Наклёп
Наклёп (нагартовка) — упрочнение металлов и сплавов вследствие изменения их структуры и фазового состава в процессе пластической деформации при температуре ниже температуры рекристаллизации. Наклёп сопровождается выходом на поверхность образца дефектов кристаллической решётки, увеличением прочности и твёрдости и снижением пластичности, ударной вязкости, сопротивления металлов деформации противоположного знака (эффект Баушингера).
Содержание
Виды наклёпа
Различают два вида наклёпа: фазовый и деформационный. Деформационный наклёп является результатом действия внешних деформационных сил. При фазовом наклёпе источником деформаций служат фазовые превращения, в результате которых образуются новые фазы с отличным от исходной (-ых) удельными объёмами.
Деформационный наклёп
Перенаклёп
При значительных деформациях вследствие перенаклепа в материале возникают поры, субмикротрещины и другие дефекты. Такое состояние металла (сплава) называется перенаклёпом. Перенаклёп — одна из причин хрупкости, а также снижения конструкционной прочности сплавов.
Разупрочнение
При нагреве, например во время отжига, подвергнутого наклёпу металла происходит его разупрочнение вследствие развития процессов отдыха, полигонизации, рекристаллизации.
Упрочнение деталей наклёпом
В машиностроении наклёп используется для поверхностного упрочнения деталей. Наклёп приводит к возникновению в поверхностном слое детали благоприятной системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект поверхностной пластической деформации (ППД), выражающийся в повышении усталостной прочности, а иногда и износостойкости. Для получения упрочненного наклёпом поверхностного слоя заготовку подвергают обработке различными видами ППД, например, обкатка роликами, дробеструйная обработка, поверхностное дорнование и др.
Литература
Полезное
Смотреть что такое «Наклёп» в других словарях:
наклёв — наклёв … Русское словесное ударение
наклёп — наклёп … Русское словесное ударение
наклёв — наклёв, а … Русский орфографический словарь
наклёп — наклёп, а … Русский орфографический словарь
наклёп — наклёп … Словарь употребления буквы Ё
наклёв — наклёв, наклёвы, наклёва, наклёвов, наклёву, наклёвам, наклёв, наклёвы, наклёвом, наклёвами, наклёве, наклёвах (Источник: «Полная акцентуированная парадигма по А. А. Зализняку») … Формы слов
наклёп — наклёп, наклёпы, наклёпа, наклёпов, наклёпу, наклёпам, наклёп, наклёпы, наклёпом, наклёпами, наклёпе, наклёпах (Источник: «Полная акцентуированная парадигма по А. А. Зализняку») … Формы слов
НАКЛЁВ — НАКЛЁВ, наклёва, муж. (спец.). 1. только ед. Действие по гл. наклевывать наклюнуть. 2. Наклюнутое детенышем место на скорлупе яйца. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
наклёп — изменение структуры и свойств металлов и сплавов в результате пластической деформации. При наклёпе уменьшаются пластичность и ударная вязкость, но повышаются твёрдость и прочность. Используется для поверхностного упрочнения деталей. * * * НАКЛЕП… … Энциклопедический словарь
накл. — накл. накладная Словарь: С. Фадеев. Словарь сокращений современного русского языка. С. Пб.: Политехника, 1997. 527 с. накл. наклонение глагола Словарь: С. Фадеев. Словарь сокращений современного русского языка. С. Пб.: Политехника, 1997. 527 с … Словарь сокращений и аббревиатур
Наклеп и нагартовка: особенности и отличия видов упрочнения металла
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.

На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Сущность наклепа и нагартовки
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации. Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия. Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
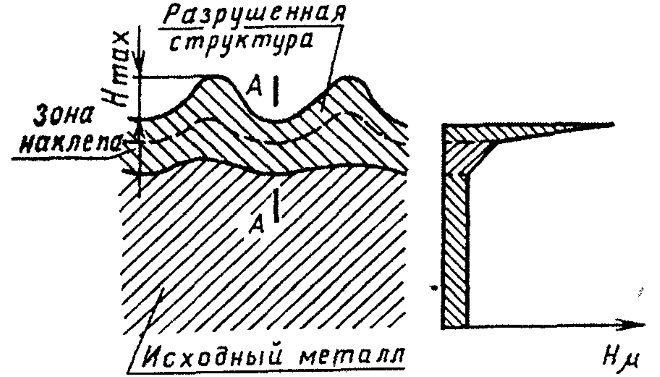
Упрочнение поверхности металла можно оценить по изменению микротвердости, уменьшающейся про мере удаления от поверхности
Явление наклепа, если оно относится к ферромагнитным материалам (например, к железу), приводит к тому, что у металла увеличивается значение такого параметра, как коэрцитивная сила, а его магнитная проницаемость снижается. Если наклепанная область была сформирована в результате незначительной деформации, то остаточная индукция, которой характеризуется материал, снижается, а если степень деформации увеличить, то значение такого параметра резко возрастает. Из положительных последствий наклепа следует отметить и то, что с его помощью можно значительно улучшить эксплуатационные характеристики более пластичных металлов, создающих значительное трение в процессе использования.
Наклепанный слой на поверхности металлического изделия может быть сформирован как специально, тогда такой процесс является полезным, так и неумышленно, в таком случае его считают вредным. Чаще всего неумышленное поверхностное упрочнение металлического изделия происходит в процессе обработки резанием, когда на обрабатываемый металл оказывается значительное давление со стороны режущего инструмента.

Упрочнение (наклеп) при обработке резанием
Увеличение прочности приводит к тому, что поверхность металла становится и более хрупкой, что является очень нежелательным последствием обработки.
Если формирование наклепа может произойти в результате как осознанных, так и неосознанных действий, то нагартовка всегда выполняется специально и является, по сути, полноценной технологической операцией, цель которой состоит в поверхностном упрочнении металла.

Деформационное уплотнение кромки этого затвора произошло в результате эксплуатации, значит – это наклеп
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале. Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа. Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода. При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь. Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с. В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
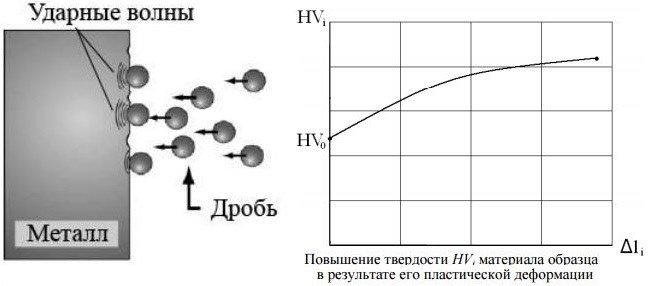
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения. В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие. Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться. Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
Изменение структуры поверхностного слоя в результате холодной деформации
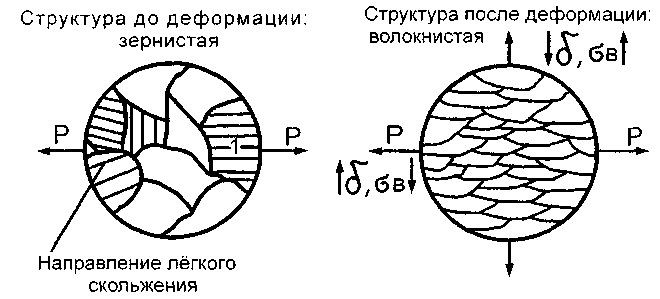
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается. Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение. Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Из всего вышесказанного можно сделать вывод о том, что в процессе выполнения нагартовки или наклепа изменяется кристаллическая структура стали или другого металла, в результате материал становится более твердым и прочным, но одновременно и более хрупким. Нагартованная сталь, таким образом, представляет собой материал, который специально был подвергнут пластической деформации для улучшения прочностных характеристик.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.

Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций. Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др.).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.

Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки. Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации. Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам. Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.

Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка. При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается. Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении. В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.
Ручная правка наклепом изогнутого вала
Существует также такая технологическая операция, как правка наклепом, при помощи которой металлический вал или лист приводятся в исходное состояние. Чтобы выполнить такую операцию, нацеленную на устранение несоответствий геометрических параметров их требуемым значениям, нет необходимости использовать специальный станок – ее выполняют при помощи обычного молотка и ровной плиты, на которую укладывается обрабатываемое изделие. Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
На видео ниже показан процесс упрочнения методом наклепа колес для железнодорожной техники в дробеметной установке.
Практическое использование наклепа.
Наклеп – это упрочнение металла под действием пластической деформации. Упрочнение металла в процессе пластической деформации объясняется увеличением числа дефектов кристаллического строения (вакансий, междоузельных атомов, дислокаций). Пара движущихся дислокаций порождает сотни и сотни новых, в результате этого плотность дислокаций повышается. Следовательно, повышается сопротивление деформации и уменьшается пластичность. Наибольшее значение имеет увеличение плотности дислокаций, так как возникающие при этом между ними взаимодействие тормозит дальнейшее их перемещение.
Беспорядочно ориентированные кристаллы под действием деформации поворачиваются осями наибольшей прочности вдоль направления деформации. Все зерна оказываются одинаково ориентированными. Закономерная ориентация кристаллов относительно внешних деформационных сил называется текстурой.
Наклепанный металл в технике называют еще нагартованным.
Из многолетнего опыта известно, что после ковки холодного металла заметно возрастают его прочность и твердость. В то же время он становится хрупким. Это явление получило название «наклеп». Анализ сущности пластической деформации с позиций дислокационной концепции позволяет установить, что изменение внутреннего строения металла при пластической деформации связано главным образом с ростом плотности дислокаций, происходящим вследствие их непрерывного генерирования источниками Франка – Рида под действием напряжений, создаваемых прикладываемой силой.
Широкое применение в технике имеют проволока, а также другие виды изделий тонких сечений (тонкий лист, лента, цельнотянутые трубы и др. профили).
Эти виды изделий изготавливают на металлургических заводах прокаткой, прессованием, волочением в холодном состоянии. В результате такой обработки металл получает наклеп, который может быть снят последующим рекристаллизационным отжигом.
Для отожженного состояния механические свойства определяются главным образом составом стали, и в первую очередь содержанием углерода.
Для нагартованного состояния свойства будут сильно зависеть от степени наклепа (степень обжатия) (рис.2.1).
При максимальном наклепе (обжатие 96-97%) высокоуглеродистой стали (1,2% С) достигается прочность, превышающая 4000 МПа. Очевидно, что после такой степени обжатия проволока получается очень тонкой. Действительно, рекордные значения прочности  =4000 + 5000 МПа получены были лишь на проволоке 0,1 мм из высокоуглеродистой стали после значительных обжатий (98%).
=4000 + 5000 МПа получены были лишь на проволоке 0,1 мм из высокоуглеродистой стали после значительных обжатий (98%).
Нагартованную проволоку тонких сечений после степени обжатия используют для изготовления канатов и тросов.
Рисунок 2.1 – Влияние степени обжатия на прочность
проволоки с различным содержанием углерода
Обычно для этой цели применяют сталь с 0,6-0,8% С, которая после обжатия 80-90% получает прочность 1800-3000 МПа.
При максимальном наклепе (обжатие 96-97%) высокоуглеродистой стали (1,2% С) достигается прочность, превышающая 4000 МПа. Очевидно, что после такой степени обжатия проволока получается очень тонкой. Действительно, рекордные значения прочности =4000 + 5000 МПа получены были лишь на проволоке 0,1 мм из высокоуглеродистой стали после значительных обжатий (98%).
Нагарторванную проволоку тонких сечений после значительных степеней обжатия используют для изготовления канатов и тросов. Обычно для этой цели применяют сталь с 0,6-0,8% С, которая после обжатия 80-90% получает прочность 1800-3000 МПа.
Наибольшее распространение из всех методов упрочняющей обработки получил дробеструйный наклеп. Готовые детали машин подвергают ударному действию потока дроби. Обработку производят в специальных камерах. Заготовки могут подаваться в камеру и удаляться из нее автоматически. Дробинки из чугуна, стали и других материалов с большой скоростью перемещаются потоком воздуха, а после удара о заготовку падают вниз и снова осуществляют ударное воздействие. Благодаря этому методу можно значительно повысить долговечность таких деталей, как рессорные листы, пружины, лопатки турбин, штоки и штампы.
Основные этапы
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
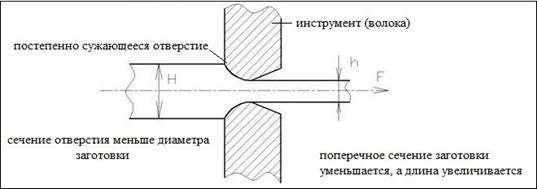
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.

Изготовление проволоки по технологии волочения включает в себя несколько этапов.
Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
3. При проведении термической обработки зубила, изготовленного из стали У7, была выполнена закалка с 740 0 С. Правильно ли была выбрана температура закалки? Обоснуйте свое решение. Какова структура после проведенной термообработки.
Углеродистая инструментальная сталь У7, относится к сталям повышенной вязкости. Эта сталь чувствительна к перегреву, поэтому режимы термической обработки (отжиг, закалка) должны выдерживаться в довольно узких пределах.
Слесарное зубило изготовляют из инструментальной углеродистой стали У7 или У8, следовательно, и режим термической обработки должен соответствовать материалу.
Термическая обработка углеродистых инструментальных сталей состоит из двух операций: предварительной и окончательной обработок.
После кузнечной обработки (отковки режущей части и головки) соответственно чертежу рабочий конец зубила (на длине 15-30 мм) зачищают от окалины и нагревают равномерно (в горне печи или ванне) до температуры 760-780° (светло-вишневого цвета каления).
В результате закалки достигается высокая твердость (HRC 62-65) инструментальных сталей. Сталь У7 подвергают полной закалке. Закалку углеродистой стали проводят в воде или водных растворах солей и щелочей, так как она имеет малую устойчивость переохлаждённого аустенита. После закалки структура углеродистой стали У7 состоит из мартенсита и избыточного карбида (цементита). Избыточные карбиды повышают износостойкость стали. В структуре закаленных углеродистых сталей имеется также небольшое (до 5÷8%) количество остаточного аустенита, но так как его мало, твёрдость стали не снижается.
Назначьте марку алюминиевого сплава для изготовления деталей, получаемых литьем: а)расшифруйте состав и укажите ее механические свойства сплава; б) опишите структуру сплава и возможную термическую обработку.
Марка: АК12 (другое обозначение АЛ2).
Классификация: Алюминиевый литейный сплав.
Применение: Сплав на основе системы алюминий – кремний – магний (силумин). Из сплава получают плотные герметичные отливки сложной формы, не испытывающие в процессе эксплуатации значительных нагрузок, сплав отличается высокой герметичностью.
Алюминиево-кремниевый сплав АК12 плохо режется и поддается прокатке, но для него характерна повышенная жидкотекучесть. Ввиду этого, он чрезвычайно востребован в производстве литых деталей, которые способны работать при температуре до 200 градусов. Для их получения используют разнообразные методы литья: под давлением, в песок и в металлические формы. В дальнейшем из отливок изготавливают детали для бытовой техники, горно-металлургической, авиастроительной, машиностроительной отраслей промышленности:
ü трубопроводная арматура и др.
Химический состав в % материала АК12 ГОСТ 1583–93
| Fe | Si | Mn | Ti | Al | Cu | Zr | Mg | Zn | Примесей |
| до 1,5 | 10 – 13 | до 0,5 | до 0,1 | 84,3 – 90 | до 0,6 | до 0,1 | до 0,1 | до 0,3 | всего 2,7 |
Литейно-технологические свойства материала АК12
| Линейная усадка: | 0,8% |
Механические свойства при Т=20 o С материала АК12
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| мм | — | МПа | МПа | % | % | кДж/м 2 | — | |
| Литьё в кокиль, ГОСТ 1583-93 | — | — | 147 – 157 | — | 2-3 | — | — | — |
| Литьё под давлением, ГОСТ 1583-93 | — | — | 147 – 157 | — | 1-2 | — | — | — |
Физические свойства материала АК12
Силумины обычно содержат от 5 до 14% Si, т.е. на несколько процентов больше или меньше эвтектической концентрации. Структура немодифицированных силуминов имеет грубую игольчатую эвтектику, состоящую из твердого раствора кремния в алюминии и кремния, что обусловливает невысокий уровень механических свойств таких сплавов. На уровень механических свойств силуминов также существенно влияют примеси железа, присутствующие в промышленных сплавах и образующие при кристаллизации включения фазы Al-Fe-Si игольчатой формы, что приводит к значительному снижению прочности и пластичности сплавов. ГОСТ 1583-93 допускает в эвтектическом силумине АК12 до 0,7% железа при литье в землю, до 1% при литье в кокиль и до 1,5% при литье под давлением.
Эвте́ктика (от греч. eutektos — легкоплавящийся) — состав смеси двух и более компонентов, плавящийся при минимальной температуре. Также смеси, в которых компоненты не реагируют с друг другом и не растворяются в друг друге часто являются эвтектическими.
Сплав марки АК12 относится к группе неупрочняемых термической обработкой сплавов. Для снятия внутренних напряжений обычно применяют термическую обработку – отжиг. Согласно ГОСТ 1583, для отливок из сплава АК12 рекомендуется проводить отжиг по двум режимам:
ü первый – Т = 300 0 С (2…4 часа);
ü второй – Т = 175 0 С (5…17 часов).
5. Сварочное производство.
Сварка деталей.
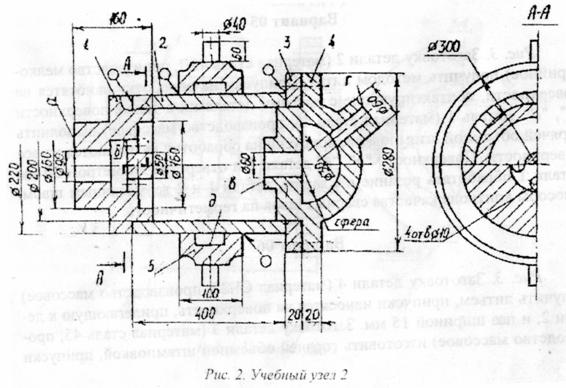
Сварить детали 2 и 5 (производство единичное). Причина образования сварочных напряжений.
Исходя из единичного производства выбираем ручную дуговую сварку (рис.1).
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом дуга 8 горит между стержнем 7 и основным металлом 1.
Стержень электрода плавится и расплавленным металл каплями стекает в металлическую ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя газовую атмосферу 5 вокруг дуги и жидкую шлаковую ванну 4 на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов 3. Жидкий шлак после остывания образует твердую шлаковую корку 2.
Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями, стержень изготавливают из сварочной проволоки повышенного качества диаметром 0,2…12мм. Сварочную проволоку разделяют на три группы: низкоуглеродистую, легированную и высоколегированную.
Электроды классифицируются по назначению и виду покрытия. По назначению электроды подразделяются на пять классов: для сварки углеродистых и низколегированных конструкционных сталей, легированных конструкционных сталей, легированных жаропрочных сталей, высоколегированных сталей с особыми свойствами и для наплавки поверхностных слоев с особыми свойствами.
По виду покрытия электроды делят на электроды с кислым, рутиловым, основным и целлюлозным покрытием.

где  — опытный коэффициент для электрода из низкоуглеродистой стали;
— опытный коэффициент для электрода из низкоуглеродистой стали;
 — диаметр электрода для сварки деталей толщиной 4…10 мм.
— диаметр электрода для сварки деталей толщиной 4…10 мм.

Количество наплавленного металла:

где  — поперечное сечение площади шва;
— поперечное сечение площади шва;
 — плоскость наплавленного металла;
— плоскость наплавленного металла;
 — длина шва.
— длина шва.

где  — коэффициент наплавки.
— коэффициент наплавки.
Скорость сварки однослойного шва:

Источниками сварочного тока служат сварочные трансформаторы.
Возникновение сварочных напряжений происходит следующим образом. В следствии неравномерного разогрева изделия при сварке температурные деформации шва ограничиваются реакцией менее нагретых зон основного металла. Поэтому шов и прилегающая к нему зона металла претерпевают местную пластическую деформацию сжатия. После охлаждения должна произойти обратная деформация, однако она снова ограничивается реакцией основного металла.



