверстие должно быть обработано по системе отверстия 3-го класса точности, а 30А — по системе отверстия 2-го класса точности. Если же отверстие обрабатывается по системе вала, то у номинального размера ставят обозначение посадки и соответствующего класса точности. Например, отверстие 30С4 означает, что отверстие нужно обработать с предельными отклонениями по системе вала, по скользящей посадке 4-го класса точности. В том случае, когда вал изготовляется по системе вала, ставят букву В и соответствующий класс точности. Например, 30В3 будет означать обработку вала по системе вала 3-го класса точности, а 30В — по системе вала 2-го класса точности.
В машиностроении систему отверстия применяют чаще, чем систему вала, так как это сопряжено с меньшими расходами на инструмент и оснастку. Например, для обработки отверстия данного номинального диаметра при системе отверстия для всех посадок одного класса требуется только одна развертка и для измерения отверстия — одна /предельная пробка, а при системе вала для каждой посадки в пределах одного класса нужна отдельная развертка и отдельная предельная пробка.
7. Таблицы отклонений
Для определения и назначения классов точности, посадок и величины допусков пользуются специальными справочными таблицами. Так как допустимые отклонения являются обычно очень малыми величинами, то, чтобы не писать лишних нулей, в таблицах допусков их обозначают в тысячных долях миллиметра, называемых микронами; один микрон равен 0,001 мм.
В качестве примера приведена таблица 2-го класса точности для системы отверстия (табл. 7).
В первой графе таблицы даны номинальные диаметры, во второй графе — отклонения отверстия в микронах. В остальных графах приводятся различные посадки с соответствующими им отклонениями. Знак плюс показывает, что отклонение прибавляется к номинальному размеру, а минус — что отклонение вычитается из номинального размера.
В качестве примера определим посадку движения в системе отверстия 2-го класса точности для соединения вала с отверстием номинального диаметра 70 мм.
Номинальный диаметр 70 лежит между размерами 50—80, помещенными в первой графе табл. 7. Во второй графе находим соответствующие отклонения отверстия  . Следовательно, наибольший предельный размер отверстия будет 70,030 мм, а наименьший 70 мм, так как нижнее отклонение равно нулю.
. Следовательно, наибольший предельный размер отверстия будет 70,030 мм, а наименьший 70 мм, так как нижнее отклонение равно нулю.
В графе «Посадка движения» против размера от 50 до 80 указано отклонение для вала  Следовательно, наибольший предельный размер вала 70-0,012 = 69,988 мм, а наименьший предельный размер 70-0,032 = 69,968 мм.
Следовательно, наибольший предельный размер вала 70-0,012 = 69,988 мм, а наименьший предельный размер 70-0,032 = 69,968 мм.


Глава X
Измерительный инструмент
Для измерения и проверки размеров деталей токарю приходится пользоваться различными измерительными инструментами. Для не очень точных измерений пользуются измерительными линейками, кронциркулями и нутромерами, а для более точных — штангенциркулями, микрометрами, калибрами и т. д.
1. Измерительная линейка. Кронциркуль. Нутромер
Измерительная линейка (рис. 74) служит для измерения длины деталей и уступов на них. Наиболее распространены стальные линейки длиной от 150 до 300 мм с миллиметровыми делениями.

Длину измеряют, непосредственно прикладывая линейку к обрабатываемой детали. Начало делений или нулевой штрих совмещают с одним из концов измеряемой детали и затем отсчитывают штрих, на который приходится второй конец детали.
Возможная точность измерений с помощью линейки 0,25—0,5 мм.

Кронциркуль (рис. 75, а) — наиболее простой инструмент для грубых измерений наружных размеров обрабатываемых деталей. Кронциркуль состоит из двух изогнутых ножек, которые сидят на одной оси и могут вокруг нее вращаться. Разведя ножки кронциркуля несколько больше измеряемого размера, легким постукиванием об измеряемую деталь или какой-нибудь твердый предмет сдвигают их так, чтобы они вплотную касались наружных поверхностей измеряемой детали. Способ переноса размера с измеряемой детали на измерительную линейку показан на рис. 76.

На рис. 75, 6 показан пружинный кронциркуль. Его устанавливают на размер при помощи винта и гайки с мелкой резьбой.
Пружинный кронциркуль несколько удобнее простого, так как сохраняет установленный размер.

Точность измерения кронциркулем и нутромером можно довести до 0,25 мм.
2. Штангенциркуль с точностью отсчета 0,1 мм
Точность измерения измерительной линейкой, кронциркулем, нутромером, как уже указывалось, не превышает 0,25 мм. Более точным инструментом является штангенциркуль (рис. 78), которым можно измерять как наружные, так и внутренние размеры обрабатываемых деталей. При работе на токарном станке штангенциркуль используется также для измерения глубины выточки или уступа.

Штангенциркуль состоит из стальной штанги (линейки) 5 с делениями и губок 1, 2, 3 и 8. Губки 1 и 2 составляют одно целое с линейкой, а губки 8 и 3 — одно целое с рамкой 7, скользящей по линейке. С помощью винта 4 можно закрепить рамку на линейке в любом положении.

Для измерения наружных поверхностей служат губки 1 и 8, для измерения внутренних поверхностей—губки 2 и 3, а для измерения глубины выточки —-стержень 6, связанный с рамкой 7.
На рамке 7 имеется шкала со штрихами для отсчета дробных долей миллиметра, называемая нониусом. Нониус позволяет производить измерения с точностью 0,1 мм (десятичный нониус), а в более точных штангенциркулях — с точностью 0,05 и 0,02 мм.
Если сомкнуть вплотную губки штангенциркуля, то нулевой штрих нониуса будет точно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, кроме последнего, такого совпадения иметь не будут: первый штрих нониуса не дойдет до первого штриха линейки на 0,1 мм; второй штрих нониуса не дойдет до второго штриха линейки на 0,2 мм; третий штрих нониуса не дойдет до третьего штриха линейки на 0,3 мм и т. д. Десятый штрих нониуса будет точно совпадать с девятым штрихом линейки.
Если сдвинуть рамку таким образом, чтобы первый штрих нониуса (не считая нулевого) совпал с первым штрихом линейки, то между губками штангенциркуля получится зазор, равный 0,1 мм. При совпадении второго штриха нониуса со вторым штрихом линейки зазор между губками уже составит 0,2 мм, при совпадении третьего штриха нониуса с третьим штрихом линейки зазор будет 0,3 мм и т. д. Следовательно, тот штрих нониуса, который точно совпадет с каким-либо штрихом линейки, показывает число десятых долей миллиметра.
При измерении штангенциркулем сначала отсчитывают целое число миллиметров, о чем судят по положению, занимаемому нулевым штрихом нониуса, а затем смотрят, с каким штрихом нониуса совпал штрих измерительной линейки, и определяют десятые доли миллиметра.
На рис. 79, б показано положение нониуса при измерении детали диаметром 6,5 мм. Действительно, нулевой штрих нониуса находится между шестым и седьмым штрихами измерительной линейки, и, следовательно, диаметр детали равен 6 мм плюс показания нониуса. Далее мы видим, что с одним из штрихов линейки совпал пятый штрих нониуса, что соответствует 0,5 мм, поэтому диаметр детали составит 6 + 0,5 = 6,5 мм.
3. Штангенглубиномер
Для измерения глубины выточек и канавок, а также для определения правильного положения уступов по длине валика служит специальный инструмент, называемый штангенглубиномером (рис. 80). Устройство штангенглубиномера сходно с устройством штангенциркуля. Линейка 1 свободно перемещается в рамке 2 и закрепляется в ней в нужном положении при помощи винта 4. Линейка 1 имеет миллиметровую шкалу, по которой при помощи нониуса 3, имеющегося на рамке 2, определяется глубина выточки или канавки, как показано на рис. 80. Отсчет по нониусу ведется так же, как и при измерении штангенциркулем.

4. Прецизионный штангенциркуль
Для работ, выполняемых с большей точностью, чем до сих пор рассмотренные, применяют прецизионный (т. е. точный) штангенциркуль.
На рис. 81 изображен прецизионный штангенциркуль завода им. Воскова, имеющий измерительную линейку длиной 300 мм и нониус.

Длина шкалы нониуса (рис. 82, а) равна 49 делениям измерительной линейки, что составляет 49 мм. Эти 49 мм точно разделены на 50 частей, каждая из которых равна 0,98 мм. Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,98 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1,00—0,98 = = 0,02 мм. Эта величина 0,02 мм обозначает ту точность, которую может обеспечить нониус рассматриваемого прецизионного штангенциркуля при измерении деталей.


При измерении прецизионным штангенциркулем к количеству целых миллиметров, которое пройдено нулевым штрихом нониуса, надо прибавлять столько сотых долей миллиметра, сколько покажет штрих нониуса, совпавший со штрихом измерительной линейки. Например (см. рис. 82, б), по линейке штангенциркуля нулевой штрих нониуса прошел 12 мм, а его 12-й штрих совпал с одним из штрихов измерительной линейки. Так как совпадение 12-го штриха нониуса означает 0,02 х 12 = 0,24 мм, то измеряемый размер равен 12,0 + 0,24 = 12,24 мм.
На рис. 83 изображен прецизионный штангенциркуль завода «Калибр» с точностью отсчета 0,05 мм.
Длина нониусной шкалы этого штангенциркуля, равная 39 мм, разделена на 20 равных частей, каждая из которых принимается за пять. Поэтому против пятого штриха нониуса стоит цифра 25, против десятого — 50 и т. д. Длина каждого деления нониуса равна 
Из рис. 83 видно, что при сомкнутых вплотную губках штангенциркуля только нулевой и последний штрихи нониуса совпадают со штрихами линейки; остальные же штрихи нониуса такого совпадения иметь не будут.
Если сдвинуть рамку 3 до совпадения первого штриха нониуса со вторым штрихом линейки, то между измерительными поверхностями губок штангенциркуля получится зазор, равный 2—1,95 = = 0,05 мм. При совпадении второго штриха нониуса с четвертым штрихом линейки зазор между измерительными поверхностями губок будет равен 4—2 X 1,95 = 4 — 3,9 = 0,1 мм. При совпадении третьего штриха нониуса со следующим штрихом линейки зазор составит уже 0,15 мм.
Отсчет на данном штангенциркуле ведется подобно изложенному выше.
Прецизионной штангенциркуль (рис. 81 и 83) состоит из линейки 1 с губками 6 и 7. На линейке нанесены деления. По линейке 1 может передвигаться рамка 3 с губками 5 и 8. К рамке привинчен нониус 4. Для грубых измерений передвигают рамку 3 по линейке 1 и после закрепления винтом 9 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки 3, состоящей из винта и гайки 2 и зажима 10. Зажав винт 10, вращением гайки 2 подают микрометрическим винтом рамку 3 до плотного соприкосновения губки 8 или 5 с измеряемой деталью, после чего производят отсчет.
5. Микрометр
Микрометр (рис. 84) применяется для точного измерения диаметра, длины и толщины обрабатываемой детали и дает точность отсчета в 0,01 мм. Измеряемая деталь располагается между неподвижной пяткой 2 и микрометрическим винтом (шпинделем) 3. Вращением барабана 6 шпиндель удаляется или приближается к пятке.

Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем на измеряемую деталь, имеется предохранительная головка 7 с трещоткой. Вращая головку 7, мы будем выдвигать шпиндель 3 и поджимать деталь к пятке 2. Когда это поджатие окажется достаточным, при дальнейшем вращении головки ее храповичок будет проскальзывать и будет слышен звук трещотки. После этого прекращают вращение головки, закрепляют при помощи поворота зажимного кольца (стопора) 4 полученное раскрытие микрометра и производят отсчет.
Для производства отсчетов на стебле 5, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 6 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки со шпинделем, нулевой штрих на фаске барабана 6 совпадает с нулевым штрихом на стебле 5.
Механизм микрометра устроен таким образом, что при полном обороте барабана шпиндель 3 переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т. е. не на 50 делений, а на одно деление, или  часть оборота, то шпиндель переместится на
часть оборота, то шпиндель переместится на  Это и есть точность отсчета микрометра. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
Это и есть точность отсчета микрометра. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
На рис. 84 справа показан размер, снятый микрометром при измерении детали; необходимо сделать отсчет. Барабан открыл 16 целых делений (половинка не открыта) на шкале стебля. С линией стебля совпал седьмой штрих фаски; следовательно, будем иметь еще 0,07 мм. Полный отсчет равен 16 + 0,07 = 16,07 мм.
На рис. 85 показано несколько измерений микрометром.

Следует помнить, что микрометр — точный инструмент, требующий бережного отношения; поэтому, когда шпиндель слегка коснулся поверхности измеряемой детали, не следует больше вращать барабан, а для дальнейшего перемещения шпинделя вращать головку 7 (рис. 84), пока не последует звук трещотки.
6. Нутромеры
Нутромеры (штихмасы) служат для точных измерений внутренних размеров деталей. Существуют нутромеры постоянные и раздвижные.

Постоянный, или жесткий, нутромер (рис. 86) представляет собой металлический стержень с измерительными концами, имеющими шаровую поверхность. Расстояние между ними равно диаметру измеряемого отверстия. Чтобы исключить влияние тепла руки, держащей нутромер, на его фактический размер, нутромер снабжают державкой (рукояткой).
Для измерения внутренних размеров с точностью до 0,01 мм применяются микрометрические нутромеры. Устройство их сходно с устройством микрометра для наружных измерений.
Головка микрометрического нутромера (рис. 87) состоит из гильзы 3 и барабана 4, соединенного с микрометрическим винтом; шаг винта 0,5 мм, ход 13 мм. В гильзе помещается стопор 2 и пятка/с измерительной поверхностью. Удерживая гильзу и вращая барабан, можно изменять расстояние между измерительными поверхностями нутромера. Отсчеты производят, как у микрометра.

Пределы измерений головки штихмаса — от 50 до 63 мм. Для измерения больших диаметров (до 1500 мм) на головку навинчивают удлинители 5.
7. Предельные измерительные инструменты
При серийном изготовлении деталей по допускам применение универсальных измерительных инструментов (штангенциркуль, микрометр, микрометрический нутромер) нецелесообразно, так как измерение этими инструментами является сравнительно сложной и длительной операцией. Точность их часто недостаточна, и, кроме того, результат измерения зависит от умения работника.
Для проверки, находятся ли размеры деталей в точно установленных пределах, пользуются специальным инструментом — предельными калибрами. Калибры для проверки валов называются скобами, а для проверки отверстий — пробками.

Сторона скобы с меньшим размером называется непроходной (клеймится «НЕ»), противоположная сторона с большим размером — проходной (клеймится «ПР»). Вал признается годным, если скоба, опускаемая на него проходной стороной, скользит вниз под влиянием своего веса (рис. 88), а непроходная сторона не находит на вал.
Для измерения валов большого диаметра вместо двухсторонних скоб применяют односторонние (рис. 89), у которых обе пары измерительных поверхностей лежат одна за другой. Передними измерительными поверхностями такой скобы проверяют наибольший допускаемый диаметр детали, а задними — наименьший. Эти скобы имеют меньший вес и значительно ускоряют процесс контроля, так как для измерения достаточно один раз наложить скобу.

На рис. 90 показана регулируемая предельная скоба, у которой при износе можно путем перестановки измерительных штифтов восстановить правильные размеры. Кроме того, такую скобу можно отрегулировать для заданных размеров и таким образом небольшим набором скоб проверить большое количество размеров.

Для перестановки на новый размер нужно ослабить стопорные винты 1 на левой ножке, соответственно передвинуть измерительные штифты 2 и 3 и снова закрепить винты 1.
Широкое распространение имеют плоские предельные скобы (рис. 91), изготовляемые из листовой стали.


На рис. 93 показано измерение отверстия предельной пробкой на токарном станке. Проходная сторона должна легко проходить сквозь отверстие. Если же и непроходная сторона входит в отверстие, то деталь бракуют.

Цилиндрические калибры-пробки для больших диаметров неудобны вследствие их большого веса. В этих случаях пользуются двумя плоскими калибрами-пробками (рис. 94), из которых один имеет размер, равный наибольшему, а второй — наименьшему допускаемому. Проходная сторона имеет, большую ширину, чем пепроходная.

На рис. 95 показана регулируемая предельная пробка. Ее можно отрегулировать для нескольких размеров так же, как регулируемую предельную скобу, или восстановить правильный размер изношенных измерительных поверхностей.

8. Рейсмасы и индикаторы
С помощью рейсмаса можно производить также разметку центровых отверстий в торцах детали.
Простейший рейсмас показан на рис. 96, а. Он состоит из массивной плитки с точно обработанной нижней плоскостью и стержня, по которому передвигается ползушка с иглой-чертилкой.

Рейсмас более совершенной конструкции, показан на рис. 96, б. Игла 3 рейсмаса при помощи шарнира 1 и хомута 4 может быть подведена острием к проверяемой поверхности. Точная установка осуществляется винтом 2.
Индикатор. Для контроля точности обработки на металлорежущих станках, проверки обработанной детали на овальность, конусность, для проверки точности самого станка применяют индикатор.
Индикатор (рис. 97) имеет металлический корпус 6 в форме часов, в котором заключен механизм прибора. Через корпус индикатора проходит стержень 3 с выступающим наружу наконечником, всегда находящийся под воздействием пружины. Если нажать на стержень снизу вверх, он переместится в осевом направлении и при этом повернет стрелку 5, которая передвинется по циферблату, имеющему шкалу в 100 делений, каждое из которых соответствует перемещению стержня на 1/100 мм. При перемещении стержня на 1 мм стрелка 5 сделает по циферблату полный оборот. Для отсчета целых оборотов служит стрелка 4.

При измерениях индикатор всегда должен быть жестко закреплен относительно исходной измерительной поверхности. На рис. 97, а изображена универсальная стойка для крепления индикатора. Индикатор 6 при помощи стержней 2 и 1 муфт 7 и 8 закрепляют на вертикальном стержне 9. Стержень 9 укрепляется в пазу 11 призмы 12 гайкой 10 с накаткой.

Для измерения отклонения детали от заданного размера подводят к ней наконечник индикатора до соприкосновения с измеряемой поверхностью и замечают начальное показание стрелок 5 и 4 (см. рис. 97, б) на циферблате. Затем перемещают индикатор относительно измеряемой поверхности или измеряемую поверхность относительно индикатора.
Отклонение стрелки 5 от ее начального положения покажет величину выпуклости (впадины) в сотых долях миллиметра, а отклонение стрелки 4—в целых миллиметрах.
На рис. 98 показан пример использования индикатора для проверки совпадения центров передней и задней бабок токарного станка. Для более точной проверки следует установить между центрами точный шлифованный валик, а в резцедержателе — индикатор. Подведя кнопку индикатора к поверхности валика справа и заметив показание стрелки индикатора, перемещают вручную суппорт с индикатором вдоль валика. Разность отклонений стрелки индикатора в крайних положениях валика покажет, на какую величину следует передвинуть в поперечном направлении корпус задней бабки.
С помощью индикатора можно также проверить торцовую поверхность детали, обработанной на станке. Индикатор закрепляют в резцедержателе взамен резца и перемещают вместе с резцедержателем в поперечном направлении так, чтобы пуговка индикатора касалась проверяемой поверхности. Отклонение стрелки индикатора покажет величину биения торцовой плоскости.



