Как работать на токарном станке: держим стамеску, установка подручника, правила и техники
Токарные станки – группа оборудования, которая на данный момент обширно употребляется на мебельных и деревообрабатывающих предприятиях, домашних критериях и при обучении в школах и Университетах с целью механической обработки деталей из древесной породы. Для этого обыденным древесным поленьям определенной длины нужно эффект резьба по дереву придать цилиндрическую форму.
Такие станки имеют принципиальное предназначение – с помощью их можно просто, стремительно и отменно обрабатывать разные древесные поверхности, придавая им требуемую форму. На современных моделях токарных станков можно делать последующие разновидности работ:

Не считая токарного станка универсального типа, который на данный момент встречается в большинстве случаев, существует много и других типов такового оборудования. Посреди их:
Для обработки на токарном станке может подойти древесная порода фактически всех пород, но определенный выбор в каждом случае находится в зависимости от того, какая конкретно деталь будет создаваться станок для резьбы по дереву украина и каким методом ее будут обрабатывать.
Приготовленную таким методом к использованию древесную заготовку как можно сильнее зажимают в станке перед тем, как точить эстебан резьба по дереву ее. Для его трезубцев при помощи стамески рекомендуется проделать в торцах заготовки небольшие углубления, что предотвратит возможное выпадение заготовки из оборудования во время его работы.
Опорная скоба подручника должна устанавливаться на расстоянии менее 5 миллиметров от болванки и обязательно немного выше оси, вокруг которой она вращается при работе на токарном станке.
Расположив же подручник немного ниже, чем ось вращения болванки, режущий инструмент будет только скоблить поверхность древесины, а не резать ее, как это должно быть. В результате такой работы поверхность станет шероховатой станок по дереву для фигурной резьбы, а не гладкой. Кроме того, в таком случае может произойти перегиб инструмента под заготовку, что, вполне возможно, приведет к ранениям того, кто вытачивает тот или иной предмет на станке станок по дереву для резьбы балясин.
К тому же, в таком случае нельзя будет передвигать инструмент вдоль заготовки.Правая рука должна удерживать ручку инструмента. Благодаря этому эскизы резьба по дереве при вытачивании мастер может управлять направлением движения инструмента. По мере того, как диаметр заготовки будет уменьшаться, подручник необходимо постепенно приближать к ее поверхности.
Придавая болванке цилиндрическую форму с использованием полукруглой стамески, резание необходимо осуществлять не только лишь верхней частью лезвия, но также и его боковыми частями. В таком случае затупление инструмента будет проходить не так быстро, к тому же, обрабатываемая поверхность будет иметь не волнистую, а ровную форму, что ускорит и значительно облегчит всю ее последующую обработку.
При гладком обтачивании косяк следует держать таким макаром, чтобы его лезвие по отношению до поверхности цилиндрической эскизы по резьбы дерева заготовки располагалось под станок для винтовой резьбы по дереву углом 45 градусов. Вытачивая профиль, косяк можно располагать в разных положениях. Полная торцовка детали на токарном станке, как и частичное протачивание ее торцов осуществляется острым концом такого режущего инструмента, который устанавливается ребром на подручник.
В процессе работы инструмент необходимо удержать на скобе подручника левой рукой, используя всю ладонь. Сверху инструмент можно прижимать только используя большой палец. Всеми остальными охватывать опорную скобу категорически запрещено: это может привести к травмам.После каждых 5-10 минут проведенной работы на станке необходимо подкручивать задний шпиндель, что позволит предотвратить снижение надежности зажима болванки.
Заготовку в шпинделях необходимо закреплять как можно надежнее. В противном случае болванка может вылететь из станка, что может привести к ранениям работника. Вот поэтому запрещено станок для фигурной резьбы по дереву обрабатывать на токарном станке заготовки, в торцах которых есть трещины.
Кроме вышесказанного, опасность для работающего за токарным станком также вызывает значительное расстояние между скобой подручника и поверхностью детали, его расположение ниже оси вращения болванки, неравномерный или слишком сильный нажим на деталь инструментом.
Все подобные отступления от правил работы могут привести к вылету обрабатываемой заготовки из станка, перегибу инструмента под деталь или к его поломке.
Все проверки детали в процессе работы с нею – измерение ее диаметра, оценка гладкости поверхности, сверка ее с оригиналом и тому подобное – можно проводить только при остановленном токарном станке.
Точить на оборудовании всегда рекомендуется в защитных очках, чтобы обезопасить глаза от стружки, которая обязательно образовывается во время станки для фигурной резьбы по дереву выполнения подобной работы.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Урок 16 (вариант А)
Устройство токарного станка для обработки древесины
Раздел. Материальные технологии.
Вариант А: Технологии обработки конструкционных материалов.
Тема урока. Устройство токарного станка для обработки древесины.
Тип урока: комбинированный.
Цели урока: организовать деятельность обучающихся по ознакомлению с устройством и характеристиками токарного станка для обработки древесины, предназначенного для работы в школьных мастерских; обучить учащихся самостоятельно управлять станком.
Материальные технологии
Технологии обработки конструкционных материалов
§18. Устройство токарного станка для обработки древесины
Вы уже научились изготавливать цилиндрические и конические детали ручными инструментами. Легче, быстрее и удобнее обрабатывать такие детали на токарных станках. Токарными называют станки, в которых заготовка вращается, а режущий инструмент перемещается вдоль или поперёк её оси.
В школьных мастерских учащиеся работают на токарных станках для обработки древесины СТД-120М. На станке можно выполнять следующие операции: точение наружных и внутренних цилиндрических, конических и фасонных поверхностей, сверление, прорезание канавок, обработку торцевых поверхностей, отрезку заготовок.
Наибольший диаметр обрабатываемой заготовки 190 мм. Наибольшая длина точения 500 мм. Шпиндель станка имеет две скорости вращения: 840 об/мин и 1860 об/мин. Высота центров над уровнем станины 120 мм. Габариты станка: 1250 х 575 X 550 мм. Масса станка примерно равна 100 кг.
Станок СТД-120М (рис. 53) устанавливают на основание 7, в качестве которого используют специальную подставку или стол. Станок имеет станину 3 с направляющими, на ней крепятся все части станка: передняя бабка 7 со шпинделем 8, который приводится во вращение от электродвигателя 2 с помощью ремённой передачи, задняя бабка 10, подручник 9. Рабочая зона станка защищена со всех сторон ограждением с защитным экраном 11 из органического стекла.
Для местного освещения зоны резания служит светильник 6. На кнопочном выключателе 5 кнопка включения окрашена чёрным цветом, а выключения — красным.
В передней бабке (рис. 54, а) имеется шпиндель 3 — вал, установленный в шариковых подшипниках 4 и получающий вращение от электродвигателя с помощью ремённой передачи 1, 2. Конец шпинделя имеет резьбу, на которую навинчивают необходимые приспособления для крепления левого конца заготовки.
Задняя бабка (рис. 54, б) может перемещаться вдоль направляющих станины и закрепляется неподвижно крепежным болтом 6. Правый конец длинной заготовки поджимают центром 2, размещённым в пиноли (выдвижной втулке) 1 задней бабки. Центр перемещают с помощью винтового механизма 4 вращением маховика 5 и закрепляют рукояткой зажима 3.
Подручник (рис. 54, в) служит опорой для режущего инструмента (стамесок). Он находится в каретке (держателе) 2, может поворачиваться и фиксироваться рукояткой стопора 3. Каретка может перемещаться по направляющим как вдоль, так и поперёк станины и закрепляться в нужном положении поворотом рукояток 4.
Трезубец (рис. 55, б и 56, б) служит для закрепления длинных заготовок, второй конец которых поджимают задним центром. Для надёжной установки трезубца в левом торце заготовки делают ножовкой пропил на глубину 5. 8 мм, а для надёжного поджатия заготовки задним центром в середине правого торца сверлят отверстие Ø 3. 4 мм или делают углубление с помощью кернера.
Планшайба (рис. 55, в и 56, в-д) предназначена для закрепления плоских заготовок большого диаметра и небольшой длины, например заготовок для изготовления декоративных тарелок, ваз, шкатулок и др. Планшайбу прикладывают к заготовке и шилом размечают центры крепёжных отверстий (см. рис. 56, в).
После этого в размеченных центрах прокалывают шилом или просверливают глухие отверстия глубиной, равной длине ввинчиваемой части шурупа (обычно 15. 20 мм). Затем шурупами (саморезами) скрепляют заготовку с планшайбой (см. рис. 56, г) и навинчивают планшайбу с заготовкой на шпиндель станка (см. рис. 56, д). Чтобы ввинченные шурупы не попади в зону резания заготовки, на ней размечают линию глубины расположения шурупов.
Различают несколько видов точения: продольное, при котором режущий инструмент (стамеска) во время вращения детали перемещается вдоль оси заготовки (рис. 57, а); поперечное, когда стамеска перемещается поперёк оси заготовки (рис. 57, б) продольно-поперечное, при котором инструмент перемещается одновременно и вдоль, и поперёк оси вращения заготовки (рис. 57, в).
Станок СТД-120М может быть подключён к установке для сбора стружки и древесной пыли, что уменьшает количество мусора в мастерской.
На предприятиях токарные станки обслуживают токари.
Правила безопасной работы
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Работать только при опущенном защитном экране.
4. Не опираться на станок, не класть на него инструменты и заготовки.
5. Не отходить от включенного станка.
Знакомимся с профессиями
Токарь — одна из наиболее распространённых профессий рабочих, занимающихся обработкой древесины и металла. Токарь должен знать устройство станков, уметь читать чертежи, знать назначение и способы применения различных инструментов и приспособлений, уметь пользоваться контрольно-измерительными приборами, разбираться в свойствах древесины, металлов, сплавов и др.
Практическая работа № 20
Изучение устройства токарного станка для обработки древесины
1. Ознакомьтесь с устройством станка по рисункам 53 и 54 или плакатам, имеющимся в мастерской.
2. Проверьте соответствие станка, установленного в мастерской, вашему росту. Подберите подставку под ноги, чтобы ладонь правой руки, опущенной и согнутой под углом 90°, находилась не ниже уровня центра станка.
3. Проверьте вместе с учителем исправность защитного экрана станка.
4. При выключенном станке рассмотрите переднюю бабку, подручник и заднюю бабку.
5. Руководствуясь рисунками 54, в и 57, а, б, установите и закрепите подручник сначала для продольного, а затем для поперечного точения.
7. C разрешения учителя включите станок кнопкой «пуск» и остановите вращение шпинделя кнопкой «стоп».
8. Заполните таблицу в рабочей тетради.
| Частота вращения шпинделя, об/мин | Расстояние от линии центров до направляющих, мм | Наибольшее расстояние между центрами, мм | Величина вылета пиноли, мм |
Запоминаем опорные понятия
Проверяем свои знания
1. Назовите основные части токарного станка для обработки древесины. Какие операции можно выполнять на этом станке?
2. Каким образом устанавливают подручник для продольно-поперечного точения?
3. Расскажите о назначении патрона, трезубца, планшайбы.
§ 9. Технология обработки древесины на токарном станке
При обработке на токарном станке заготовка совершает вращательное движение, которое называют главным движением. Инструмент перемещается относительно неё, совершая вспомогательное движение, или движегше подачи. В процессе точения острое лезвие инструмента снимает с поверхности заготовки стружку.
Инструменты для точения заготовок
Для обработки заготовок на станке применяют специальные стамески, имеющие удлинённые ручки (рис. 25). Для предварительной, черновой, обработки применяют полукруглые стамески: желобчатую (рис. 25, е) или плоскую (рис. 25, б). Окончательную, чистовую, обработку выполняют с помощью косых стамесок (рис. 25, г, Э), ими же подрезают торцы и отрезают деталь. Узкую желобчатую стамеску применяют для прорезания канавок (рис. 25, а), а заострённые (рис. 25, в, ж) — для разного вида работ.

Рис. 25. Стамески для токарных работ: а — полукруглая желобчатая узкая; б — полукруглая плоская; в — заострённая с острым утлом при вершине; г — косая узкая; д — косая; е — полукруглая желобчатая; ж — заострённая с тупым утлом при вершине
Концевая часть стамески, срезающая стружку с заготовки, называется лезвием. На рисунке 26 показано лезвие косой стамески. При точении древесины применяют стамески с углом заострения лезвия β = 20°. 40°.

Рис. 26. Лезвие косой токарной стамески: 1 — режущая кромка; 2 — вершина
Заточка лезвий стамесок
Лезвие стамески должно быть обязательно заточено. Это позволит легче и чище обрабатывать поверхность заготовки. Если режущая кромка стамески будет тупой, то поверхность получится шероховатой и ворсистой.
Лезвие сначала затачивают на шлифовальном круге (рис. 27, а, б). После заточки на лезвии появляются небольшие заусенцы, которые снимают на плоском мелкозернистом наждачном бруске (рис. 27, в).

Внимание! В учебной мастерской заточку стамесок выполняет учитель.
Подготовка заготовки
Выбор заготовки начинают с её осмотра: на ней не должно быть пороков древесины, описанных в § 2 (см. рис. 3). Наиболее пригодна для обработки сухая без сучков древесина лиственных пород: берёзы, липы, клёна и др.
После этого выстругивают из заготовки брусок квадратного сечения с припуском по диаметру 8. 10 мм и по длине 40. 60 мм. Затем на торцах заготовки размечают восьмиугольник и строгают восьмигранник рубанком так же, как и при обработке цилиндрических поверхностей ручным инструментом (см. § 7). Таким образом заготовке придают форму, близкую к цилиндрической. Это облегчает её обработку на станке независимо от способа её закрепления (см. рис. 23).
Установка заготовки на станке
Чтобы закрепить длинную заготовку на станке, со шпинделя снимают трезубец, крепят его в зажиме верстака, совмещают пропил на торце заготовки с трезубцем и забивают киянкой в него заготовку. Не рекомендуется забивать заготовку на трезубец, уже установленный на шпинделе, так как от ударов киянки могут выйти из строя подшипники шпинделя.
Трезубец с заготовкой устанавливают на шпиндель, подводят заднюю бабку и крепят её винтом к направляющим (см. рис. 21, б). Затем прижимают заготовку к трезубцу центром, направляя его в отверстие, подготовленное в заготовке, и закрепляют центр зажимом. Если применяется не вращающийся центр, то его смазывают машинным маслом.
Периодически, через каждые две-три минуты работы, станок останавливают и проверяют надёжность закрепления заготовки. В случае необходимости заготовку дополнительно поджимают центром задней бабки.
Установка подручника станка
Подручник устанавливают так, чтобы его верхняя (опорная) поверхность была на 2. 3 мм выше линии центров станка и находилась на расстоянии 3. 4 мм от поверхности заготовки.
Для проверки этого зазора заготовку при выключенном станке проворачивают вручную на один-два оборота. В процессе обработки зазор будет увеличиваться. Поэтому надо периодически останавливать станок, придвигать подручник ближе к заготовке и опять проворачивать вручную заготовку, проверяя наличие зазора. Каретку подручника крепят к направляющим рукоятками гайки, а подручник в нужном положении фиксируют стопором (см. рис. 21, в).
Точение заготовки
Перед началом работы надевают защитные очки и опускают защитный экран. Затем включают станок. Стамеску, крепко удерживая правой рукой за ручку, помещают на подручник. Левая рука находится сверху стамески и прижимает её к подручнику (рис. 28). При этом рука должна находиться вблизи подручника, но не касаться его.

Рис. 28. Черновое точение заготовки на токарном станке
При черновом точении заготовки (см. рис. 28) полукруглую стамеску медленно подводят к заготовке. Перемещая стамеску по подручнику влево и вправо, можно снять за один проход (одно движение вдоль обрабатываемой поверхности) стружку толщиной 1. 2 мм. Первый проход ведут серединой лезвия, а последующие — его боковыми частями, чтобы обрабатываемая поверхность была менее волнистой. Завершают черновое точение тогда, когда диаметр заготовки станет на 3. 4 мм больше заданного диаметра.
Чистовое точение производят косой стамеской, причём стружку срезают только серединой режущей кромки (рис. 29). Стамеску держат двумя руками и устанавливают ребром на подручник тупым углом вниз. При обработке конической поверхности точение ведут от большего диаметра к меньшему.

Рис. 29. Чистовое точение косой стамеской: а — вид с торца заготовки; 6 — вид сверху
Контроль качества детали
Прямолинейность обработанной поверхности можно проверить линейкой на просвет, а диаметральные размеры — с помощью кронциркуля (рис. 30).

Рис. 30. Контроль качества летали кронциркулем
Шлифование деталей
Шлифование готовой детали выполняют шлифовальной шкуркой, которую обёртывают вокруг детали и удерживают руками (рис. 31, а), или шлифовальной колодкой (рис. 31, 6).
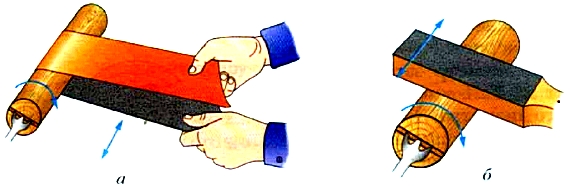
Рис. 31. Шлифование детали: а — шкуркой: б — шлифовальной колодкой
Иногда на поверхность отшлифованной детали наносят декоративные кольцевые полоски. Для этого берут брусок из более твёрдой древесины, чем древесина обрабатываемой детали, и прикладывают ребро бруска к вращающейся на станке детали. Поверхность в месте соприкосновения нагревается и немного подгорает. В результате этого на детали остаются круговые полоски коричневого цвета.
Подрезание торцов
Подрезание торцов выполняют косой стамеской. Первоначально её устанавливают острым углом вниз и делают неглубокую кольцевую канавку глубиной 2. 3 мм в том месте, где будет находиться торец. Затем стамеску переворачивают тупым углом вниз, ставят её на ребро и, отступив немного от канавки, срезают на конус концевую часть заготовки до торца (рис. 32). Повторяют это движение несколько раз, углубляясь в заготовку, пока диаметр шейки не станет равным 10. 12 мм. После этого выключают станок, снимают заготовку со станка и пилой с мелкими зубьями отрезают концевые участки заготовки. Торцы зачищают напильником и шлифовальной шкуркой.

Рис. 32. Подрезание торца косой стамеской
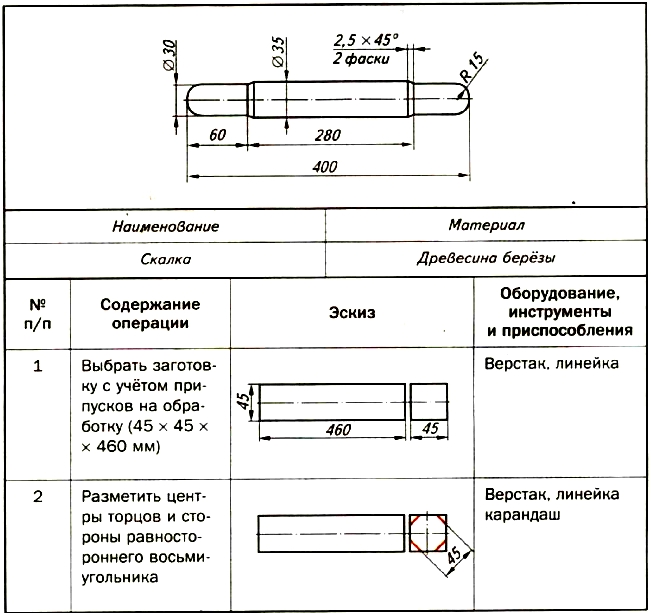
В таблице 4 в качестве примера представлена технологическая карта изготовления изделия «скалка».
Таблица 4
Технологическая карта.
Изготовление изделия «скалка»


Во время работы бережно относитесь к станку, приспособлениям, инструментам, чтобы они служили как можно дольше.
Практическая работа № 10
Точение детали из древесины на токарном станке
Новые слова и понятия
Главное движение; движение подачи; обработка черновая, чистовая; стамески: полукруглая, косая.
§ 9. Технология обработки древесины на токарном станке
При обработке на токарном станке заготовка совершает вращательное движение, которое называют главным движением. Инструмент перемещается относительно неё, совершая вспомогательное движение, или движегше подачи. В процессе точения острое лезвие инструмента снимает с поверхности заготовки стружку.
Инструменты для точения заготовок
Для обработки заготовок на станке применяют специальные стамески, имеющие удлинённые ручки (рис. 25). Для предварительной, черновой, обработки применяют полукруглые стамески: желобчатую (рис. 25, е) или плоскую (рис. 25, б). Окончательную, чистовую, обработку выполняют с помощью косых стамесок (рис. 25, г, Э), ими же подрезают торцы и отрезают деталь. Узкую желобчатую стамеску применяют для прорезания канавок (рис. 25, а), а заострённые (рис. 25, в, ж) — для разного вида работ.
Рис. 25. Стамески для токарных работ: а — полукруглая желобчатая узкая; б — полукруглая плоская; в — заострённая с острым утлом при вершине; г — косая узкая; д — косая; е — полукруглая желобчатая; ж — заострённая с тупым утлом при вершине
Концевая часть стамески, срезающая стружку с заготовки, называется лезвием. На рисунке 26 показано лезвие косой стамески. При точении древесины применяют стамески с углом заострения лезвия β = 20°. 40°.
Рис. 26. Лезвие косой токарной стамески: 1 — режущая кромка; 2 — вершина
Заточка лезвий стамесок
Лезвие стамески должно быть обязательно заточено. Это позволит легче и чище обрабатывать поверхность заготовки. Если режущая кромка стамески будет тупой, то поверхность получится шероховатой и ворсистой.
Лезвие сначала затачивают на шлифовальном круге (рис. 27, а, б). После заточки на лезвии появляются небольшие заусенцы, которые снимают на плоском мелкозернистом наждачном бруске (рис. 27, в).
Внимание! В учебной мастерской заточку стамесок выполняет учитель.
Подготовка заготовки
Выбор заготовки начинают с её осмотра: на ней не должно быть пороков древесины, описанных в § 2 (см. рис. 3). Наиболее пригодна для обработки сухая без сучков древесина лиственных пород: берёзы, липы, клёна и др.
После этого выстругивают из заготовки брусок квадратного сечения с припуском по диаметру 8. 10 мм и по длине 40. 60 мм. Затем на торцах заготовки размечают восьмиугольник и строгают восьмигранник рубанком так же, как и при обработке цилиндрических поверхностей ручным инструментом (см. § 7). Таким образом заготовке придают форму, близкую к цилиндрической. Это облегчает её обработку на станке независимо от способа её закрепления (см. рис. 23).
Установка заготовки на станке
Чтобы закрепить длинную заготовку на станке, со шпинделя снимают трезубец, крепят его в зажиме верстака, совмещают пропил на торце заготовки с трезубцем и забивают киянкой в него заготовку. Не рекомендуется забивать заготовку на трезубец, уже установленный на шпинделе, так как от ударов киянки могут выйти из строя подшипники шпинделя.
Трезубец с заготовкой устанавливают на шпиндель, подводят заднюю бабку и крепят её винтом к направляющим (см. рис. 21, б). Затем прижимают заготовку к трезубцу центром, направляя его в отверстие, подготовленное в заготовке, и закрепляют центр зажимом. Если применяется не вращающийся центр, то его смазывают машинным маслом.
Периодически, через каждые две-три минуты работы, станок останавливают и проверяют надёжность закрепления заготовки. В случае необходимости заготовку дополнительно поджимают центром задней бабки.
Установка подручника станка
Подручник устанавливают так, чтобы его верхняя (опорная) поверхность была на 2. 3 мм выше линии центров станка и находилась на расстоянии 3. 4 мм от поверхности заготовки.
Для проверки этого зазора заготовку при выключенном станке проворачивают вручную на один-два оборота. В процессе обработки зазор будет увеличиваться. Поэтому надо периодически останавливать станок, придвигать подручник ближе к заготовке и опять проворачивать вручную заготовку, проверяя наличие зазора. Каретку подручника крепят к направляющим рукоятками гайки, а подручник в нужном положении фиксируют стопором (см. рис. 21, в).
Точение заготовки
Перед началом работы надевают защитные очки и опускают защитный экран. Затем включают станок. Стамеску, крепко удерживая правой рукой за ручку, помещают на подручник. Левая рука находится сверху стамески и прижимает её к подручнику (рис. 28). При этом рука должна находиться вблизи подручника, но не касаться его.
Рис. 28. Черновое точение заготовки на токарном станке
При черновом точении заготовки (см. рис. 28) полукруглую стамеску медленно подводят к заготовке. Перемещая стамеску по подручнику влево и вправо, можно снять за один проход (одно движение вдоль обрабатываемой поверхности) стружку толщиной 1. 2 мм. Первый проход ведут серединой лезвия, а последующие — его боковыми частями, чтобы обрабатываемая поверхность была менее волнистой. Завершают черновое точение тогда, когда диаметр заготовки станет на 3. 4 мм больше заданного диаметра.
Чистовое точение производят косой стамеской, причём стружку срезают только серединой режущей кромки (рис. 29). Стамеску держат двумя руками и устанавливают ребром на подручник тупым углом вниз. При обработке конической поверхности точение ведут от большего диаметра к меньшему.
Рис. 29. Чистовое точение косой стамеской: а — вид с торца заготовки; 6 — вид сверху
Контроль качества детали
Прямолинейность обработанной поверхности можно проверить линейкой на просвет, а диаметральные размеры — с помощью кронциркуля (рис. 30).
Рис. 30. Контроль качества летали кронциркулем
Шлифование деталей
Шлифование готовой детали выполняют шлифовальной шкуркой, которую обёртывают вокруг детали и удерживают руками (рис. 31, а), или шлифовальной колодкой (рис. 31, 6).
Рис. 31. Шлифование детали: а — шкуркой: б — шлифовальной колодкой
Иногда на поверхность отшлифованной детали наносят декоративные кольцевые полоски. Для этого берут брусок из более твёрдой древесины, чем древесина обрабатываемой детали, и прикладывают ребро бруска к вращающейся на станке детали. Поверхность в месте соприкосновения нагревается и немного подгорает. В результате этого на детали остаются круговые полоски коричневого цвета.
Подрезание торцов
Подрезание торцов выполняют косой стамеской. Первоначально её устанавливают острым углом вниз и делают неглубокую кольцевую канавку глубиной 2. 3 мм в том месте, где будет находиться торец. Затем стамеску переворачивают тупым углом вниз, ставят её на ребро и, отступив немного от канавки, срезают на конус концевую часть заготовки до торца (рис. 32). Повторяют это движение несколько раз, углубляясь в заготовку, пока диаметр шейки не станет равным 10. 12 мм. После этого выключают станок, снимают заготовку со станка и пилой с мелкими зубьями отрезают концевые участки заготовки. Торцы зачищают напильником и шлифовальной шкуркой.
Рис. 32. Подрезание торца косой стамеской
В таблице 4 в качестве примера представлена технологическая карта изготовления изделия «скалка».
Таблица 4
Технологическая карта.
Изготовление изделия «скалка»
Во время работы бережно относитесь к станку, приспособлениям, инструментам, чтобы они служили как можно дольше.
Практическая работа № 10
Точение детали из древесины на токарном станке
Новые слова и понятия
Главное движение; движение подачи; обработка черновая, чистовая; стамески: полукруглая, косая.



