Основные поверхности токарного резца и его геометрические параметры




![]()
![]()
Токарный резец выбран в качестве представителя режущих инструментов, как наиболее простой.
Определения геометрических параметров токарного резца остаются справедливыми и для других типов режущих инструментов с учетом особенности их кинематических схем резца.
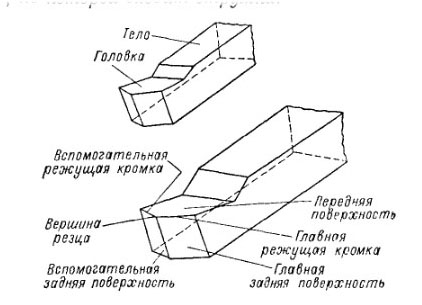
Токарный проходной резец состоит из рабочей части и державки (рис. 1.2).
Рабочая часть содержит режущие лезвия и образуется в процессе заточки (переточки) резца.
Державка служит для закрепления резца в резцедержателе станка.
Передняя поверхность – поверхность, по которой сходит стружка.
Главная задняя поверхность обращена к обрабатываемой поверхности заготовки.
Вспомогательная задняя поверхность обращена к обработанной поверхности заготовки.
Главная режущая кромка образуется пересечением передней и главной задней поверхности.
Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхности.
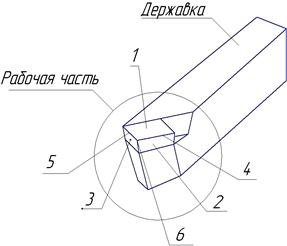
Рис. 1.2. Токарный проходной резец:
1 – передняя поверхность; 2 – главная задняя поверхность; 3 – вспомогательная задняя поверхность; 4 – главная режущая кромка; 5 – вспомогательная режущая кромка; 6 – вершина резца
Вершина резца является сопряжением главной и вспомогательной кромки по радиусу или фаске.
По ГОСТ 25762–83 различают статические и кинематические углы токарного резца.
Статические углы используются при разработке чертежа инструмента, при его заточке и контроле.
Кинематические углы резца образуются в процессе резания и зависят от параметров режима резания (главным образом – от величины подачи).
Статические углы токарного резца измеряются в статической системе координат, а кинематические – в кинематической системе координат. И статическая, и кинематическая системы координат связаны с кинематикой резца.
Статическая система координат – это прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости V главного движения (рис. 1.3а). Для резца, установленного по оси центров, ось z направлена вертикально вверх, оси x и y расположены в горизонтальной плоскости (рис. 1.3а); ось y направлена вдоль оси державки резца, ось x – вдоль направления подачи резца.
Для отсчета статических углов токарного резца (углов заточки) используют следующие статические координатные плоскости: основную плоскость, плоскость резания и рабочую плоскость (рис. 1.3а).
Основная плоскость – плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно вектору V скорости главного движения (плоскость OXY).
Плоскость резания – плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости.
Рабочая плоскость – плоскость, проходящая через векторы V скорости главного движения и Vs скорости движения подачи (плоскости OXZ).
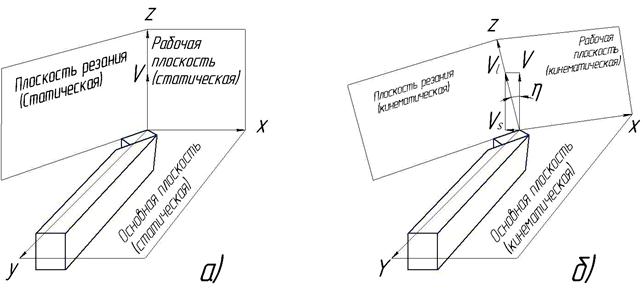
Рис. 1.3. Статическая (а) и кинематическая (б) системы координат (η – угол скорости резания)
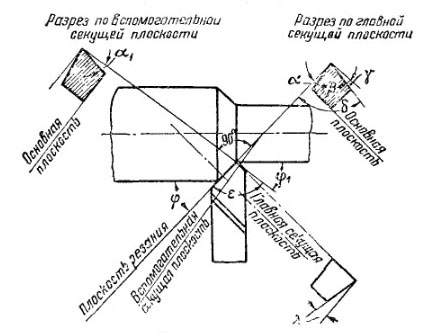
На рисунке 1.4 показаны статические углы токарного резца.
Главная секущая плоскость – плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
Вспомогательная секущая плоскость – плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
В главной секущей плоскости расположены:
· главный передний угол γ – угол между передней поверхностью и основной плоскостью. В зависимости от положения передней поверхности относительно основной плоскости различают положительный или отрицательный передний угол (рис. 1.4). Если же передняя поверхность совпадает с основной плоскостью, то передний угол равен нулю. На рисунке 1.4 показан положительный передний угол;
· главный задний угол α– угол между главной задней поверхностью и плоскостью резания;
· угол заострения β – угол между главной задней и передней поверхностью резца.
Из рисунка 1.4 следует:
Обычно задают углы γ и α, а угол β рассчитывают по формуле (1.1).
Во вспомогательной секущей плоскости измеряют вспомогательный задний угол α1– это угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости.

В основной плоскости измеряются углы в плане:
· главный угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость и рабочей плоскостью;
· вспомогательный угол в плане φ1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и рабочей плоскостью;
· угол при вершине в плане ε – угол между проекциями главной и вспомогательной режущими кромками на основную плоскость.
Рис. 1.4. Статические углы токарного резца:
N-N – главная секущая плоскость; N1-N1 – вспомогательная секущая плоскость
Из рисунка 1.4 следует:
Обычно назначают углы φ и φ1, а угол ε определяют по формуле (1.2).
Угол наклона главной режущей кромки λ – угол, расположенный в плоскости резания между главной режущей кромкой и основной плоскостью. Угол λ может быть положительным, равным нулю и отрицательным. Угол λ равен нулю, если главная режущая кромка находится в основной плоскости. На рисунке 1.5б показан отрицательный угол наклона главной режущей кромки.
Кинематическая основная плоскость – плоскость, перпендикулярная вектору скорости Ve результирующего движения резания.
Кинематическая плоскость резания – плоскость, касательная к главной режущей кромке и перпендикулярная кинематической основной плоскости.
Кинематический перпендикулярный угол γк – угол в кинематической главной секущей плоскости между передней поверхностью и кинематической основной плоскостью.
Кинематический задний передний угол αк – угол в кинематической главной секущей плоскости между главной задней поверхностью и кинематической плоскостью резания.
В процессе резания кинематический передний угол увеличивается, а кинематический задний угол уменьшается по сравнению со статическими углами (γк
Токарное дело
Конструкция резца
Части конструкции резца и элементы его головки
Резец сконструирован из головки, т. е. рабочей части, и тела, служащего для закрепления резца. Поверхностям и другим элементам головки резца присвоены следующие названия. Передней поверхностью резца называется та поверхность, по которой сходит стружка.
Задними поверхностями резца называются поверхности, обращенные к обрабатываемой детали, причем одна из них называются главной, а другая вспомогательной.
Режущими кромками резца называются линии, образованные пересечением передней и задних поверхностей его. Режущая кромка, выполняющая основную работу резания, называется главной. Другая режущая кромка резца называется вспомогательной.
Из рис. видно, что главной задней поверхностью резца является поверхность, примыкающая к его главной режущей кромке, а вспомогательной — примыкающая к вспомогательной режущей кромке.
Вершиной резца называется место сопряжения главной и вспомогательной кромок. Вершина резца может быть острой, плоской, резанной или закругленной.
Части конструкции резца и элементы его головки.
Углы резца. Главными углами резца являются главный задний угол, передний угол, угол заострения и угол резания. Эти углы измеряются в главной секущей плоскости. Главная секущая плоскость есть плоскость, перпендикулярная к главной режущей кромке и основной плоскости. Главным задним углом называется угол между главной задней поверхностью резца и плоскостью резания. Этот угол обозначается греческой буквой a (альфа). Углом заострения называется угол между передней и главной задней поверхностями резца.
Углы токарного резца
Этот угол обозначается греческой буквой в (бэта).
Передним углом называется угол между передней поверхностью резца и плоскостью, проведенной через главную режущую кромку перпендикулярно к плоскости резания.
Этот угол обозначается греческой буквой у (гамма).
Углом резания называется угол между передней поверхностью резца и плоскостью резания.
Этот угол обозначается греческой буквой б (дельта).
Кроме перечисленных, различают следующие углы резца: вспомогательный задний угол, главный угол в плане, вспомогательный угол в плане, угол при вершине резца и угол наклона главной режущей кромки.
Вспомогательным задним углом называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости.
Этот угол измеряется во вспомогательной секущей плоскости, перпендикулярной к вспомогательной режущей кромке, и основной плоскости и обозначается а.
Главным углом в плане называется угол между главной режущей кромкой и направлением подачи.
Этот угол обозначается греческой буквой ф (фи).
Вспомогательным углом в плане называется угол между вспомогательной режущей кромкой и направлением подачи.
Этот угол обозначается ф1 (фи).
Углом при вершине называется угол, образованный пересечением главной и вспомогательной режущих кромок.
Этот угол обозначается греческой буквой е (эпсилон).
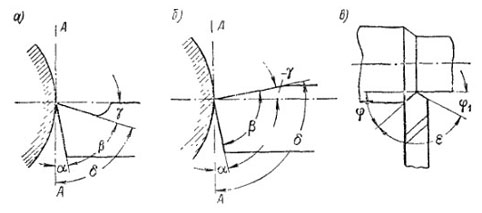
Упрощенное изображение углов резца, принятое на практике, указано на рис., о и б (линия А А —плоскость резания). На рис. в показаны углы резца в плане.
Главная режущая кромка резца может составлять различные углы наклона с линией, проведенной через вершину резца параллельно основной плоскости.
Угол наклона измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости, и обозначается греческой буквой X (лямбда). Угол этот считается положительным, когда вершина резца является самой низкой точкой режущей кромки; равным пулю — при главной режущей кромке, параллельной основной плоскости, и отрицательным — когда вершина резца является наивысшей точкой режущей кромки.
Упрощенное изображение углов токарного резца.
Геометрические параметры и форма режущей части резцов.

Геометрические параметры и форма режущей части резцов.
Обозначения геометрических параметров.


Выбираем форму передней поверхности.
В зависимости от типа резца, механических свойств обрабатываемого материала и условий обработки рекомендуются следующие основные формы передней поверхности:

Стружколомание.
Стружколомание необходимо при обработке стали с высокими скоростями резания.
Радиусная форма передней поверхности, показанная выше обеспечивает безопасный отвод и ломание стружки.
При плоской форме передней поверхности завивание и ломание стружки обеспечивают:
а) Стружколомающие уступы, выточенные параллельно главной режущей кромке или под некоторым углом к ней;
б) Припаянные пластинки — стружколоматели;
в) Накладные стружколоматели разных конструкций.

Рис.1. Стружколомающие уступы.

Рис.2. Припаянная пластинка стружколоматель.

Рис.3. Накладные стружколоматели.
Размеры основных элементов стружколомающих уступов и припаянных стружколомателей:
| Глубина резания, мм | Подача, мм/об. | Размер «β», мм | ω° |
| До 4 | 0,2-0,7 | 1,5-6 | 20 |
| 4-8 | 0,2-1,0 | 3-8 | 15 |
| 8-15 | 0,4-2,0 | 4-10 | 10 |
Рекомендации по выбору геометрических параметров.
При обработке стали с пределом прочности до 100 кг/мм2 и чугуна с твердостью по Бринеллю до 300 рекомендуется применять положительные передние углы.
Отрицательные передние углы следует применять только в тех случаях, когда требуется максимально возможное повышение эксплуатационной прочности режущей части резца.
Безвибрационная работа с отрицательными передними углами может быть обеспечена лишь при соответствующей жесткости системы С-Д-И.
Выбираем задний угол.
Главный задний угол α следует выбирать в следующих пределах:
| Типы резцов | Главный задний угол α° | |
| Обработка стали | Обработка чугуна | |
| Токарные и револьверные всех типов | 8÷12 | 6÷10 |
| Расточные | 10÷14 | 10÷14 |
| Строгальные всех типов | 6÷8 | 4÷6 |
Меньшие величины углов рекомендуются для подач >0,3 мм/об. Большие величины углов рекомендуются для подач ≤0,3 мм/об.
Вспомогательный задний угол α1, назначается равным главному заднему углу α у всех резцов, кроме отрезных и прорезных, у которых α1 = 1 — 2°.
Выбираем передний угол.
Передний угол γ, в зависимости от обрабатываемого материала и вида обработки, рекомендуется выбирать в следующих пределах:
Выбираем главный угол в плане.
Главный угол необходимо выбрать 30 — 45° в плане ϕ. А если возникает потребность более высокой жесткости системы С-Д-И, то главный угол в плане ϕ нужно выбрать в пределах 60 — 90°.
Выбираем угол наклона главной режущей кромки.
Для токарных и строгальных резцов рекомендуемый положительный угол наклона главной режущей кромки γ в пределах 10 — 15°, при работе с ударной нагрузкой.
Для всех других условий работы угол наклона главной режущей кромки у токарных резцов рекомендуется делать равным 0°.
Резец токарный
Содержание: Скрыть Открыть

Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.

Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:

Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:

В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Действующие стандарты
Производство токарных резцов регулируется различными действующими стандартами. Так, технические условия отрезных резцов определяет ГОСТ 18874-73, проходных – ГОСТ 18871-73. На расточные резцы действует ГОСТ 18872-73, на фасонные – ГОСТ 18875-73 и на резьбовые – ГОСТ 18885-73.
Токарные резцы по металлу: конструктивные особенности и классификация
Токарные резцы по металлу: конструктивные особенности и классификация
Токарный резец — это основной инструмент, который применяется для обработки заготовок на токарных станках. Именно он контактирует с деталью и придает ей необходимую форму. В этой статье мы максимально подробно расскажем о конструктивных особенностях и классификации резцов. Изучив информацию, вы сможете на практике без проблем подобрать инструмент для той или иной операции.
Начнем с конструктивных особенностей резцов.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.

Изображение №1: конструкция токарного резца
Геометрия токарных резцов

Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных.
Изогнутые. Державка имеет изогнутую форму.
Отогнутые. Отгиб головки в сторону заметен невооруженным глазом.
Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.

Изображение №3: классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов.
С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6.
Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.

Изображение №4: классификация токарных резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.
Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Левые. Подаются слева направо. Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.

Изображение №5: левый (а) и правый (б) резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
Черновые (обдирочные). Предназначены для грубой обработки заготовок.
Получистовые. Точность обработки находится на среднем уровне.
Чистовые. Точность обработки находится на высоком уровне.
Специальные Предназначены выполнения тонких технологических операций.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
Первый — способ крепления режущей пластины.
Четвертый — задний угол режущей пластины.
Пятый — направление резания.

Изображение №6: возможные значения параметров 1–5
Шестой — высота державки.
Седьмой — ширина ее хвостовой части.
Восьмой — общая длина резца.
Девятый — размер режущей пластины.

Изображение №7: возможные значения параметров 6–9

Изображение №8: возможные значения параметра 10
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.

Фотография №1: прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.

Фотография №2: отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.

Фотография №3: проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.

Фотография №4: отогнутый подрезной резец
Самые распространенные размеры державок:
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.

Фотография №5: расточные резцы для обработки сквозных отверстий

Фотография №6: расточные резцы для обработки глухих отверстий
Самые распространенные размеры державок следующие.



