И секущие плоскости, геометрические параметры токарного резца
При обработке заготовки на ней различают поверхности (рисунок 1.3, а): обрабатываемую, обработанную, резания – поверхность образующуюся при резании непосредственно режущей кромкой. Поверхность резания переходная от обрабатываемой к обработанной.
К элементам резца относятся рабочие поверхности, кромки и углы. Рабочие поверхности образуются в результате заточки резца. На резце затачивают такие поверхности (рисунок 1.3, б):
– передняя, контактирующая в процессе резания со срезаемым слоем и стружкой,
– главная задняя, контактирующая с поверхностью резания,
– вспомогательная задняя поверхность, обращенная к обработанной поверхности.
Главная режущая кромка образуется пересечением передней и главной задней поверхностей. Она формирует большую сторону сечения срезаемого слоя.
Вспомогательная режущая кромка образуется пересечением передней и задней вспомогательных поверхностей. Она формирует меньшую сторону сечения срезаемого слоя.
Вершина резца – место сопряжения главной и вспомогательной режущих кромок.
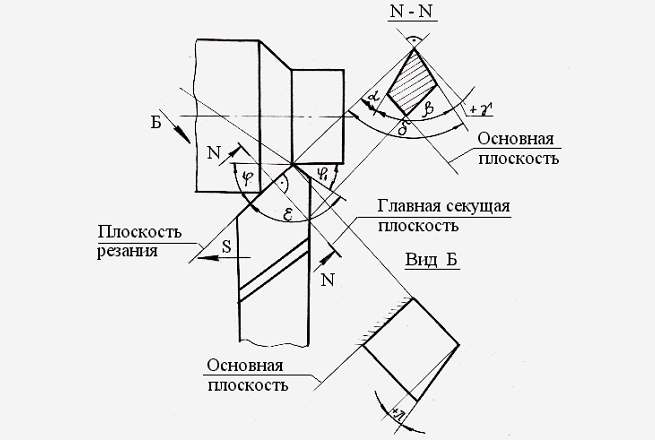
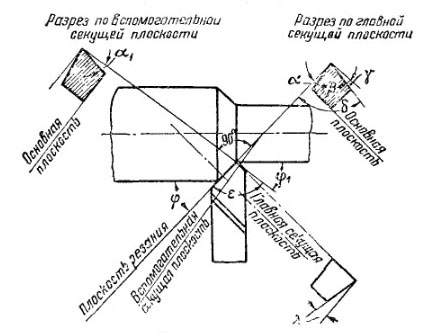
Для определения углов резца установлены координатные и секущие плоскости: резания и основная, главная и вспомогательная секущая.
Плоскостью резания называют плоскость, касательную к поверхности резания и проходящую через главную режущую кромку резца перпендикулярно основной плоскости.
Основной плоскостью называют плоскость, параллельную направлению продольной и поперечной подач.
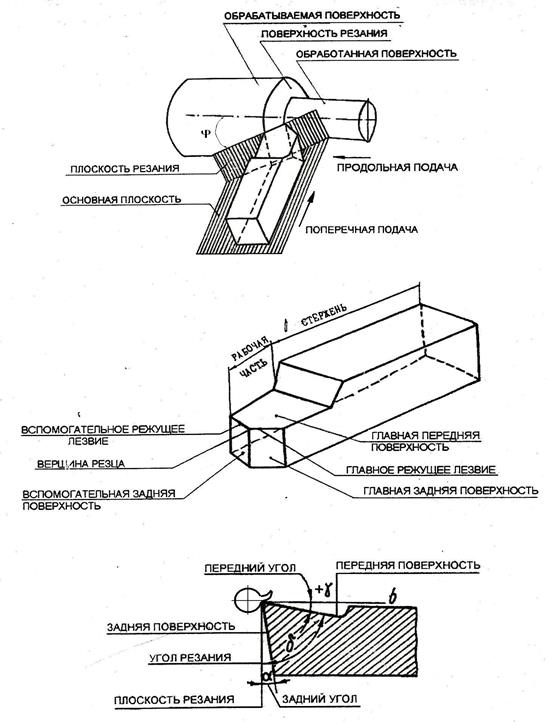
Рисунок 1.3 – Поверхности на обрабатываемой заготовке, координатные плоскости, геометрические параметры резца
Главной секущей плоскостью называют плоскость, перпендикулярную к проекции главной режущей кромки на основную плоскость.
Углы резца, измеренные в главной секущей плоскости, называются главными.
Вспомогательной секущей плоскостью называют плоскость, перпендикулярную к проекции вспомогательной режущей кромки на основную плоскость.
Углы резца, измеренные во вспомогательной секущей плоскости называются вспомогательными.
К главным углам резца относятся главный задний угол, угол заострения, передний угол и угол резания (рисунок 1.3, в).
Главный задний угол α – угол между главной задней поверхностью резца и плоскостью резания.
Угол заострения β – угол между передней и главной задней поверхностями резца.
Передний угол γ – угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания.
Угол резания δ – угол между передней поверхностью резца и плоскостью резания.
Между главными углами резца существуют такие соотношения:
α + β = δ, α + β + γ = 90ْ и, следовательно, δ + γ = 90ْ.
В зависимости от положения передней поверхности резца передний угол может быть различным. Если след передней поверхности в главной секущей плоскости лежит ниже горизонтальной линии, то передний угол считается положительным. Если след передней поверхности лежит выше горизонтальной линии, то передний угол считается отрицательным. Соответственно, если δ > 90°, то угол γ отрицательный, если δ
Геометрия токарного резца – углы, поверхности, плоскости
К основным режущим инструментам, используемым при токарной обработке, относится резец, геометрические параметры которого определяют его технические возможности, точность и эффективность обработки. Разбираться в таких параметрах должен любой специалист, решивший посвятить себя токарному делу, поскольку правильный выбор углов резца увеличивает как продолжительность эксплуатации инструмента, так и производительность обработки.

Параметры токарных резцов
Любой токарный резец образуют державка, необходимая для фиксации инструмента в держателе токарного станка, и рабочая головка, обеспечивающая резание металла. Для рассмотрения геометрических параметров токарного резца за образец лучше взять проходной инструмент.
На режущей части токарного резца данного типа выделяют три поверхности:
Кромка инструмента, называемая режущей (и непосредственно участвующая в обработке), образована пересечением его передней и главной задней поверхностей. В геометрии токарного резца выделяют и вспомогательную режущую кромку. Она, соответственно, образована пересечением передней поверхности со вспомогательной задней.
Точку, в которой пересекаются главная и вспомогательная режущие кромки, принято называть вершиной резца. Последняя при резании металла испытывает колоссальные нагрузки, приводящие к ее поломке. Чтобы повысить стойкость вершины резца, ее в процессе заточки не заостряют, а немного скругляют. Это требует введения такого параметра, как радиус при вершине. Есть и еще один способ увеличения стойкости вершины токарного резца – формирование переходной режущей кромки, имеющей прямолинейную форму.
Важнейшими геометрическими параметрами резцов для токарной обработки являются их углы, которые определяют взаимное расположение поверхностей инструмента. Параметры углов варьируются в зависимости от разновидности токарного резца и от ряда других факторов:
Углы резцов для токарной обработки
Чтобы правильно определять углы токарного инструмента, их точные величины, их рассматривают в так называемых исходных плоскостях.
Углы и плоскости токарного резца
Углы токарных резцов, как уже говорилось выше, измеряются именно в данных плоскостях и те из них, которые измеряют в плоскости, называемой главной секущей, обозначают как главные. Это, в частности, главный передний, главный задний углы, а также углы заострения и резания.
Угол наклона режущей кромки резца
Одним из важнейших считается главный задний угол токарного резца, который минимизирует трение, возникающее при взаимодействии задней поверхности инструмента с деталью, которую в данный момент обрабатывают (а значит, уменьшает нагрев резца и продлевает срок его службы). Образуется этот угол поверхностью резца (главной задней) и плоскостью резания. Выбирая данный угол при заточке инструмента, учитывают тип обработки и материал заготовки. При этом следует знать, что сильное увеличение размера заднего угла приводит к быстрому выходу токарного резца из строя.
Прочность и стойкость режущего инструмента, усилия, возникающие в ходе обработки, определяются параметрами переднего угла. Он находится между передней поверхностью токарного резца и плоскостью, в которой расположена главная режущая кромка (эта плоскость перпендикулярна плоскости резания). При заточке токарного резца, учитывают ряд факторов, влияющих на величину данного угла:
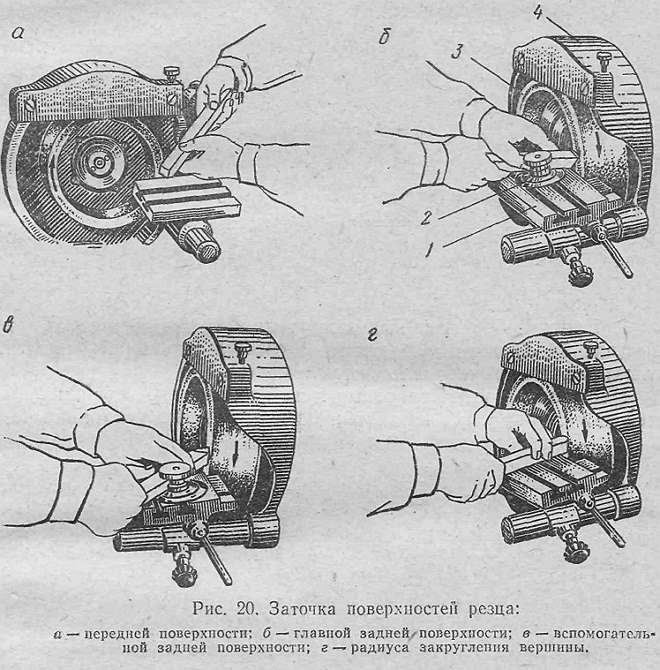
Порядок заточки поверхностей токарного резца
Увеличение значения переднего угла, с одной стороны, позволяет улучшить чистоту обработки, а с другой – провоцирует снижение прочности и стойкости токарного резца. Такой угол, получаемый в результате заточки, может иметь положительное и отрицательное значение.
Токарные резцы с передними углами, которые имеют отрицательные значения, отличаются высокой прочностью, но выполнять обработку такими инструментами затруднительно. Обычно заточку с передним углом, который имеет положительное значение, используют, когда предстоит обработка заготовки из вязкого материала, а также когда материал изготовления инструмента отличается высокой прочностью.
Резцы с передними углами, имеющими отрицательное значение, применяют при обработке материалов с высокой твердостью и прочностью, при выполнении прерывистого резания, когда материал изготовления инструмента не обладает достаточной прочностью на изгиб и плохо воспринимает ударные нагрузки.
Величина данного угла напрямую зависит от твердости, которой обладает обрабатываемый металл: чем она выше, тем больше его значение. Угол заострения полностью соответствует своему названию, он измеряется между главной передней и главной задней поверхностями инструмента и характеризует степень заострения его вершины.
Характеризуют токарный резец и углы в плане. Это главный, измеряемый между направлением продольной подачи и проекцией, которую откладывает главная режущая кромка на основную плоскость, и вспомогательный, образуемый проекцией вспомогательной режущей кромки на основную плоскость и направлением продольной подачи.
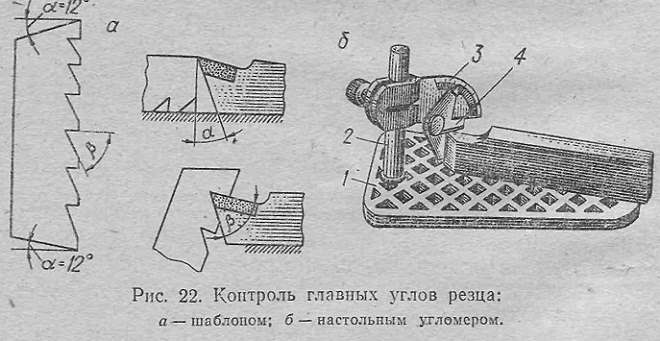
Контроль углов резца
Вспомогательный угол в плане одновременно коррелирует с чистотой обработки и со стойкостью резца. С его уменьшением возрастает чистота обработки и увеличивается стойкость инструмента.
Помимо рассмотренных выше в геометрии токарных резцов различают углы:
Рекомендуем вам посмотреть видео, в котором опытный преподаватель-практик подробно рассказывает обо всех тонкостях строения токарных резцов.
Токарное дело
Конструкция резца
Части конструкции резца и элементы его головки
Резец сконструирован из головки, т. е. рабочей части, и тела, служащего для закрепления резца. Поверхностям и другим элементам головки резца присвоены следующие названия. Передней поверхностью резца называется та поверхность, по которой сходит стружка.
Задними поверхностями резца называются поверхности, обращенные к обрабатываемой детали, причем одна из них называются главной, а другая вспомогательной.
Режущими кромками резца называются линии, образованные пересечением передней и задних поверхностей его. Режущая кромка, выполняющая основную работу резания, называется главной. Другая режущая кромка резца называется вспомогательной.
Из рис. видно, что главной задней поверхностью резца является поверхность, примыкающая к его главной режущей кромке, а вспомогательной — примыкающая к вспомогательной режущей кромке.
Вершиной резца называется место сопряжения главной и вспомогательной кромок. Вершина резца может быть острой, плоской, резанной или закругленной.
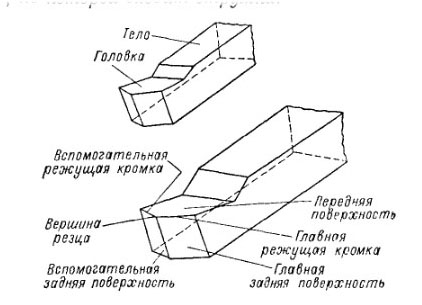
Части конструкции резца и элементы его головки.
Углы резца. Главными углами резца являются главный задний угол, передний угол, угол заострения и угол резания. Эти углы измеряются в главной секущей плоскости. Главная секущая плоскость есть плоскость, перпендикулярная к главной режущей кромке и основной плоскости. Главным задним углом называется угол между главной задней поверхностью резца и плоскостью резания. Этот угол обозначается греческой буквой a (альфа). Углом заострения называется угол между передней и главной задней поверхностями резца.
Углы токарного резца
Этот угол обозначается греческой буквой в (бэта).
Передним углом называется угол между передней поверхностью резца и плоскостью, проведенной через главную режущую кромку перпендикулярно к плоскости резания.
Этот угол обозначается греческой буквой у (гамма).
Углом резания называется угол между передней поверхностью резца и плоскостью резания.
Этот угол обозначается греческой буквой б (дельта).
Кроме перечисленных, различают следующие углы резца: вспомогательный задний угол, главный угол в плане, вспомогательный угол в плане, угол при вершине резца и угол наклона главной режущей кромки.
Вспомогательным задним углом называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости.
Этот угол измеряется во вспомогательной секущей плоскости, перпендикулярной к вспомогательной режущей кромке, и основной плоскости и обозначается а.
Главным углом в плане называется угол между главной режущей кромкой и направлением подачи.
Этот угол обозначается греческой буквой ф (фи).
Вспомогательным углом в плане называется угол между вспомогательной режущей кромкой и направлением подачи.
Этот угол обозначается ф1 (фи).
Углом при вершине называется угол, образованный пересечением главной и вспомогательной режущих кромок.
Этот угол обозначается греческой буквой е (эпсилон).
Упрощенное изображение углов резца, принятое на практике, указано на рис., о и б (линия А А —плоскость резания). На рис. в показаны углы резца в плане.
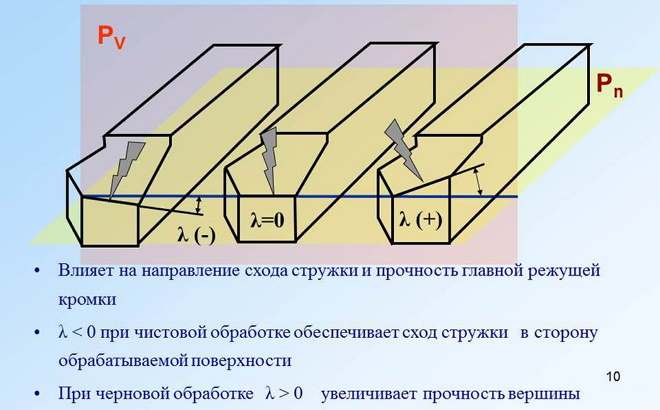
Главная режущая кромка резца может составлять различные углы наклона с линией, проведенной через вершину резца параллельно основной плоскости.
Угол наклона измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости, и обозначается греческой буквой X (лямбда). Угол этот считается положительным, когда вершина резца является самой низкой точкой режущей кромки; равным пулю — при главной режущей кромке, параллельной основной плоскости, и отрицательным — когда вершина резца является наивысшей точкой режущей кромки.
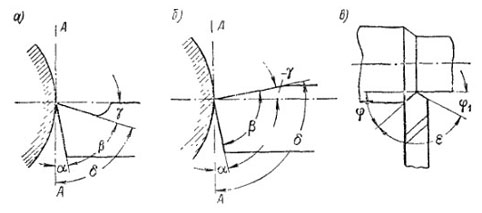
Упрощенное изображение углов токарного резца.
Основные элементы, режущая часть, геометрия токарного резца
Резец – один из главных инструментов для резания, который применяется в стандартном станке. Размеры геометрических показателей резца определяют его основные характеристики, в том числе и точность обработки.
Любой токарь должен разбираться в геометрии резца, чтобы выполнить работу качественно.

Параметры режущего инструмента
Для закрепления резца в любом токарном станке используется державка, а обеспечивает процесс разрезания металлических заготовок рабочая головка. На режущей части инструмента токарного оборудования различают три типа поверхности:
Обе последние поверхности развернуты лицевой стороной к болванке, которая обрабатывается на оборудовании. Основные поверхности между собой так ж пересекаются с образованием режущей кромки инструмента. Есть аналогичная вспомогательная кромка, которая образована на пересечении передней поверхности и вспомогательной задней.
Наиболее важными параметрами резцов для токарной работы являются их углы. Именно они определяют расположение непосредственно остальных поверхностей инструмента. Параметры углов зависят от:
Геометрия
Все наиболее важные показатели и технические особенности резца определяются значением его углов. Помимо, основных имеются углы при вершине, а также углы наклона режущей кромки.

Основные углы режущего инструмента
Во время заточки самое важное – обеспечить точные параметры углов. Ориентация кромки проходит по 3 стандартным плоскостям: задней, передней и дополнительной.
Главный задний
Увеличение параметров основного угла заднего значительно снижает прочность и делает не надежную фиксацию инструмента на держателе резца. Также увеличение параметров данного угла изменяет показатели колебаний их частоту и амплитуду, ускоряет износ инструмента.
Если параметры уменьшить – это приведет к увеличению площади взаимодействия кромки, которая режет и поверхности обрабатываемой заготовки.

Главный передний
Это основной угол, который и определяет качественные показатели поверхности удаления. Увеличение параметров ведет к повышенному количеству изменений в верхнем слое.
Если параметры у угла незначительные, то это обеспечивает более легкое удаление верхнего слоя металла с обрабатываемой поверхности.
Угол резания
Угол резания должен быть в пределах 60–100° и находится между передом резца и непосредственно плоскостью резания.
Угол заострения
Этот угол расположен между главными поверхностями задней и передней. Его параметры указывают на уровень заострения вершины.
Основной в плане
Параметры данного угла также характеризуют свойства токарного резца. Измеряется между направлением продольной подачи и проекцией основной режущей кромки на плоскость.

Вторичный в плане
Вторичный в плане угол образуется из проекции вспомогательной кромки на поверхность с тем же направлением продольной подачи.
Задний вспомогательный
Этот угол необходим, чтобы снизить трение между задней поверхностью резца и непосредственно обрабатываемой деталью. В результате снижается нагрев и износ инструмента. Если угол будет слишком большой, то резец может ослабнуть и сломаться.
Вершина между задней вспомогательной поверхностью и кромкой режущего инструмента
Измеряется между проекцией вспомогательной поверхности и непосредственно режущей кромки. Чем больше данный параметр, тем прочнее по факту резец. Также улучшаются показатели теплоотвода.
Угол наклона режущей части
Определяет направление, куда сходит стружка во время рабочего процесса. Эти показатели могут быть положительными, отрицательными и нулевыми.

Измерение углов режущего инструмента
Эта процедура производится с помощью специализированного ручного оборудования для измерения.
Стандартный настольный вариант угломера представляет собой конструкцию из следующих элементов:
Алгоритм измерения детали:
Для измерения углов в плане используется угломерное оборудование с наличием нониуса.
Плоскости резания
Для того, чтобы отсчитывать гулы резцов необходимо ориентироваться на координатные плоскости:
Также имеются секущие плоскости: основная и вторичная. Основная проходит через свободную точку основного лезвия под прямым углом к его проекции на основную координатную плоскость. Вспомогательная – через свободную точку вспомогательного лезвия также под прямым углом к главной плоскости.
При измерении всех основных и вспомогательных углов точные параметры заносят в специальную документацию. От этих показателей зависит и срок службы резца, и качество выполняемой работы.
Лекция 3 Геометрические параметры режущей части инструмента

Лекция 3 ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
Среди многих способов обработки металлов резанием важное место занимает обработка резцом. Резцы делят на три основные группы:
Токарные резцы используют на токарных (или подобных им) станках для получения из заготовок деталей с цилиндрическими, коническими, фасонными и торцовыми поверхностями, образующимися в результате вращения заготовки и перемещения резца (см., например, рис. 16); подобный процесс принято называть точением. В общем парке металлорежущих станков токарные станки (включая токарные полуавтоматы и револьверные станки) составляют около 35%, поэтому токарные резцы являются наиболее распространенными и к тому же наиболее простым видом режущего инструмента.
Резец состоит из головки, т. е. рабочей части, и тела, или стержня (рис. 1), служащего для закрепления резца в резцедержателе. Головка резца образуется при специальной заточке (на заточных станках) и имеет следующие элементы: переднюю поверхность, задние поверхности, режущие кромки и вершину.

Рис.1 Элементы резца
По передней поверхности сходит стружка. Задними поверхностями называются поверхности резца, обращенные к обрабатываемой заготовке (главная и вспомогательная).
Режущие кромки образуются при пересечении передней и задних поверхностей.
Главная режущая кромка (лезвие) выполняет основную работу резания. Она образуется от пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка (лезвие) образуется от пересечения передней и вспомогательной задней поверхностей. Вспомогательных режущих кромок может быть две (например, у отрезного резца).
Вершина резца — это место сопряжения главной и вспомогательной режущих кромок; при криволинейном сопряжении режущих кромок вершина имеет округленную форму с радиусом r (рис. 2).
 |
Рис.2 Левый и правый резцы
По направлению подачи резцы разделяются на правые и левые. Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки (так, чтобы четыре пальца были направлены к вершине) главная режущая кромка оказывается расположенной на стороне большого пальца. При работе такими резцами на токарном станке они перемещаются справа налево (от задней бабки к передней). Левыми резцами называются такие резцы, у которых при наложении ладони левой руки (как указано выше) главная режущая кромка оказывается расположенной на стороне большого пальца.
У прямых резцов ось прямая; у отогнутых резцов головка резца в плане отогнута в сторону; у изогнутых резцов ось резца изогнута уже в боковой проекции; у резцов с оттянутой головкой головка уже тела резца; она может быть расположена как симметрично относительно оси тела резца, так и смещена относительно ее; головка может быть прямой, отогнутой, и изогнутой.
Высотой головки резца называется расстояние между вершиной резца и опорной поверхностью, измеренное перпендикулярно к ней. Высота головки считается положительной, когда вершина резца выше опорной поверхности, и отрицательной, когда вершина резца ниже опорной поверхности.
Длиной головки резца называется наибольшее расстояние от вершины резца до линии выхода поверхности заточки, измеренное параллельно боковой стороне тела резца.
На обрабатываемой заготовке (рис. 3) различают обработанную поверхность и поверхность резания.
 |
Рис.3 Плоскость резания, основная плоскость и поверхности при точении
Обработанной поверхностью называется поверхность, полученная после снятия стружки. Поверхностью резания называется поверхность, образуемая на обрабатываемой заготовке непосредственно главной режущей кромкой.
2. Геометрические параметры режущей части резцов
Режущая часть резца имеет форму клина, заточенного под определенным углом. Для определения углов резца устанавливаются исходные плоскости: плоскость резания и основная плоскость.
Плоскостью резания называется плоскость, касательная к поверхности резания и проходящая через главную режущую кромку (рис. 3); на рис. 4 показан след этой плоскости.
Основной плоскостью называется плоскость, параллельная продольному (параллельно оси заготовки) и поперечному (перпендикулярно к оси заготовки) перемещению.

Рис. 4. Поверхности заготовки и углы резца
Главные углы резца измеряются в главной секущей плоскости, т. е. в плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость. К главным углам резца относятся задний угол, угол заострения, передний угол и угол резания (см. рис. 4).
Главным задним углом a называется угол между касательной к главной задней поверхности резца в рассматриваемой точке режущей кромки и плоскостью резания. При плоской задней поверхности резца можно сказать, что а — угол между главной задней поверхностью резца и плоскостью резания. Задние углы уменьшают трение задних поверхностей инструмента о поверхность резания и обработанную поверхность.
Углом заострения d называется угол между передней и главной задней поверхностями резца.
Главным передним углом g называется угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку. Он может быть положительным (+l), когда передняя поверхность направлена вниз от плоскости, перпендикулярной плоскости резания (см. рис. 4,1); равным нулю. когда передняя поверхность перпендикулярна к плоскости резания (см. рис. 4,11), и отрицательным (-l>, когда передняя поверхность направлена вверх от плоскости, перпендикулярной плоскости резания (см. рис. 4,111). Положительный передний угол делается для облегчения процесса резания (стружкообразования) и более свободного схода стружки по передней поверхности.
Однако на практике угол + l не всегда оказывается лучшим, и его приходится уменьшать (до 0, а иногда делать и отрицательным).
Углом резания d называется угол между передней поверхностью резца и плоскостью резания.
При положительном значении угла у между углами существуют следующие зависимости:
При отрицательном значении угла g угол 6 > 90°.
Кроме рассмотренных главных углов, резец характеризуется углами: вспомогательными задним и передним в плане и наклона главной режущей кромки.
Вспомогательным задним углом a1 называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости. Вспомогательный задний угол измеряется во вспомогательной секущей плоскости, перпендикулярной проекции вспомогательной режущей кромки на основную плоскость. В этой же плоскости рассматривается и вспомогательный передний угол g1.
Главным углом в плане j называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Угол j делается для того, чтобы главная режущая кромка могла воздействовать на глубину срезаемого слоя; он влияет на износостойкость резца.
Вспомогательным углом в плане j1 называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи; он делается для исключения трения на большей части вспомогательной, режущей кромки.
Углом при вершине в плане e называется угол между проекциями режущих кромок на основную плоскость; в сумме j + e + j1 = 180°.
Углом наклона главной режущей кромки l называется угол, заключенный между режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Этот угол измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости. Угол наклона главной режущей кромки считается отрицательным, когда вершина резца является наивысшей точкой режущей кромки (рис. 5, а);
равным нулю — при главной режущей кромке, параллельной основной плоскости (рис. 5,6), и положительным, когда вершина резца является наинизшей точкой режущей кромки (рис. 5, в).

Рис.5 Углы наклона главной режущей кромки резца
Угол l делается для изменения направления стружки; он влияет на прочность головки резца и режущей кромки.
Указанные углы резца, а также форма передней поверхности и форма режущих кромок относятся к геометрическим элементам режущей части инструмента, которые влияют на процесс резания металлов и его производительность.
3. Типы токарных резцов
По виду обработки токарные резцы делятся на проходные, подрезные, расточные, отрезные, прорезные, галтельные, резьбовые и фасонные.
Проходные резцы применяют для обработки заготовки вдоль оси (рис. 6) и для подрезки торца. К проходным резцам относится и резец, показанный на рис.7, называемый проходным упорным. Его используют при продольном точении с одновременной обработкой торцовой поверхности, составляющей с цилиндрической поверхностью прямой угол.
Подрезные резцы (рис. 7) применяют для обработки поверхностей заготовки в направлении, перпендикулярном или наклонном к оси вращения. Для подрезания торца (с поперечной подачей) мо жет быть использован и проходной упорный резец.
Токарный расточной резец для обработки сквозных отверстий приведен на рис. 8, а для обработки глухих отверстий (в упор) — на рис. 8, б.

Рис. 6. Токарные проходные резцы, оснащенные пластинками твердого сплава:
а — прямой; 6 — отогнутый

Рис. 7. Токарные резцы, оснащенные пластинками твердого сплава:
 |
Рис.8 Токарный расточной резец
Отрезной резец, применяемый для отрезки (разрезки) заготовки, изображен на рис. 9.
 |
Рис.9 Токарный отрезной резец
Прорезные резцы аналогичны отрезным, но имеют длину режущей кромки, соответствующую ширине прорезаемого паза (канавки). Галтельные резцы применяют для протачивания закругленных канавок (рис. 10) и переходных поверхностей.

Рис.10 Токарные резцы
Резьбовыми резцами нарезают наружную и внутреннюю резьбу. Фасонные резцы используют для обработки фасонных поверхностей.



