Что такое номинальный диаметр болта
Болты изготавливаются согласно ГОСТ 7798-70, DIN 933, DIN 931, ГОСТ 24379.1-2012, ГОСТ Р 52643-2006, ГОСТ 16016-2014 и др.
Самые распространенные виды болтов следующие:
Диапазон размеров: М1.4 до М160.
Пример условного обозначения болта с параметрами: диаметр резьбы 12 (мм), длина 60 (мм), крупный шаг резьбы:
Болт М12х60 ГОСТ 7805-70.
Изготавливаются болты из высокоуглеродистой проволоки повышенной точности методом высадки холодной заготовки с дальнейшей накаткой резьбы.
Полные точные значения в представлены таблице ниже, либо по ссылкам в подразделах.
Стандарт  Существующие международные стандарты |
|---|
Номинальный диаметр резьбы (мм)
Диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы, а также диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.

Длина болта (мм)
Длина детали, включая резьбу, но без головки болта.

Предостережение: следует учитывать, что приведенные данные являются официальными значениями существующих нормативных документов. Однако следует учитывать, что информация является справочной и не гарантирует однозначной точности.
Измерение крепежа. Размер болтов, гаек, винтов, шпилек, шплинтов

Измерение крепежа. Размер болтов, гаек, винтов, шпилек, шплинтов
Основными параметрами, определяющими тип и размер крепежа являются: диаметр, длина и толщина (или высота).
В большинстве сегодняшних русскоязычных справочников, на чертежах и в конструкторской документации используются обозначения, заимствованные из английского языка и алфавита.
Так диаметр крепёжного изделия принято обозначать большой или малой латинской буквой «D» или «d» (сокращение от англ. Diameter), длину крепежного изделия принято обозначать большой или малой латинской буквой «L» или «l» (сокращение от англ. Length), толщина обозначается большой или малой латинской буквой «S» или «s» (сокращение от англ. Stoutness), высота обозначается большой или малой латинской буквой «Н» или «h» (сокращение от англ. High).
Разберём особенности измерения основных типов крепёжных изделий.
Измерение болтов
Болты с метрической резьбой обозначаются в документации в формате МDxPxL, где:
Чтобы определиться с видом и размером конкретного болта необходимо визуально установить его тип, сопоставив конструкцию болта с одним из стандартов (ГОСТ, DIN, ISO) Затем, выяснив тип болта, последовательно определить все перечисленные размеры.
Для измерения диаметра болта можно воспользоваться штангенциркулем, микрометром или шаблонной линейкой. 


Контроль точности определённого диаметра наружной резьбы производится с помощью комплекта калибров «ПР-НЕ» (проход-непроход), один из которых должен легко навинчиваться на болт, а другой не должен навинчиваться совсем. 
Длину болта можно измерить с помощью тех же штангенциркуля или линейки.
Длина болтов с выступающей головкой измеряется без учета самой головки: 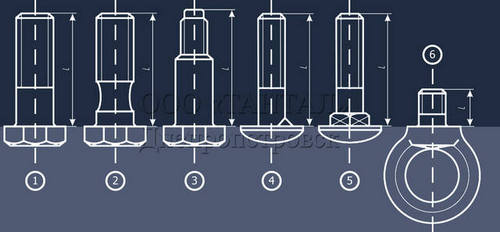
• Болты с шестигранной головкой ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
• Болты с шестигранной уменьшенной головкой ГОСТ 7808-70, 7796-70, 15591-70;
• Болты высокопрочные ГОСТ 22353-77;
• Болты высокопрочные шестигранные с увеличенным размером под ключ ГОСТ Р 52644-2006.
• Болты с шестигранной головкой и направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70.
• Болты с шестигранной уменьшенной головкой для отверстий из-под развертки ГОСТ 7817-80.
• Болты с увеличенной полукруглой головкой и усом ГОСТ 7801-81.
• Болты с увеличенной полукруглой головкой и квадратным подголовком ГОСТ 7802-81.
• Рым-болты ГОСТ 4751-73.
Длина болтов с потайной головкой измеряется вместе с головкой: 
Существенным параметром для определения типа болта и его стандарта ГОСТ (DIN или ISO) является размер головки: размер «под ключ», в случае шестигранной головки, или диаметр, в случае цилиндрической головки; так как бывают болты с уменьшенной головкой, с нормальной и с увеличенной головкой.
Измерение дюймовых болтов
Болты с дюймовой резьбой обозначаются в документации в формате D»-NQQQxL, где:
В случае, если Вам необходимо определить диаметр резьбы дюймового болта, нужно результат замера диаметра болта разделить на 25,4 мм, что равняется 1 дюйму. Полученное число необходимо сопоставить с ближайшим дробным размером в дюймах (можно из таблицы для дюймовой резьбы с крупным шагом UNC): 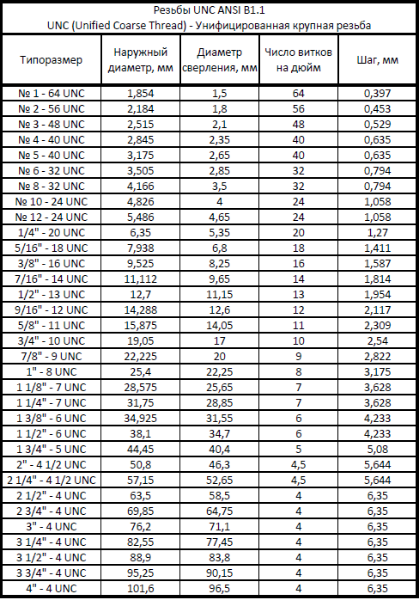
Шаг резьбы дюймового болта определяется подсчётом количества витков в одном дюйме (25,4мм) резьбы. Можно также воспользоваться дюймовым резьбомером, если Вы заранее знаете, что резьба дюймовая.
Длину дюймового болта необходимо измерять также, как и метрического, а результат разделить на 25,4 мм, что равняется 1 дюйму. Полученное число необходимо сопоставить с ближайшим размером в дюймах, разделяя целую и дробную часть.
Измерение винтов
Винты с метрической резьбой обозначаются в документации аналогично болтам в формате МDxPxL, где:
Сначала осмотром устанавливаем разновидность измеряемого винта, определяем его стандарт, чтобы определиться с особенностями измерения.
Диаметр резьбы винтов определяем аналогично измерению болтов.
В зависимости от геометрической конфигурации винта способ измерения его длины может отличаться, и все винты можно условно разделить на 4 группы:
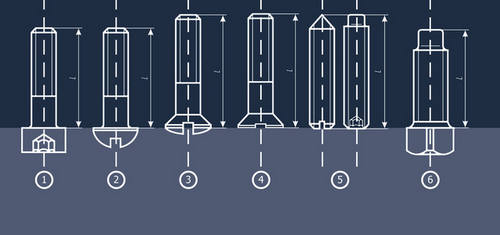
• Винты с цилиндрической головкой и внутренним шестигранником ГОСТ 11738-84;
• Винты с цилиндрической головкой ГОСТ 1491-80.
• Винты с полукруглой головкой ГОСТ 17473-80.
• Винты с полупотайной головкой ГОСТ 17474-80.
• Винты с потайной головкой ГОСТ 17475-80.
• Винты установочные с прямым шлицем ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
• Винты установочные с шестигранным углублением под ключ ГОСТ 8878-93, 11074-93, 11075-93.
• Винты установочные с квадратной головкой ГОСТ 1482-84, 1485-84.
Измерение шпилек
Шпильки с метрической резьбой обозначаются в документации в формате МDxPxL, где:
Определение диаметра резьбы шпилек идентично измерению резьбы болтов.
В зависимости от стандарта ГОСТ и конфигурации шпильки способ измерения её длины может отличаться, и все шпильки можно условно разделить на 2 группы:
Для правильного измерения размера шпильки необходимо сначала определить: имеет ли данная шпилька ввинчиваемый конец или нет? После чего станет понятно, как измерять длину рабочей части шпильки. Ввинчиваемый конец имеет, в зависимости от стандарта ГОСТ, несколько фиксированных значений, измеряемых кратно диаметру шпильки: 1d, 1,25d, 1,6d, 2d, 2,5d. Остальная часть шпильки с ввинчиваемым концом и есть её размер в длину.
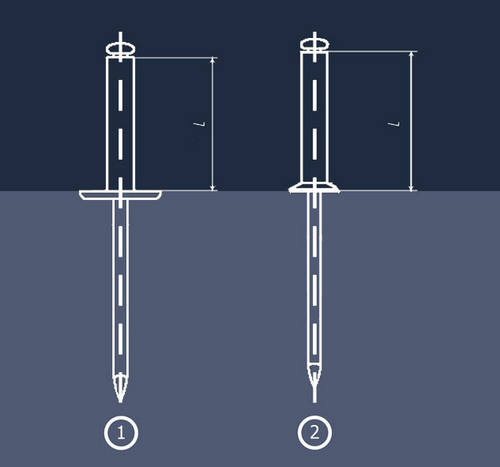
Измерение заклёпок
В зависимости от стандарта ГОСТ и конфигурации полнотелой заклёпки способ измерения её длины может отличаться, и все заклёпки можно условно разделить на 3 группы:
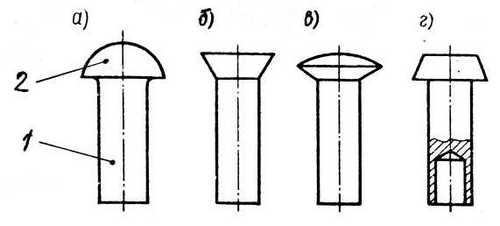
• Заклёпки с плоской (цилиндрической) головкой ГОСТ 10303-80;
• Заклёпки с потайной головкой ГОСТ 10300-80;
• Заклёпки с полукруглой головкой ГОСТ 10299-80;
• Заклёпки с полупотайной головкой ГОСТ 10301-80;
Заклёпки вытяжные, устанавливаемые с помощью специального пистолета, обозначаются в формате DxL, где:
• Заклёпки отрывные с плоской (цилиндрической) головкой DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
• Заклёпки отрывные с потайной головкой DIN 7337, ISO 15978, ISO 15980, ISO 15984;
Измерение шплинтов
| Условный диаметр шплинта, d0 | 0.6 | 0.8 | 1 | 1.2 | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 | 6.3 | 8 | 10 | 13 | 16 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| d | наиб. | 0.5 | 0.7 | 0.9 | 1 | 1.4 | 1.8 | 2.3 | 2.9 | 3.7 | 4.6 | 5.9 | 7.5 | 9.5 | 12.4 | 15.4 | 19.3 |
| наим. | 0.4 | 0.6 | 0.8 | 0.9 | 1.3 | 1.7 | 2.1 | 2.7 | 3.5 | 4.4 | 5.7 | 7.3 | 9.3 | 12.1 | 15.1 | 19 | |
Измерение гаек
Гайки с метрической резьбой обозначаются в документации в формате МDхP, где:
Измерение дюймовых гаек
Гайки с дюймовой резьбой обозначаются в документации в формате D»-NQQQ, где:
Измерение шайб
Шайбы обозначаются в документации чаще всего в формате D, где:
ГОСТ 7798-70. Болты с шестигранной головкой класса точности В. Конструкция и размеры — аналоги — DIN933, DIN931, ISO 4014, ISO 4017, ТУ 14-4-1761-94
Размеры болтов и гаек
В последнее время производители автомобилей все шире и шире применяют метрический крепеж и все дальше уходят от дюймового крепежа. Но, важно знать разницу между используемым иногда дюймовым (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, несмотря на внешнюю схожесть, они не являются взаимозаменяемыми.
Все болты, гайки, шпильки и другой крепеж, как дюймовые, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 х 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм. Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
Покрытия крепежа
В соответствии с ГОСТ 1759.4—87 для крепёжных деталей предусмотрены покрытия и оксидные пленки (см. таблицу 2). Выбор вида покрытия для определенного материала выполняется по ГОСТу. Толщина покрытий δ (устанавливается по согласованию) выбирается в зависимости от шага резьбы в следующих пределах:
Покрытия крепежа ГОСТ должны соответствовать указанным в таблице 2.
Таблица 2. Виды покрытий крепежа по ГОСТ
| Обозначение | Покрытие | Рабочая температура, t °C, не боле |
| 00 | Крепёж без покрытия | |
| 01 | Цинковое покрытие крепежа с хроматированием | 300 |
| 02 | Кадмиевое покрытие с хроматированием крепежных деталей | 200 |
| 03 | Многослойное медно-никелевое покрытие крепежа | 600 |
| 04 | Многослойное медно-никелево-хромовое | 600 |
| 05 | Оксидное покрытие крепежа | 200 |
| 06 | Фосфатное с промасливанием покрытие крепежных изделий | 200 |
| 07 | Оловянное покрытие крепежа | 150 |
| 08 | Медное покрытие крепежных деталей | 600 |
| 09 | Цинковое покрытие крепежа (оцинкованный крепёж) | 200 |
| 10 | Оксидное анодизационное покрытие крепежа с хроматированием | 200 |
| 11 | Оксидное из кислых растворов покрытие крепёжных изделий | 200 |
| 12 | Серебряное покрытие крепежа | 600 |
| 13 | Никелевое покрытие крепёжных изделий | 900 |
Маркировка на головке болтов и гаек

В дополнение к перечисленным признакам как метрические, так и дюймовые болты могут быть идентифицированы путем осмотра головки. Для начала, расстояние между лысками головки метрического болта измеряется в мм, тогда как у дюймового — в дюймах (тоже самое применимо и для определения гаек). Соответственно, стандартный дюймовый ключ не подойдет для использования с метрическим крепежом, и наоборот также. Кроме того, на головках большей части дюймовых болтов обычно имеются радиальные зарубки (на метрических тоже применяется такая маркировка, но реже), которые определяют максимальное допустимое усилие затягивания болта (класс прочности). Чем больше количество зарубок, тем выше класс прочности (на автомобилях обычно применяются болты со степенью прочности от 0 до 5 зарубок). Класс прочности метрических болтов определяется цифровым кодом (подробнее об этом мы писали в этой статье ). Цифры кода обычно отливаются, как и для дюймовых, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 10.9, и 12.9).
Материалы крепёжных изделий
Согласно стандарту на крепёж ГОСТ
1759.4-87 «Болты, винты и шпильки. Механические свойства и методы испытания» («Bolts, screws and studs. Mechanical properties and test methods»), механические характеристики углеродистых и легированных сталей, применяемых для изготовления болтов, винтов и гаек, а также марки стали должны соответствовать указанным в таблице 1.
Таблица 1. Механические характеристики коррозионно-стойких (нержавеющих), жаропрочных, жаростойких и теплоустойчивых сталей (при нормальной температуре) для производства винтов, болтов, изготовления шпилек и гаек.
Применение бессемеровских сталей для изготовления крепежных деталей
запрещено, так как такой стальной крепёж обладает повышенной хрупкостью вследствие высокого содержания фосфора и азота, поглощаемых из воздуха при продувке.
При жёстких требованиях к коррозионной стойкости, прочности, габаритам и массе соединения применяют крепёжные изделия из титановых и бериллиевых сплавов, высокопрочных и жаропрочных сталей и сплавов.
Размеры/маркировка класса прочности дюймовых (SAE и USS) болтов
Размеры и маркировка класса прочности метрических болтов
Также по меткам класса прочности стандартные гайки могут быть отличены от метрических. Для идентификации прочности стандартных гаек применяются точечные метки, проштамповываемые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек производится с помощью цифр. Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки (класс прочности).
ПРИЛОЖЕНИЕ 4 (обязательное)
Пробные нагрузки для болтов, винтов и шпилек с крупным шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь поперечного сеченияAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||
| 21 | 22 | 23; 24 | 25 | 26 | |||
| 4 | 0,70 | 8,78 | 1540 | 2720 | 4260 | 5790 | 6590 |
| 5 | 0,80 | 14,20 | 2490 | 4400 | 6890 | 9370 | 10700 |
| 6 | 1,00 | 20,10 | 3520 | 6230 | 9760 | 13300 | 15100 |
| 7 | 1,00 | 28,90 | 5068 | 8960 | 14000 | 19100 | 21700 |
| 8 | 1,25 | 36,60 | 6410 | 11300 | 17800 | 24200 | 27500 |
| 10 | 1,50 | 58,00 | 10200 | 18000 | 28100 | 38300 | 43500 |
| 12 | 1,75 | 84,30 | 14800 | 26100 | 40900 | 55600 | 63200 |
| 14 | 2,00 | 115,00 | 20100 | 35700 | 55800 | 75900 | 86300 |
| 16 | 2,00 | 157,00 | 27500 | 48700 | 76100 | 104000 | 118000 |
| 18 | 2,50 | 192,00 | 33600 | 59500 | 93100 | 127000 | 144000 |
| 20 | 2,50 | 245,00 | 42900 | 76000 | 119000 | 162000 | 184000 |
| 22 | 2,50 | 303,00 | 53000 | 93900 | 147000 | 200000 | 227000 |
| 24 | 3,00 | 353,00 | 61800 | 109000 | 171000 | 233000 | 265000 |
| 27 | 3,00 | 459,00 | 80300 | 142000 | 223000 | 303000 | 344000 |
| 30 | 3,50 | 561,00 | 98000 | 174000 | 272000 | 370000 | 421000 |
| 33 | 3,50 | 694,00 | 121000 | 215000 | 337000 | 458000 | 521000 |
| 36 | 4,00 | 817,00 | 143000 | 253000 | 396000 | 539000 | 613000 |
| 39 | 4,00 | 976,00 | 171000 | 303000 | 473000 | 644000 | 732000 |
| 42 | 4,50 | 1120,00 | 196000 | 347000 | 540000 | 739000 | 840000 |
| 45 | 4,50 | 1306,00 | 229000 | 405000 | 633000 | 862000 | 980000 |
| 48 | 5,00 | 1472,00 | 258000 | 456000 | 714000 | 972000 | 1104000 |
Пробные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь поперечного сеченияAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||
| 21 | 22 | 23; 24 | 25 | 26 | |||
| 8 | 1,00 | 39,2 | 6840 | 12200 | 19000 | 25800 | 29400 |
| 10 | 1,25 | 61,2 | 10700 | 19000 | 29700 | 40400 | 45900 |
| 12 | 1,25 | 92,1 | 16100 | 28600 | 44700 | 60800 | 69000 |
| 14 | 1,50 | 125,0 | 21900 | 38800 | 60600 | 82500 | 93800 |
| 16 | 1,50 | 167,0 | 29200 | 51800 | 81000 | 110000 | 125000 |
| 18 | 1,50 | 216,0 | 37800 | 67000 | 105000 | 143000 | 162000 |
| 20 | 1,50 | 272,0 | 47600 | 84000 | 132000 | 179000 | 204000 |
| 22 | 1,50 | 333,0 | 58300 | 103000 | 162000 | 220000 | 250000 |
| 24 | 2,00 | 384,0 | 67200 | 119000 | 186000 | 253000 | 288000 |
| 27 | 2,00 | 496,0 | 86800 | 154000 | 241000 | 327000 | 372000 |
| 30 | 2,00 | 621,0 | 109000 | 193000 | 301000 | 410000 | 466000 |
| 33 | 2,00 | 761,0 | 133000 | 236000 | 369000 | 502000 | 571000 |
| 36 | 3,00 | 865,0 | 151000 | 268000 | 419000 | 571000 | 649000 |
| 39 | 3,00 | 1030,0 | 180000 | 319000 | 500000 | 680000 | 773000 |
| 42 | 3,00 | 1205,0 | 211000 | 374000 | 584000 | 795000 | 904000 |
| 45 | 3,00 | 1400,0 | 245000 | 434000 | 679000 | 924000 | 1050000 |
| 48 | 3,00 | 1603,0 | 281000 | 497000 | 777000 | 1058000 | 1202000 |
Маркировка класса прочности метрических шпилек
Торцы метрических шпилек также маркируются в соответствии с классом их прочности. Крупные шпильки маркируются цифровым кодом, тогда как на более мелкие наносится маркировка в виде геометрической фигуры.
Следует заметить, что значительная часть крепежа, в особенности класса прочности от 0 до 2, вообще не маркируется. В этом случае единственным способом отличия стандартного крепежа от метрического является измерение шага резьбы, или сравнивание резьбы с однозначно идентифицированной.
Дюймовый крепеж часто называют также, в противоположность метрическому, крепежом стандарта SAE, однако, следует помнить, что под классификацию SAE попадает лишь мелкий крепеж. Крупный крепеж с неметрической резьбой является крепежом американского стандарта (USS).
Так как крепеж одного и того же геометрического размера (как дюймовый, так и метрический) может иметь различные классы прочности, при замене на автомобиле болтов, гаек и шпилек следует уделять внимание соответствию класса прочности устанавливаемого нового крепежа классу прочности старого.
Технические условия на болты, винты, шпильки и гайки по ГОСТ Р ИСО
КЛАССЫ ПРОЧНОСТИ БОЛТОВ, ВИНТОВ И ШПИЛЕК ( ГОСТ Р ИСО 898-1-2011, взамен ГОСТ Р 52627-2006 )
Стандарт устанавливает механические и физические свойства болтов, винтов и шпилек из углеродистых и легированных сталей при испытании в условиях с температурой окружающей среды от 10°С до 35°С. Крепежные изделия — болты, винты и шпильки — оцениваются на соответствие требованиям настоящего стандарта только в указанном температурном диапазоне. Изделия могут не сохранять установленные механические и физические свойства при бопее высоких и более низких температурах.
Примечание 1 — Крепежные изделия, соответствующие требованиям настоящего стандарта, применяют в диапазоне температур от -50°С
Примечание 2 — Информация по выбору и применению сталей для использования при более высоких или более низких температурах приведена, например, в EN 10269, ASTM F2281 и в ASTM А 320/А 320М.
Стандарт распространяется на болты, винты и шпильки: a) из углеродистых или легированных сталей; b) с треугольной метрической резьбой по ИСО 68-1; c) с крупным шагом резьбы от М1,6 до М39 и с мелким шагом резьбы от М8 x 1 до М39 x 3; свыше М39 мм — по согласованию; d) с сочетаниями диаметр/шаг по ИСО 261 и ИСО 262; e) с допусками резьбы по ИСО 965-1, ИСО 965-2 и ИСО 965-4.
| Механические свойства | Класс прочности 1 | ||||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 2 | 9.8 4 | 10.9 | 12.9 12.9 | |||||
| d 16 мм3 | |||||||||||||
| Предел прочности на растяжение Rm, МПа | ном. | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||||
| наим. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | |||
| Твердость по Бринеллю, НВW | наим. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 | ||
| наиб. | 209 | 238 | 304 | 318 | 342 | 361 | 414 | ||||||
| Твердость по Роквеллу НRВ | наим. | 67 | 71 | 79 | 82 | 89 | — | ||||||
| наиб. | 95,0 | 99,5 | — | ||||||||||
| Твердость по Роквеллу НRC | наим. | — | 22 | 23 | 28 | 32 | 39 | ||||||
| наиб. | — | 32 | 34 | 37 | 39 | 44 | |||||||
| Условный предел текучести Rp0,2, МПа | ном. | — | 640 | 640 | 720 | 900 | 1080 | ||||||
| наим. | — | 640 | 660 | 720 | 940 | 1100 | |||||||
| 1 — обозначение класса прочности болтов, винтов и шпилек состоит из двух цифр: первая соответствует 1/100 номинального значения предела прочности, МПа; вторая соответствует 1/10 отношения номинального значения предела текучести к пределу прочности на растяжение, Произведение двух указанных цифр соответствует 1/10 номинального значения предела текучести, МПа. 2 — значения не применяют для строительных болтовых соединений. 3 — для строительных болтовых соединений d ≥ М12 мм. 4 — для d ≤ 16 мм. | |||||||||||||
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ КРЕПЕЖНЫХ ИЗДЕЛИЙ ( ГОСТ Р ИСО 8991-2011 )
Болт с шестигранной головкой ИСО 4014 — М10 Х 60 — 8.8 с классом прочности 8.8 с электролитическим цинковым покрытием (А), имеющий минимальную толщину покрытия 5 мкм (2) и с чистовой обработкой «блестящая», будучи хроматирован до желтовато-радужного цвета (L), обозначается следующим образом:
Болт с шестигранной головкой ИСО 4014 — М10 X 60 — 8.8 — A2L
Болт по ГОСТ Р ИСО 4014-2013:
Болт с шестигранной головкой ГОСТ Р ИСО 4014 — М12 x 120 — 12.9 — B5R
Гайка по ГОСТ Р ИСО 7042-2011:
Гайка шестигранная ГОСТ Р ИСО 7042 — М12 — 12
Винт с цилиндрической головкой и шестигранным углублением под ключ с резьбой М5, номинальной длиной L = 20 мм, класса прочности 12.9:
Винт с цилиндрической головкой и шестигранным углублением под ключ ГОСТ Р ИСО 4762 — М5 х 20 — 12.9
Винт с мелкой резьбой по ГОСТ Р ИСО 12474-2012:
Винт с цилиндрической головкой и шестигранным углублением под ключ ГОСТ Р ИСО 12474 — М12 x 1,25 x 20 — 12.9 — B7R
Болт с шестигранной головной с мелкой резьбой М12 x 1,5, номинальной длиной 80 мм и класса прочности 8.8:
Болт с шестигранной головной ГОСТ Р ИСО 8765 — М12 х 1,5 х 80 — 8.8
Винт с шестигранной головной с мелкой резьбой М16 x 1,5, номинальной длиной 80 мм и класса прочности 8.8:
Винт с шестигранной головной ГОСТ Р ИСО 8676 — М16 х 1,5 х 80 — 8.8
Шайба нормальной серии с фаской ИСО 7090, номинальным внутренним диаметром 8 мм, изготовленной из стали твердостью 140 HV:
Шайба ИСО 7090 — 8 — 140 HV
Незакаленный цилиндрический штифт ИСО 2338, номинальным диаметром d = 6 мм, с допуском m6, номинальной длиной l = 30 мм, типа А, изготовленного из стали (St):
Штифт цилиндрический ИСО 2338 — 6m6 х 30 — A — St
Стандарт устанавливает следующую систему обозначений крепежных изделий в стандартах на продукцию:
— наименование типа (наименование изделия);
2
— ссылка на соответствующий стандарт;
3
— размер резьбы или номинальный размер (например, диаметр);
4
— дополнительные диаметры или характеристики (например, шаг резьбы, допуск на диаметр штифта, при необходимости);
5
— номинальная длина (для болтов, винтов, шпилек, штифтов, при необходимости);
6
— номинальная длина резьбы или длина стержня (при необходимости);
7
— тип изделия (при необходимости);
8
— класс прочности или твердость, или материал;
9
— класс точности (при необходимости);
10
— тип привода (при необходимости);
11
— покрытие (при необходимости).
ВИДЫ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ РЕЗЬБОВЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ ( ГОСТ Р ИСО 4042-2009 )
Стандарт устанавливает требования к размерам крепежных изделий из стали или медного сплава с электролитическими покрытиями. В стандарте установлены толщины покрытий и приведены рекомендации по снятию водородного охрупчивания для крепежных изделий с высоким пределом прочности на растяжение или твердостью и для поверхностно закаленных крепежных изделий.
Стандарт распространяется на электролитические покрытия резьбовых крепежных изделий, но также может быть применен для других резьбовых деталей. Относительно применения винтов, нарезающих или формирующих свои собственные сопряженные резьбы.
Технические условия, установленные в стандарте, могут также распространяться на нерезьбовые детали, например шайбы и штифты.
Кодовые обозначения для электролитических покрытий на резьбовых деталях, система А
Кодовая система состоит из трех блоков: X X X
— первый блок — металл/сплав покрытия; — второй блок — минимальная толщина покрытия; — третий блок — чистовая обработка и хроматирование.
| Металл/сплав покрытия | Обозначение | ||||||||||||
| Символ | Элемент | ||||||||||||
| Zn | Цинк | А | |||||||||||
| Cd1 | Кадмий | B | |||||||||||
| Cu | Медь | C | |||||||||||
| CuZn | Латунь | D | |||||||||||
| Nib | Никель | E | |||||||||||
| Ni b Cr r2 | Никель-хром | F | |||||||||||
| CuNi b | Медь-никель | G | |||||||||||
| CuNi b Cr r2 | Медь-никель-хром3 | H | |||||||||||
| Sn | Олово | J | |||||||||||
| CuSn | Медь-олово (бронза) | K | |||||||||||
| Ag | Серебро | L | |||||||||||
| CuAg | Медь-серебро | N | |||||||||||
| ZnNi | Цинк-никель | P | |||||||||||
| ZnCo | Цинк-кобальт | Q | |||||||||||
| ZnFe | Цинк-железо | R | |||||||||||
| 1 — в некоторых странах использование кадмия ограничено или запрещено; 2 — классификационный код см. ИСО 1456; 3 — толщина хрома приблизительно равна 0,3 мкм. | |||||||||||||
| Толщина покрытия, мкм | Обозначение | ||||||||||||
| Один металл покрытия | Два металла покрытия 1 | ||||||||||||
| — | — | 0 | |||||||||||
| 3 | — | 1 | |||||||||||
| 5 | 2+3 | 2 | |||||||||||
| 8 | 3+5 | 3 | |||||||||||
| 10 | 4+6 | 9 | |||||||||||
| 12 | 4+8 | 4 | |||||||||||
| 15 | 5+10 | 5 | |||||||||||
| 20 | 8+12 | 6 | |||||||||||
| 25 | 10+15 | 7 | |||||||||||
| 30 | 12+18 | 8 | |||||||||||
| 1 — толщина, установленная для первого и второго металла покрытия, может относиться ко всем сочетаниям покрытий, исключая то, что хром является верхним покрытием, которое всегда имеет толщину 0,3 мкм. | |||||||||||||
| Чистовая обработка | Пассивация посредством хроматирования 1 : типичный цвет | Обознач. | |||||||||||
| Матовая | Без цвета | А | |||||||||||
| От голубоватого до голубовато-радужного2 | В | ||||||||||||
| Светло-желтый до желтовато-коричневого, радужный | С | ||||||||||||
| Нежно-оливковый оттенок желтоватого цвета | D | ||||||||||||
| Полублестящая | Без цвета | E | |||||||||||
| От голубоватого до голубовато-радужного2 | F | ||||||||||||
| Светло-желтый до желтовато-коричневого, радужный | G | ||||||||||||
| Нежно-оливковый оттенок желтоватого цвета | H | ||||||||||||
| Блестящая | Без цвета | J | |||||||||||
| От голубоватого до голубовато-радужного2 | K | ||||||||||||
| Светло-желтый до желтовато-коричневого, радужный | L | ||||||||||||
| Нежно-оливковый оттенок желтоватого цвета | M | ||||||||||||
| Очень блестящая | Без цвета | N | |||||||||||
| Произвольная | Как B, C и D | P | |||||||||||
| Матовая | От коричневато-черного до черного | R | |||||||||||
| Полублестящая | От коричневато-черного до черного | S | |||||||||||
| Блестящая | От коричневато-черного до черного | T | |||||||||||
| Все чистовые обработки | Без хроматирования3 | U | |||||||||||
| 1 — пассивация возможна только для цинковых или кадмиевых покрытий; 2 — распространяется только на цинковое покрытие; 3 — пример такого покрытия: A5U. | |||||||||||||
Примечание 1 — Если настоятельно требуется обозначить минимальную толщину покрытия, тогда должно приводиться обозначение «0» в кодовом обозначении, например А0Р, таким образом, чтобы кодовый номер содержал полное описание. Символ «0» применяется для резьбовых деталей меньше М1,6 или к другим очень малым деталям.
Примечание 2 — Если требуются другие типы дополнительной обработки, например консистентная или жидкая смазка, этот вопрос подлежит согласованию. Если это применимо, то данная обработка может быть добавлена d обозначение в форме текста.
Кодовые обозначения для электролитических покрытий на резьбовых деталях, система В
Покрытие — Fe/Zn8c2C
где, — Fe — относится к основному металлу; — Zn — относится к металлу покрытия; — 8 — минимальная толщина покрытия, мкм; — с — относится к хромато-конверсионному покрытию; — 2 — класс хромато-конверсионного покрытия; — С — тип хромато-конверсионного покрытия.
Покрытие — Fe/Ni20b Cr r
где, — Fe — относится к основному металлу; — Ni — относится к металлу покрытия; — 20 — минимальная толщина покрытия из никеля в мкм; — b — относится к блестящему; — Сr — относится к хромистому покрытию; — r — относится к обычному (т.е. 0,3 мкм).
Существует ГОСТ Р ИСО 10683-2013
«Изделия крепежные неэлектролитические цинк-ламельные покрытия». Стандарт устанавливает требования к толщине слоя, коррозионной стойкости, а также к механическим и физическим свойствам неэлектролитически нанесенных цинк-ламельных покрытий на крепежные изделия из стали с метрической резьбой. Стандарт распространяется как на покрытия с хроматом, так и на покрытия без хромата. Согласно стандарту покрытия могут наноситься также на стальные болты и винты, которые сами формируют резьбу в отверстии, например, шурупы, самонарезающие винты, самосверлящие винты, самозачищающие винты и резьбовыдавливающие винты, и на стальные изделия без резьбы, например шайбы и штифты Они могут, соответствующим образом, наноситься на крепежные изделия с другими типами резьбы. Покрытия могут поставляться с интегрированным и (или) дополнительно нанесенным смазочным материалом.
Материал и минимальные температуры отпуска болтов, винтов и шпилек различных классов прочности.
| Класс прочности | Материал и термическая обработка | Температура отпуска, °С | |||||||||||
| 4.6 | Углеродистая сталь или углеродистая сталь с добавками | — | |||||||||||
| 4.8 | |||||||||||||
| 5.6 | |||||||||||||
| 5.8 | |||||||||||||
| 6.8 | |||||||||||||
| 8.8 | Углеродистая сталь с добавками (например, В или Мп, или Сг), закаленная и отпущенная | 425 | |||||||||||
| Углеродистая сталь, закаленная и отпущенная | |||||||||||||
| Легированная сталь, закаленная и отпущенная1 | |||||||||||||
| 9.8 | Углеродистая сталь с добавками (например, В или Мп, или Сг), закаленная и отпущенная | 425 | |||||||||||
| Углеродистая сталь, закаленная и отпущенная | |||||||||||||
| Легированная сталь, закаленная и отпущенная1 | |||||||||||||
| 10.9 | Углеродистая сталь с добавками (например, В или Мп, или Сг), закаленная и отпущенная | 425 | |||||||||||
| Углеродистая сталь, закаленная и отпущенная | |||||||||||||
| Легированная сталь, закаленная и отпущенная1 | |||||||||||||
| 12.9 | Легированная сталь, закаленная и отпущенная1 | 425 | |||||||||||
| 12.9 | Углеродистая сталь с добавками (например, В или Мп, или Сг), закаленная и отпущенная | 380 | |||||||||||
| 1 — эта легированная сталь должна содержать один из следующих легирующих элементов в указанном минимальном количестве 0,30% хрома: 0,30% никеля; 0,20% молибдена; 0,10% ванадия. Если сталь содержит два, три или четыре этих элемента, а содержание отдельных легирующих элементов меньше значений, приведенных выше, то предельное значение для определения класса составляет 70% суммы отдельных предельных значений, приведенных выше, для двух, трех или четырех рассматриваемых элементов. | |||||||||||||
Для более подробного описания сталей и процентного содержания легирующих элементов см. расширенную таблицу в ГОСТ Р ИСО 989-1-2011.
Для крепежных изделий, подвергаемых горячему цинкованию погружением, дополнительные требования к материалам изложены в ИСО 10684.
Несмотря на то что в стандарте представлено большое количество классов прочности, это не означает, что все классы прочности применяют для всех крепежных изделий. Дополнительные указания по применению конкретных классов прочности указывают в соответствующих стандартах на продукцию. Для нестандартных крепежных изделий рекомендуется выбирать классы прочности как можно ближе к установленным в стандартах на подобные крепежные изделия.
Механические свойства болтов, винтов и шпилек из коррозионно-стойких нержавеющих сталей ( ГОСТ Р ИСО 3506-1-2014 )
Стандарт устанавливает механические свойства болтов, винтов и шпилек, изготовленных из аустенитных, мартенситных и ферритных марок коррозионно-стойких нержавеющих сталей при испытании в условиях с температурой окружающей среды от 15°С до 25°С. Механические свойства отличаются при повышенных и пониженных температурах.
Стандарт распространяется на болты, винты и шпильки: — номинальным диаметром резьбы d до 39 мм включительно; — с треугольной метрической резьбой по ИСО 68-1, ИСО 261 и ИСО 262; — любой конструкции.
Настоящий стандарт не распространяется на болты, винты и шпильки со специальными свойствами, такими как свариваемость.
Все крепежные изделия из аустенитных нержавеющих сталей при нормальных условиях — немагнитные.
Система обозначений марок нержавеющей стали и классов прочности болтов, винтов и шпилек приведена на рисунке. Обозначение материала состоит из двух частей, разделенных дефисом. Первая часть — условное обозначение марки стали, вторая часть — класс прочности.
Условное обозначение марки стали (первая часть) состоит из одной буквы:
— аустенитная сталь;
C
— мартенситная сталь;
F
— ферритная сталь, которая обозначает класс стали, и цифры, которая обозначает диапазон предельных значений химического состава этого класса стали.
Обозначение класса прочности (вторая часть) состоит из двух или трех цифр, которые представляют 0,1
минимального предела прочности на растяжение.
Аустенитная нержавеющая сталь, холоднодеформированная, с пределом прочности на разрыв не менее 700 МПа — А2-70
Мартенситная сталь, закаленная и отпущенная, с пределом прочности на разрыв не менее 700 МПа — С4-70
Во всех частях ISO 3506 описаны пять основных марок аустенитных сталей — от А1 до А5. Стали этих марок не могут подвергаться закалке и обычно немагнитные.
ПРИМЕНЯЕМОСТЬ
Стали марки А1
разработаны специально для применения в машиностроении. Из-за высокого содержания серы стали этой марки менее коррозионно-стойкие, чем другие марки сталей этой группы.
являются наиболее часто применяемыми нержавеющими сталями. Они применяются для кухонного оборудования и аппаратов для химической промышленности. Стали этой марки неприменимы при использовании неокисляющей кислоты и хлоросодержащих соединений, как например в морской воде и плавательных бассейнах.
являются стабилизированными нержавеющими сталями со свойствами сталей марки А2.
кислотоустойчивые, легированы молибденом и более коррозионно-стойкие. Стали марки А4 наиболее востребованы в бумажной промышленности, так как эта марка разработана для работы с серной кислотой (отсюда и название «кислотоустойчивые»), а также в некоторой степени подходят для работы в хлоросодержащей среде. Стали марки А4 также часто применяют в пищевой и кораблестроительной промышленности.
являются стабилизированными кислотоустойчивыми сталями со свойствами сталей марки А4.
обычно используют для несложного оборудования, за исключением суперферритов, имеющих очень низкое содержание углерода и азота. Такие стали могут заменять стали марок А2 и АЗ и использоваться в среде с высоким содержанием хлора.
В стандарте описаны марки мартенситных сталей С1, СЗ и С4. Стали этого класса могут закаливаться до очень высокой прочности. Стали этого класса — магнитные.
имеют ограниченную коррозионную стойкость. Они применяются в турбинах, насосах и ножах.
имеют ограниченную коррозионную стойкость, хотя и лучшую, чем стали марки С1. Они применяются в насосах и клапанах.
имеют ограниченную коррозионную стойкость. Они применяются в машиностроении, в остальном они схожи со сталями марки С1.
ПРИМЕРЫ МАРОК СТАЛЕЙ
| Обозначение марки стали | Соответствующая марка стали |
| А1 | 12Х18Н9 |
| А2 | 04X18Н10 08Х18Н10 03Х18Н11 |
| А3 | 12Х18Н9Т 08Х18Н10Т 12Х18Н10Т 08Х18Н12Т |
| А4 | 03X17H14M3 |
| А5 | 08Х17Н13М2Т 10Х17Н13М2Т 10X17H13M3T |
| F1 | 12X17 08X17Т |
| C1 | 12X13 |
| C3 | 20X17Н2 |
| C4 | — |
Применение при низких и высоких температурах
А2, А3
В ГОСТе приведено приблизительное время появления риска межкристаллитной коррозии для аустенитной нержавеющей стали марки А2 с различным содержанием углерода при температуре от 550°С до 925°С. С уменьшением содержания углерода, устойчивость к межкристаллитной коррозии улучшается.
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ ( ГОСТ Р ИСО 8839-2009 )
Стандарт устанавливает механические свойства для болтов, винтов, шпилек и гаек: — с номинальным диаметром резьбы d от М1,6 до М39 включительно; — с метрической резьбой ИСО в соответствии с ИСО 261; — изготовленные из меди и медных сплавов или алюминия и алюминиевых сплавов.
Стандарт не распространяется на болты, винты, шпильки и гайки со специальными требованиями к свойствам, такими как: — коррозионная стойкость; — электрическая проводимость.
Система обозначений и материалы
| Условное обозначение | Обозначение материала | Соответствующий международный стандарт |
| CU1 | Си-ЕТР или Cu-FRHC | ИСО 1337 |
| CU2 | CuZn37 | ИСО 426-1 |
| CU3 | CuZn39Pb3 | ИСО 426-2 |
| CU4 | CuSn6 | ИСО 427 |
| CU5 | CuNi1Si | ИСО 1187 |
| CU6 | CuZn40Mn1Pb | — |
| CU7 | CuAl10Ni5Fe4 | ИСО 428 |
| AL1 | AlMg3 | ИСО 209 |
| AL2 | AlMgS | ИСО 209 |
| AL3 | AlSi1MgMn | ИСО 209 |
| AL4 | AlCu4MgSi | ИСО 209 |
| AL5 | AlZnMgCu 0.5 | — |
| AL6 | AlZn5,5MgCu | ИСО 209 |
Механические свойства болтов, винтов, шпилек и гаек, испытаные при стандартной температуре 20°С. приведены в соответствующей таблице в ГОСТе.
МАРКИРОВКА
Товарный знак изготовителя должен быть нанесен в процессе изготовления на всех крепежных изделиях, маркированных символом класса прочности. Товарный знак изготовителя также рекомендуется наносить на изделия, которые не маркируют символом класса прочности. Настоящий стандарт предназначен для продавца, когда он продает крепежные изделия, маркированные собственным товарным знаком, и рассматривается как изготовитель.
Для винтов небольших размеров или в случае, когда из-за формы головки невозможно нанесение цифровых символов маркировки, допускается применять символы маркировки по системе циферблата, приведенные ниже.
Болты и вингы с шестигранной и звездообразной головкой (включая крепежные изделия с фланцем) следует маркировать товарным знаком изготовителя и символом маркировки класса прочности.
Маркировка является обязательной для крепежных изделий всех классов прочности и номинальным диаметром d ≥ 5 мм.
Маркировку предпочтительно следует наносить на верхнюю поверхность головки выпуклыми или углубленными знаками или на боковой поверхности головки углубленными знаками. Для болтов и винтов с фланцем маркировку следует наносить на фланец, если процесс изготовления не позволяет нанести маркировку на верхней поверхности головки.
Знак левой резьбы для болтов и гаек может заменяться надрезами на ребрах шестигранников.
Обязательной маркировке подлежат: — болты с шестигранной головкой классов прочности 4.6. 5.6, 6.6, 8.8, 9.8, 10.9, 12.9; — винты с цилиндрической головкой и шестигранным углублением под ключ и шпильки классов прочности 8.8, 9.8, 10.9, 12.9; — гайки классов прочности 05, 8, 9, 10, 12.
Изделия, не указанные выше и неуказанных классов прочности, а также изделия, изготовленные методом резания, маркируют по соглашению между изготовителем и потребителем.
Знаки маркировки могут быть выпуклыми или углубленными.
При маркировке классов прочности допускается не ставить точку, разделяющую первое и второе число знака класса прочности.
Допускается маркироать шпильки с применением заменительных знаков:
Крепежные изделия с уменьшенной нагрузочной способностью, изготовленные в соответствии с настоящим стандартом, следует маркировать также, за исключением того, что обозначению классов прочности должна предшествовать цифра «0».
| Класс прочности | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | 12.9 | |||
| Символ маркировки1 | 04.6 | 04.8 | 05.6 | 05.8 | 06.8 | 08.8 | 09.8 | 10.9 | 012.9 | 012.9 | |||
| 1 — точку в символе маркировки допускается не ставить. | |||||||||||||
Символы маркировки (заменительные знаки, циферблат), приведенные выше, не допускается использовать для крепежных изделий с уменьшенной нагрузочной способностью.
ГОСТ 1759.0-87 — Болты, винты, шпильки и гайки. Технические условия ГОСТ 1759.1-82 — Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей ГОСТ 1759.2-82 — Болты, винты и шпильки. Дефекты поверхности и методы контроля ГОСТ 1759.3-83 — Гайки. Дефекты поверхности и методы контроля ГОСТ 1759.4-87 — Болты, винты и шпильки. Механические свойства и методы испытаний ГОСТ 1759.5-87 — Гайки. Механические свойства и методы испытаний ГОСТ Р ИСО 4014-2013 — Болты с шестигранной головкой. Классы точности А и В. ГОСТ Р ИСО 4017-2013 — Винты с шестигранной головкой. Классы точности А и В. ГОСТ Р ИСО 8676-2013 — Винты с шестигранной головкой с мелким шагом резьбы. Классы точности А и В. ГОСТ Р ИСО 8765-2013 — Болты с шестигранной головкой с мелким шагом резьбы. Классы точности А и В. ГОСТ Р ИСО 4759-1-2009 — Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С. ГОСТ Р ИСО 8992-20011 — Изделия крепежные. Общие требования для болтов, винтов, шпилек и гаек. ГОСТ Р ИСО 8991-20011 — Изделия крепежные. Система обозначений



