G-коды G54, G52 и G92: рабочие смещения для приспособлений ЧПУ станка

Вспомните схему преобразования координат, который используется для преобразования координат в g-коде в фактические координаты, к которым машина должна двигаться, на третьем этапе расположены коды G54, G52 и G92 отвечающие за рабочие смещения:
Зачем смещать координаты относительно рабочего места?
Зачем нам нужно смещать координаты относительно рабочего места? Думайте о рабочих сдвигах как о закладках. Они определяют интересующие места в рабочей среде вашего станка (диапазон положений, в которые он может перемещаться). Например, предположим, что у нас есть четверо тисков на столе, способные удерживать четыре детали для обработки. Это может ускорить производство, так как мы можем вставить четыре детали в тиски, нажать кнопку «Пуск» и не беспокоиться, пока машина не обработает их. Это требует гораздо меньше усилий, чем замена любой готовой детали.
Как могла бы выглядеть программа для такой установки из четырех деталей?
Что ж, в идеале мы не хотим изменять программу обработки детали для обработки координат каждой позиции детали. Мы хотели бы написать программу относительно нулевой части, а затем позволить какой-нибудь другой функции волшебным образом изменять координаты, когда мы работаем над каждой частью. В конце концов, они просто сдвинуты относительно друг друга, но в остальном программы обработки деталей будут идентичными.
Специализированное приспособление может быть настроено для ряда позиций деталей, и может быть предусмотрено, что для каждой позиции назначено рабочее смещение, чтобы упростить программирование g-кода для приспособления. Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Иногда есть рабочие смещения, связанные с некоторыми особенностями станка. Возможно, вы установили датчик инструмента в определенном месте на столе и используете рабочее смещение, чтобы отслеживать это местоположение.
Чтобы справиться с подобными ситуациями, были созданы замещения работы.
Как определяются рабочие смещения в G-коде?
Базовые рабочие смещения очень просто указать: просто введите одно из G54, G55, G56, G57, G58 или G59. Большинство машин запускается с выбранным G54. Рекомендуется помещать G54 в строку безопасности в верхней части всех ваших программ с g-кодом, чтобы убедиться, что вы знаете, какое рабочее смещение используется, если у вас нет причин не делать этого.
Когда вы выполняете g-код рабочего смещения, смещение XYZ будет добавлено ко всем вашим координатам, начиная с этой точки. Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вы можете задать смещение нулевой точки вручную в зависимости от того, в какие тиски вы вставляете заготовку, но более продуктивно сделать это прямо в g-коде. Общая схема выглядит так:
Как видите, подпрограммы могут упростить и упростить создание множества одинаковых деталей.
Увеличение количества рабочих смещений
С G54 до G59 у вас есть 6 рабочих смещений. Это очень полезно, но что, если вам нужно сделать еще больше деталей. На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
За прошедшие годы производители контроллеров ЧПУ придумали несколько способов расширить синтаксис, чтобы обеспечить гораздо больше рабочих смещений. Один из распространенных подходов — использовать «G54.1 Pxxx», где «xxx» — это число. Типичные диапазоны для числа — 1..48 или 1..300. Вы нужно найти подробности в руководстве по программированию вашего станка. Чтобы использовать рабочее смещение # 45, просто введите следующий g-код:
G54.1 P45 (использовать рабочее смещение # 45)
Некоторые элементы управления позволяют опускать «.1», поэтому вы можете написать «G54 P45».
Используя этот новый синтаксис, вы получаете 6 исходных рабочих смещений плюс еще многие другие.
Дополнительные смещения для станков Haas
Haas позволяет G110..G129 ссылаться на смещения так же, как G54.1 Px.
G92: Программируемое временное смещение работы
Предположим, вам нужно программируемое временное смещение нулевой точки. Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
Теперь координаты угла тисков — X0Y0Z0. Вы только что установили собственное смещение нулевой точки с помощью G92.
Давайте рассмотрим другой пример, где может оказаться полезным G92 или один из других способов программирования смещения нулевой точки. Предположим, у вас есть крепежная пластина, на которой есть сетка из деталей. Вы заранее знаете, что частей 4 по горизонтали и 2 по вертикали, значит, будет 8 частей. Пластина сделана так, чтобы расстояние по осям X и Y между каждой частью было постоянным (конечно, в пределах допусков). Таким образом, части могут находиться на расстоянии 5 дюймов по оси X и 5 дюймов по оси Y.
Поскольку G92 является смещением от текущей позиции инструмента, мы перемещаем инструмент в нулевую точку первой детали в начале программы G-кода. Затем мы можем использовать G92 для добавления смещений относительно этой позиции, 5 дюймов по X и 5 дюймов по Y для каждой части, когда мы будем проходить через них. Довольно удобно, а?
Обратите внимание, что G92 доступен на фрезерных и некоторых токарных станках, но большинство токарных станков используют G50 для этой функции.
G52: смещение смещений
Учитывая количество функций, связанных со смещениями на станках с ЧПУ, должно быть очевидно, насколько они удобны. Настолько, что есть много разных способов добиться схожих результатов. Предположим, вы настроили рабочие смещения для каждой детали на столе. Теперь предположим, что каждая деталь имеет некоторые идентичные элементы, расположенные в разных точках детали. Вы можете использовать еще больше рабочих смещений для идентификации этих идентичных элементов, чтобы вы могли использовать один и тот же g-код для их обработки, или вы можете использовать G52 для создания временного смещения на смещении. Это может выглядеть так:
Готов поспорить, вы сразу увидите, где G52 пригодится, верно?
G10 для установки рабочего смещения в G-коде
G10 — это удобный g-код, который позволяет вам программировать рабочие смещения стиля G54 из вашего g-кода. Типичный синтаксис:
G10 L2 Poo Xxx Yyy Zzz
Где «oo» — это номер рабочего смещения, «xx» — смещение по X, «yy» — смещение по Y, а «zz» — смещение по Z.
Для получения полной информации о том, как использовать G10, см. Специальную главу нашего курса G-Code.
Если у вас есть более старый элемент управления, у которого не так много рабочих смещений, вы можете использовать G10 для повторного использования доступных рабочих смещений с другими координатами.
Рабочие смещения и макропеременные
На станках, допускающих параметризованное программирование, обычно есть макропеременные, соответствующие каждой координате каждого рабочего смещения. Например, на Fanuc для G54 используются следующие переменные:
# 5221 G54 Смещение по оси X
# 5222 G54 Смещение по оси Y
# 5223 G54 Смещение по оси Z
# 5224 G54 Смещение четвертой оси
Вы можете получить доступ к этим переменным, чтобы увидеть их значения или изменить их.
Полностью прекратить использование рабочих смещений с помощью G53.
Чтобы прекратить использование рабочих смещений, используйте G53. Это заставляет станок использовать нулевые координаты станка без какого-либо смещения в качестве нуля детали. Обычно это не делается, но возможно.
Альтернатива рабочего смещения: относительные координаты
Заключение
Теперь вы знаете, как использовать рабочие смещения, которые упрощают настройку для изготовления нескольких деталей или быстрого размещения нескольких приспособлений на ваших станках.
Что такое калибровка станка с ЧПУ?
Настройка любого станка с ЧПУ ( https://vektorus.ru/cnc/ ) — это необходимое подготовительное мероприятие, без которого не удастся нормально запустить оборудование. Производители используют стандартные системы ориентации, что позволяет вырабатывать единый подход. Калибровка станка ЧПУ является одним из этапов настройки, и ее необходимо провести по всем правилам.
Система координат
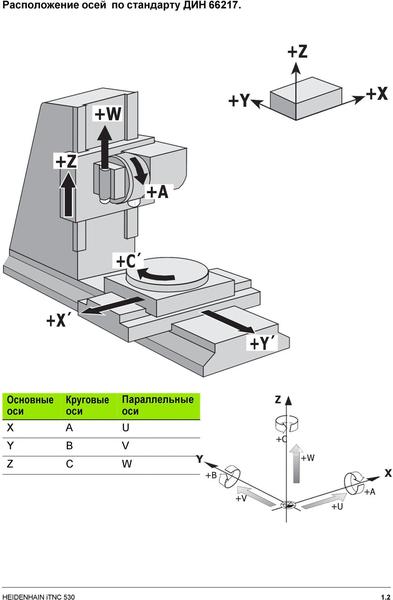
Система позиционирования места нахождения инструмента и рабочих органов станка с ЧПУ базируется на декартовой системе координат, т. е. с использованием осей X, Y, Z. Они определяют линейное перемещение. Если предусмотрено еще и круговое движение вокруг указанных осей, то дополнительно вводятся оси А (вращение вокруг Х), В (вращение вокруг Y) и С (вращение вокруг Z). Таким образом, станки могут иметь от 3 до 6 контролируемых осей движения. Помимо основных осей, в системе могут быть задействованы вспомогательные оси для передвижения дополнительных устройств и приспособлений.
Иллюстрирует расположение основных осей «правило правой руки». Если правую кисть со сжатыми пальцами расположить ладонью вверх, затем средний палец поднять вверх, указательный вытянуть вперед, а большой отставить в сторону, то средний палец укажет положительное направление оси Z, указательный — Y, большой — Х. Соответственно, противоположное направление будет считаться отрицательным. На практике, по оси Х осуществляется перемещение инструмента и узлов влево и вправо, по Y — вперед и назад, по Z — вверх и вниз.
Калибровка станка ЧПУ

Калибровка станка ЧПУ представляет собой обнуление всех основных и вспомогательных осей, т. е. установку начальной точки отсчета. Именно с нее управляющая программа начнет отсчет траектории движения инструмента или рабочего органа. Данная процедура может выполняться автоматически или вручную.
На простых трехосевых станках предусматривается ручная калибровка, заключающаяся в совмещении начала системы координат с осью вращения шпинделя. По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC.
Для чего нужна калибровка? Управляющая программа выдает команду на движение инструмента по определенной траектории. Это движение должно осуществляться в нужную сторону. Если инструмент находится в произвольной точке, то программа не сможет сориентироваться в пространстве и не начнет работу. Только после обнуления всех предыдущих передвижений можно запустить ее со стартовой позиции.
База данных

Для составления алгоритма взаимосвязи всех рабочих органов станка при выполнении определенной операции необходимы сведения о параметрах и координатах рабочего инструмента, основных узлов, линии упора, инструментального магазина и других элементов системы в опорных точках. Эта информация помещается в базу данных станка. Все данные вводятся в виде числовых значений координат с учетом смещения относительно нулевой точки. По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.
Начальные точки станка
Начальная точка — это ноль в системе декартовых координат, где пересекаются все 3 оси. Именно от этой точки начинается отсчет траектории движения инструмента. Позиционирование его в любой момент осуществления операции производится относительно данной нулевой отметки. Для работы управляющей программы устанавливается не только абсолютная начальная точка с калибровкой всех осей, но и нулевые точки рабочего стола. Эти отметки позволяют производить отсчет программы обработки. Они особенно важны при наличии на станке нескольких линий упоров и при обработке нескольких заготовок одновременно.
Как правило, абсолютная начальная точка задается производителем станка, и она устанавливается с помощью специальных датчиков и концевых выключателей. Система координат рабочего стола может иметь такие нулевые точки:
Важно! Нулевые точки и линии упоров вводятся в управляющую программу, а инструмент и рабочие узлы возвращаются в них, после чего станок может начинать работать в заданном режиме.
Как откалибровать станок CNC: пошаговая инструкция
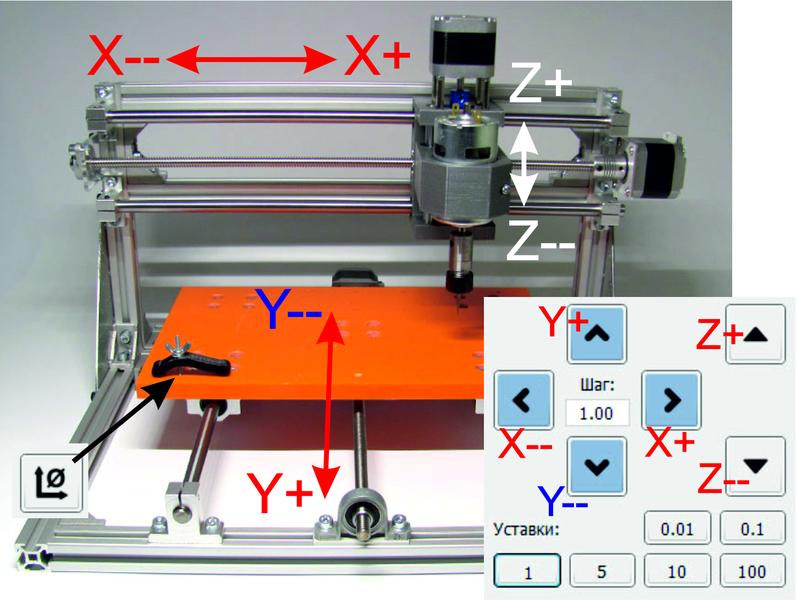
Автоматическую калибровку станков с ЧПУ обеспечивает программа CNC с пакетом Mach3. Она совмещается с операционными системами Windows 7, 2000 и XP. Для проведения калибровки необходимо совершить следующие действия:
Автоматическое определение параметров калибровки осуществляется путем введения в окошко «Шаги в мм» необходимых данных. По результатам расчета происходит перемещение калибруемой оси в нулевую точку. Далее надо перейти в режим настроек и запустить калибровку.
Калибровка станка ЧПУ необходима для его запуска. Без ее проведения управляющая программа просто не может определить истинное размещение инструмента. Калибровка обнуляет все предыдущие перемещения и приводит станок в исходное положение. После ее завершения программа запускается с нуля, и осуществляется полноценная обработка детали.
Калибровка мебельного ЧПУ фрезера. Установка начальных точек.
 | Работа на станках и обрабатывающих центрах ЧПУ тесно связана с системами координат, которые определяют положение основных частей станка и заготовок обрабатываемых деталей относительно друг друга. Производители станков ЧПУ, в целях упрощения понимания устройства и работы своего оборудования, в качестве единой системы координат применяют стандартную декартову систему, которая используется в геометрии для описания позиции точки на плоскости или в пространстве. В качестве системы отсчета на станках ЧПУ используются оси X, Y, Z, которые определяют линейные перемещения основных узлов и агрегатов станка ЧПУ.
Круговые движения узлов и агрегатов станка ЧПУ, а также заготовок, закрепленных на вращающихся рабочих столах, обозначаются осями A (при вращении вокруг оси X), B (при вращении вокруг оси Y), C (при вращении вокруг оси Z). В терминологии конструкция станка ЧПУ определяется возможностями обрабатывающего инструмента перемещаться в направлении осей координат. При возможном перемещении инструмента только по осям X, Y, Z станок ЧПУ определяется как 3-х осевой. При добавлении устройств позиционирования инструмента или заготовки на оси A, B, C, по отдельности или в группе по два, по три, станок ЧПУ будет определяться соответственно как 4-х, 5-ти или 6-ти осевой. В устройстве станков ЧПУ также могут присутствовать вспомогательные оси. Они непосредственно не задействованы в обработке деталей и используются для перемещения вспомогательных устройств, например цепных или револьверных магазинов инструмента. Калибровка станка ЧПУ.Чтобы определить местоположение какого-либо элемента на станке, предварительно необходимо найти и выставить в базе данных станка начальную точку (или «абсолютный ноль») от которой производится отчет. Для этого перед началом работы выполняют калибровку (обнуление) основных и вспомогательных осей станка. Калибровка станка ЧПУ, в зависимости от конструкции, может выполняться как вручную, так и в автоматическом режиме. Ручная калибровка производится на простейших 3-х осевых станках ЧПУ совмещением нулевой точки осей X, Y рабочего стола и оси вращения фрезерного шпинделя. Обнуление оси Z на таких станках может выполняться совмещением нижнего кончика инструмента и верхней плоскости рабочего стола или заготовки детали. Калибровка инструмента по координатной оси Z также может производиться в рабочем процессе при смене инструмента с использованием специального датчика калибровки и измерения инструмента. Датчик измерения, калибровки длины инструмента ЧПУ.
По умолчанию, программа управления станком не учитывает длину самого инструмента (фрезы). Если не применять коррекцию длины инструмента, то станок будет совмещать торец шпинделя с заданными в программе координатами по оси Z (высоте), что приведет к порче заготовки, в лучшем случае. Пример подключения датчика калибровки длины инструмента ЧПУ:
Во время процесса коррекции шпиндель с инструментом будет подходить к датчику до тех пор, пока кончик инструмента не соприкоснется с чувствительным элементом датчика (металлической пластиной). После прикосновения цепь датчика замкнется и на управляющий блок станка будет подан сигнал. После получения сигнала управляющее программное обеспечение запишет новую базовую точку. После этого точно будет известна высота фрезы над рабочим столом (она равна высоте датчика 20 мм). Длина проводников датчика составляет около 100 см. Датчик совместим с управляющим программным обеспечением MACH3 и другими аналогичными. Для калибровки станков ЧПУ с более сложным оборудованием запускается специальная программа, которая приводит в движение механизмы устройств и агрегатов, движущихся вдоль или вокруг основных координатных осей станка. «Абсолютный ноль» станка здесь определяется посредством срабатывания концевиков и датчиков расположенных на пути их движения. База данных станка ЧПУ.Параметрические данные и координаты инструментов, агрегатов, линий упоров, магазинов инструмента и прочих рабочих элементов, как правило, должны быть прописаны в базе данных станка ЧПУ. База данных предназначена для хранения сведений об инструментах, агрегатах и управлении ими. Вся информация в ней прописана в виде числовых значений декартовых координат с поправкой на смещение относительно абсолютной начальной точки. При программировании процессов обработки, база данных станка ЧПУ служит для составления управляющих программ, алгоритмов взаимодействия рабочих инструментов с заготовками деталей и их безопасного перемещения относительно других элементов станка. Начальные точки станка ЧПУ.Для позиционирования деталей заготовок на рабочем столе станка ЧПУ используют начальные точки. Начальная точка – это предварительно определенная в системе координат станка ЧПУ точка («ноль»), от которой производится отсчет положения какого-либо элемента на станке. Кроме абсолютной начальной точки, которая определяется способом калибровки осей станка и его устройств, на станке есть «нули рабочего стола». Это программируемые начальные точки рабочих зон станка ЧПУ, от которых производится отсчет программы обработки. Использование начальных точек рабочего стола особенно актуально на станках и обрабатывающих центрах ЧПУ имеющих несколько линий упоров и позволяющих производить обработку одновременно нескольких заготовок деталей. В этом случае системе координат рабочего стола станков ЧПУ различают следующие типы начальных точек: Таким образом, без дополнительной подготовки можно точно позиционировать несколько заготовок на рабочем столе станка ЧПУ и по единой программе изготавливать симметричные детали мебельных корпусов, фасадов и т.д. Установка начальной точки рабочих координат стола станка ЧПУ. Наиболее простым способом является задание нулевой точки детали. Ее расположение в системе координат станка назначается свободно, исходя из особенностей процесса обработки данной заготовки. Из практических соображений обычно стремятся к совмещению точки с началом отсчета размеров на чертеже. Как правило, такой точкой в плоскости XY являются угол заготовки. По оси Z – это либо верхняя плоскость детали, либо её нижняя плоскость, она же плоскость основания стола.
11 способов найти нулевую точку на вашем станке с ЧПУ
Первое, что вам нужно сделать, прежде чем вы начнете обработку детали, это сообщить станку, где находится ноль детали. Ноль детали — это точка отсчета, соответствующая координате 0, 0 на чертеже САПР, который вы использовали для всей своей работы CAM или для генерации g-кода вашей программы обработки детали. Она также называется «Program Zero», или X0Y0Z0 в программе g-code или Part Zero. Между прочим, определение местоположения нулевой точки часто называют «касанием». Каждый оператор ЧПУ станка должен уметь выполнить этот простой шаг, и часто полезно иметь более одного способа нати нулевую точку. Трудоемкость не одинакова для каждого из этих способов, и некоторые из них лучше подходят для одних случаев, а другие — для других. Понимание всего арсенала методов поможет вам стать эффективнее, выбирая лучший для каждой новой задачи. Вот несколько методов на выбор: Метод 1: используйте Edge FinderEdge Finders — это, безусловно, самый распространенный способ найти нулевую деталь, поэтому мы начнем с этого. Чтобы использовать этот метод, вставьте деталь в тиски или приспособление для фрезерования. Обычно угловую часть делают нулевой. Поскольку вы будете начинать (обычно) с необработанного материала, важно оставить некоторый припуск на обработку в вашем чертеже САПР. Edge Finders бывают разных видов, но мы сгруппируем их по механическим и электрическим категориям. Электрические кромкоискатели загораются и / или издают звуковой сигнал при контакте с заготовкой. Они полагаются на то, что заготовка является электропроводной, поэтому цепь замыкается, когда кромкоискатель касается заготовки. Вот типичный электрический кромкоискатель: Подобные электрические кромкоискатели чрезвычайно просты в использовании и относительно дешевы. Основные их недостатки, низкая точность у тех, где есть подвижные шарики, и чрезмерная хрупкость у тех где нет подвижных частей. Их довольно легко сломать, если вы двигаетесь слишком далеко или слишком быстро. Механические кромкоискатели существуют уже давно. Они работают, вращаясь на довольно низких оборотах (осторожно!), И когда вы чуть-чуть проезжаете край, они «выскакивают». Это видео от Tormach дает отличный пример механических и электронных кромкоискателей в действии: При использовании кромкоискателя, вы просто ищите кромку, соответствующую каждой оси, X и Y, и обнуляете координаты станка. Обратите внимание, что при обнулении необходимо учитывать радиус наконечника! Метод 2: используйте 3D-тестерЯ заплатил больше, когда купил свой — на самом деле, намного больше, так как сначала я купил дешевый китайский клон, пожалел об этом, а затем купил настоящую вещь. Это популярный, но чрезвычайно точный и простой в использовании кромкоискатель. Вы вставляете его в свой шпиндель и используете, чтобы найти нулевую точку детали, кромки, углы, щечки тисков и всевозможные другие общие задачи настройки. Секрет популярности в том, что этот способ быстрее и проще, чем другие методы. Эти прецизионные измерительные инструменты немецкого производства настолько удобны для выполнения множества задач по настройке, что я постоянно держу один в держателе инструмента и видел, как многие другие специалисты с ЧПУ делают то же самое. Для поиска Part Zero используйте 3D Taster так же, как и кромкоискатели. Метод 3: выберите фиксированное место на тисках или приспособленииЭто мой любимый метод, потому что он требует меньше всего времени и усилий для каждой настройки, хотя требует небольшой предварительной настройки один раз. В двух других методах вы должны находить нулевую точку каждый раз, когда вы устанавливаете новую деталь на станок. С помощью этого метода вы найдете нуль один раз, потому что он связан с удержанием заготовки. Приведу пример. Предположим, вы используете угол фиксированной губки тисков: Это огромная экономия времени, потому что большую часть времени тиски находятся на вашем рабочем столе. Пока вы проектируете свои детали с идеей, что угол губок тисков представляет собой нулевую точку, вы можете вставить деталь в губки и начать обработку без измерения нулевой точки детали, по крайней мере, без измерения X и Y. В Измерить и обнулить начало координат вам необходимо только если тиски двигаются или вы меняете исходное положение. Возможно, вам придется провести повторные измерения, если на ваших машинах также отсутствуют переключатели исходного положения. Но в любом случае, вы будете устанавливать ноль детали намного реже, и это сэкономит ваше время. Метод 4: Чтобы найти нулевую точку используйте какой-либо стопНа картинке выше показан стопор тисков, который я сделал давным-давно. Вы можете установить упор, чтобы повторно выставить деталь по некоторому нулю, относительно которого вы выставляете заготовку. Вы можете разместить упоры на крепежной пластине. Наконец, вы даже можете получить стопы, которые подходят для Т-образных пазов, например, такие: Метод 5: используйте камеру или прицел чтобы найти нулевую точкуЦентрирующие прицелы существуют уже давно, и при достаточном внимании и увеличении они могут быть довольно точными: Предупреждаю, что эти центрирующие прицелы трудно увидеть. Иногда оптика не ахти и изображение может быть довольно тусклым. Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход — использовать цифровую камеру с увеличением. Этот снимок центрирующего прицела фрезерного станка Beatty Robotics: Обратите внимание, что камера смещена от оси шпинделя. Это смещение фиксировано и может быть учтено при обнулении. Есть также камеры, которые устанавливаются прямо в держателе инструмента и смотрят вниз по оси шпинделя. Метод 6: обнуление элемента деталиЭто не полностью независимый метод, потому что вам нужно использовать один из других методов для правильного определения местоположения детали. Но это чрезвычайно полезно для второстепенных операций и случаев, когда вам нужно положить на машину что-то для ремонта или переделки, а не грубый кусок материала. Идея сводится к нулю какой-то особенности детали. Например, мы использовали точечное сверление ямочки с цифровой камерой выше. Фактически, определение местоположения отверстий может быть выполнено очень точно, так что это довольно распространенный тип функции. Конечно, функция не обязательно должна быть нулевой. Он просто должен быть расположен по известному смещению, чтобы после того, как вы нашли элемент, вы могли применить смещение, чтобы получить ноль детали. Метод 7: бумага Endmill Plus, датчик или измерительный блокПоиск нулевой детали с помощью концевой фрезы — еще один очень распространенный подход. Идея состоит в том, чтобы подойти к детали с помощью концевой фрезы и использовать какую-либо прокладку, чтобы концевая фреза фактически не контактировала с деталью. Обычные прокладки включают лист бумаги, щуп или измерительный блок. За исключением бумаги, шпиндель должен оставался неподвижным. Однажды я провел несколько экспериментов, чтобы попытаться определить, насколько точен такой метод. Вот что я нашел из нескольких методов касания в Z: Прикосновение на ощупь : для моего 1-го метода при остановленном шпинделе подведите резак на верхнюю часть заготовки. Обнулите УЦИ и двигайтесь оттуда. Это дало результат с ошибкой 0,3 мм. Не очень хорошо! Ошибка была относительно повторяемой. В итоге разрез оказался на 0,3мм дюйма глубже, чем хотелось. Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны. Отключение по звуку : во второй попытке я осторожно опустил шпиндель под напряжением и прислушался, когда резак начал резать. Этот метод оказался немного более точным, и в результате получился разрез на 0,2 мм. Все еще не очень хорошо. Прикосновение к бумаге : традиционный метод старой школы заключается в том, чтобы держать кусок сигаретной бумаги (по слухам, толщиной ровно 0,1 мм) на заготовке и постепенно опускать резак, пока он не начнет захватывать бумагу. Добавьте еще 0,01мм, и вы на нуле! Не имея сигаретной бумаги, я использовал стандартную бумагу для лазерных принтеров. Я отрезал полоску шириной 20 мм, чтобы я мог держаться за один конец с безопасного расстояния, и ждал, пока резак схватится. В моем случае я получил 0,25, а не 0,1 ″, но, по крайней мере, это было красивое круглое число и довольно повторяемое. Устройство предварительной настройки оси Z : Последним в тестах был дешевый модуль предварительной настройки оси Z, который я купил на eBay. Как это работает? Просто! Если вы нажмете пальцем на наковальню сверху до упора, у вас будет ровно 2 дюйма от верха наковальни до низа гаджета. В этом положении вы поворачиваете циферблат до нуля. Установите его на заготовку, опустите резак, пока игла не зарегистрируется, обнулите стрелку, обнулите координаты, и вы должны быть точно на 2 дюйма выше того места, на котором находится устройство предварительной настройки. Так что, не ожидая многого, я поставил устройство на мой алюминиевый куб в тисках на столе и повернул головку, пока фреза почти не коснулась. Заблокировал шпиндель и проворачивал стрелку с точной регулировкой до тех пор, пока стрелка не обнулилась, обнулил мою нулевую точку, снял устройство предварительной настройки, отмерял еще 2 дюйма с помощью точной настройки, снова обнулил УЦИ, прибавлял 0,010 дюйма для ровного разреза. Желаемый результат — 2,396 дюйма. Я опустил высотомер, чтобы снять показания, которые были, пожалуйста, барабанная дробь 2.396 ″! Святая сверхъестественная точность, Бэтмен! Китайский предустановщик действительно работал, и он работал хорошо, и хотя стрелка прошла 2 дюйма, а я ожидал худшего, все получилось правильно. Есть более дорогие и гораздо более приятные и точные устройства, чем то, что есть у меня, поэтому я не вижу ценности в других методах, которые я пробовал. Я скажу, что измерительный блок может быть очень точным. Просто убедитесь, что вы используете првильно Не совершайте толчковые движения с установленным измерительным блоком, так как это плохо для измерительного блока и фрезы. Метод 8: Найти нулевую точку с помощью лазерного прицелаЭтот метод очень нагляден, но не очень точен. Для того чтобы найти нулевую точку. Вы можете установить дешевый лазер в оправку, которая будет проецировать красивое красное лазерное пятно на вашу заготовку, находящуюся на оси шпинделя. Метод 9: зонд с ЧПУЯ оставил лучшее напоследок — высококачественный датчик с ЧПУ автоматизирован и может быть более точным, чем любой другой метод. Зонды входят в шпиндель и используют наконечник щупа для измерения детали: Метод 10: Найти нулевую точку «На глазок»Используя этот метод, вы написали свою программу обработки детали, предполагающую, что деталь находится на некотором расстоянии внутри заготовки. Это расстояние определяет, насколько точно вы должны определить нулевую точку детали. Если программа обработки детали написана так, что деталь находится на 4 мм внутри заготовки, нам нужно только убедиться, что заготовка достаточно велика, и что ноль детали заготовки находится в пределах 4 мм от фактическая нулевой точке. Это такая большая погрешность, что вы легко можете увидеть ноль. Бонус: метод 11: используйте машину для остановкиВот метод, предложенный нашими читателями — спасибо, ребята! Вставьте штифт в держатель инструмента, установите его в соответствии с программой обработки детали и позвольте штифту быть упором, когда вы вставляете деталь в тиски. Вам нужно будет компенсировать диаметр штифта в вашей программе. Это позволяет легко изготавливать детали, которые намного короче или намного длиннее, чем ваши губки тисков. Я делаю нечто подобное на своем токарном станке с ЧПУ все время, когда устанавливаю инструмент так, чтобы я мог подтянуть пруток вверх и использовать инструмент в качестве упора для начала новой детали. ЗаключениеТеперь у вас есть 11 способов найти нулевую точку для ваших проектов с ЧПУ. У каждого есть свои сильные и слабые стороны. Есть еще много других методов. Поиск нулевой детали для некоторых видов 5-осевой работы или работы с деталями сложной формы может быть очень сложной задачей. Расскажите нам, какие ваши любимые методы, которые мы упустили, в комментариях — поделитесь опытом ваших собственных специальных приемов.  Приветствую, уважаемые дети! Сегодня я хочу рассказать  Приветствую вас, уважаемые дети! Сегодня я хочу рассказать  Приветствую вас, дорогие дети! Сегодня я хочу рассказать  Приветствую вас, дорогие дети! Сегодня я хочу рассказать |




