Системы управления для ЧПУ станков
Автоматизация процессов производства взошла на новую ступень развития. Компьютеры в системе управления уже давно стали обычным явлением. Многие люди знают, что такое CNC, а производством изделий с этой системой управления занимаются многие известные организации.
Принцип работы CNC

Функционирование ЧПУ станка осуществляется в следующей последовательности:
Что такое NC CNC?
CNC или Computer numerical control — одно из направлений в разработке устройств разного назначения, которое базируется на применении электронных аппаратов в системе управления. В России оно известно как числовое программное управление (ЧПУ).
ЧПУ является компьютеризированным комплексом, который управляет рабочими элементами устройства и контролирует выполнение задач. Любые движения таких элементов задаются управляющей программой для этого станка. Она формируется из команд, которые записаны на языке программирования устройства.
Компьютер сохраняет управляющую программу, и оператор всегда может ее использовать для выполнения определенной функции.
Справка : Система CNC расширяет возможности ранее применяемой системы NC. Ее основа — микроконтроллеры, логические контроллеры, а также компьютеры, основанные на микропроцессорах.
Классификация современных систем управления ЧПУ для станков

Международная классификация предусматривает следующие классификацию станков ЧПУ:
Подсистема управления ЧПУ

Центральная часть системы ЧПУ — подсистема управления. Она способна читать управляющую программу и отдавать команды разным аппаратам станка на выполнение определенного вида работ. Также она взаимодействует с человеком и позволяет оператору контролировать обработку.
Открытая
Открытые системы управления имеют аппаратную начинку, которая почти такая же, как и у домашнего компьютера. Их достоинство заключается в доступности и дешевизне электронных элементов, многие из которых можно купить в простом компьютерном магазине. Но надежность таких систем ниже, чем у закрытых.
Закрытая
Закрытые системы управления имеют свои алгоритмы и цикл работы, а также свою логику. У таких систем есть одно важное достоинство: они обладают высокой надежностью, так как все их элементы прошли тестирование на совместимость. Минус системы в том, что невозможно самостоятельно обновить систему ПО и редактировать ее настройки.
Исполнительный механизм
Исполнительный механизм изделия включает в себя рабочий стол и шпиндель. Стол управляется передвижением осей X и Y, а шпиндель осью Z. Подсистема состоит из набора двигателей и винтов, которые нужны для выполнения команд, поступающих из подсистемы.
Ходовой винт является важным элементом исполнительной подсистемы. По сравнению с устройствами, имеющими ручное управление, они имеют высокую точность, что минимизирует трение, появляющееся при движении исполнительного элемента и почти исключающее появление люфтов.
Двигатели — еще один важный элемент подсистемы. Особенности конструкции станка с ЧПУ предусматривают серводвигатели и шаговые электрические двигатели. Последние служат для образования электрических сигналов в дискретное механическое движение.
Подсистема обратной связи
Главные элементы подсистемы обратной связи — датчики, функционирующие как измерительная система. Они контролируют положение и скорость работы ножа. Блок управления принимает сигналы и создает новые, основываясь на исчислении разницы между настоящими и заданными параметрами.
Справка : Главная задача системы обратной связи заключается в обеспечении УС информацией о настоящем положении исполнительного элемента устройства и о скорости, с которой функционируют двигатели.
Какие бывают системы программного управления станками ЧПУ?
Устройства с ЧПУ отличаются между собой системой программного управления. Производятся устройства с двумя видами управления — позиционным и контурным.
Позиционное управление отличается от второго тем, что движение рабочих элементов осуществляется в заданной точке, при этом направление движения не задается. В итоге система устройства с ЧПУ автоматически будет искать короткий путь между точками.
Для устройств с ЧПУ контурного управления рабочие элементы перемещаются по определенной траектории и с определенной скоростью. Так, достигаются нужные характеристики обрабатываемого контура.
Какая из этих систем лучше, сказать нельзя. Ведь чтобы обработать сложную фасонную поверхность, нужно использовать контурную систему с ЧПУ, а чтобы просверлить или развернуть ее, идеально подойдет изделие с позиционным управлением.
Также существует адаптивное программное управление. Оно позволяет в автоматическом режиме приспособить изделие к меняющимся условиям технологической обрабатывающей системы.
Принцип работы управления токарным станком с ЧПУ
Многие операции, производимые на изделии с ЧПУ, происходят в автоматическом режиме. Все они делятся на основные, которые отвечают за металлообработку и вспомогательные, контролирующие отвод стружки, подачу смазочного материала, установку и снятие деталей.
Порядок осуществления работ на токарном станке следующий:
Все происходит автоматически, кроме установки и снятия детали со станка. Даже замер бывает автоматизированным, а элементы для закрепления имеют быстрозажимную оснастку.
Справка : В целом применение токарного станка приводит к уменьшению трудозатратности, ускорению рабочего процесса и уменьшению количества брака. Производство, которое обладает такими устройствами, более эффективное: уменьшается число травм на заводе и появляется возможность легко производить сложные металлические детали.
Сфера применения станков с ЧПУ определяется их конструкцией и принципом работы, поэтому прежде чем выбрать оборудование, нужно определиться с тем, какие станки и из каких материалов будут на нем обрабатываться.
Что такое ЧПУ станок
Содержание:
Системы ЧПУ для станков: просто о сложном 

О том, как избавиться от однообразной и монотонной работы, и поручить ее каким-либо «умным» механизмам, человечество задумалось давно. Задолго до появления кибернетики и электронно-вычислительных машин. Еще в начале XVIII века прообраз станка с ЧПУ создал изобретательный француз Жозеф Жаккар. Изготовленный им механизм ткацкого станка управлялся куском картона, в котором в нужных местах были сделаны отверстия. Чем не перфокарта с программой?
Немного истории
Улучшать представленную их вниманию конструкцию сотрудники институтской лаборатории сервомеханики не стали, и про Пэрсонса быстро забыли. А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
Управление работой фрезерного станка, который собрали сотрудники лаборатории в 1952 году, производилось по программе, считываемой с перфоленты. Эта конструкция оказалась слишком сложной, и желаемый результат достигнут не был. Однако история получила огласку, сведения о новой разработке попали в печать и вызвали большой интерес конкурентов. Свои разработки в данном направлении одновременно начали несколько известных фирм.
Наибольшего успеха добились конструкторы компании BendixCorporation. Выпущенное компанией Bendix NC-устройство c 1955 года пошло в серию и уже реально применялось для управления работой фрезерных станков. Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков ЧПУ, которые существенно повысили производительность труда и точность выполнения станочных работ.
Уже тогда были отмечены бесспорные преимущества NC-системы числового управления станками: существенный прирост производительности труда и значительно более высокая точность обработки поверхностей. Но по-настоящему революционные изменения в области станков с ЧПУ состоялись, когда в качестве «умного» модуля, управляющего работой станков, были использованы специально разработанные микропроцессоры и микроконтроллеры. Технический термин «CNC», которым стали обозначать эти системы за рубежом, является аббревиатурой английских слов ComputerNumericalControl.
NC – это не Norton Commander
Изучая историю совершенствования «умных» ЧПУ станков, которые за рубежом когда-то обозначались аббревиатурой латинских букв «NC», студенты прошлых лет часто путали это понятие с популярной в те годы компьютерной программой-оболочкой. На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
Кстати, одна из первых советских транзисторных вычислительных машин для инженерных расчетов «Проминь», появившаяся в начале 60-х годов прошлого века, программировалась подобным образом. В то время управляющий модуль ЧПУ станка не мог должным образом реагировать на отклонения процесса обработки от расчетного, если такая ситуация происходила. Управляющие адаптивные микропроцессорные системы появились значительно позднее.
Со временем, по мере того, как совершенствовались электроника и вычислительная техника, в помощь новому поколению станков были приданы «думающие» управляющие модули на микропроцессорах и микроконтроллерах. Вот они-то и смогли обеспечить гибкое многовариантное управление процессом резания. И не только это. Такие системы получили более звучный титул «CNC», что по-английски звучит как ComputerNumericalControl. Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1.В зависимости от способа управления исполнительными механизмами станка:
● Позиционные. Здесь инструмент в соответствии с программой ЧПУ движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
● Контурные, в которых обработка может производиться по всей траектории движения инструмента.
● Универсальные – системы ЧПУ, в которых могут применяться оба принципа управления.
2.По возможностям и способу позиционирования:
● Абсолютный отсчет – местоположение подвижного механизма станка ЧПУ всегда определяется по расстоянию от начала координат.
● Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления ЧПУ:
● Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
● Замкнутого типа (закрытые). В системах ЧПУ этого типа координаты положения исполнительных механизмов постоянно контролируется.
● Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4.Поколение. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают системы ЧПУ 1-го, 2-го и 3-го поколения.
5. Количество координатных осей. Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Его величество компьютер нуждается в программе
При работе станков с ЧПУ используется два вида программ:
● Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы ЧПУ, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
● Управляющие – внешние программы. Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка ЧПУ, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду ЧПУ может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Например: G01 X0 Y0 Z110 F180; G02 X20 Y20 R5 F200; G04 P1000.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка ЧПУ, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Например: M3 S2000; M98 P101; M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
● Написание программы вручную или в текстовом редакторе ПК. Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
● Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
● Использование возможностей CAD-CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка ЧПУ. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы ЧПУ или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
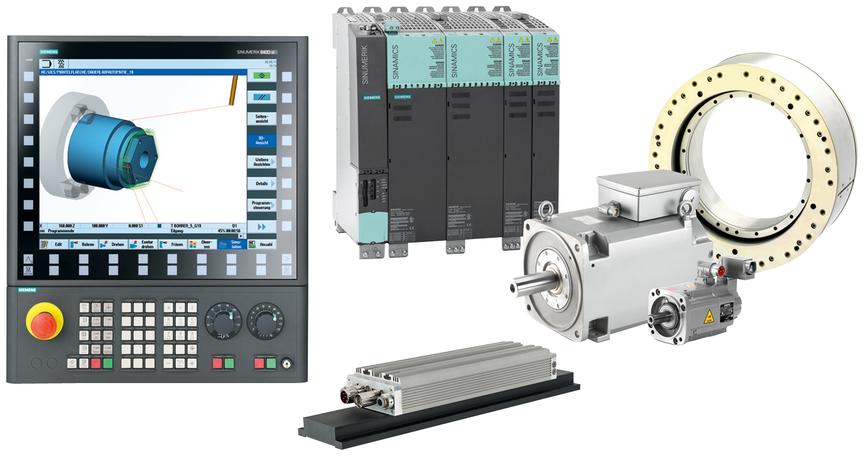
Системы ЧПУ всемирно признанных лидеров отрасли

Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт. Современные полностью цифровые системы ЧПУ на базе платформы Sinumerik 840D используются на самых сложных процессах металлообработки, требующих высокой точности и быстродействия.

Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем. Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.

Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с
персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками. Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
 Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
Системы ЧПУ для автоматизации станков
Автоматизация производственных процессов шагнула на новую ступень развития. Компьютеры в системе управления стали обычным явлением. Большинство современных людей уже знает, что такое CNC, а производством оборудования с таким управлением занимаются многие известные компании. Разобраться с предложениями поможет более глубокое знание данного вопроса.
Что такое CNC: все о станках с ЧПУ

Computer numerical control или сокращенно CNC представляет собой современное направление в разработке техники различного назначения, базирующееся на использовании цифровых электронных устройств в системе управления. В России оно известно, как числовое программное управление (ЧПУ).
По сути, ЧПУ – это компьютеризированный комплекс, управляющий рабочими органами оборудования и контролирующий исполнение задания. Любые перемещения исполнительных органов задаются специальной управляющей программой (УП) для данного станка. Она составляется из необходимых команд, записанных на языке программирования ЧПУ (G- и М-коды). Компьютер сохраняет в своей памяти УП, и оператор всегда может ей воспользоваться для выполнения конкретной работы.
Современная система CNC существенно расширила возможности ранее используемой системы NC. Базой для нее служат микроконтроллеры, программируемые логические контроллеры, компьютеры на микропроцессорах.
Целесообразность использования

Система ЧПУ значительно повышает производительность труда и способствует сокращению работников, но для ее внедрения необходимы значительные затраты и специально подготовленные работники, что не всегда экономически оправдано. Использование ЧПУ целесообразно в следующих обстоятельствах:
Важно! Автоматизация производства – это современный подход к его организации, но она требует экономического обоснования.
Функции

Система ЧПУ способна выполнять следующие функции:
Некоторое оборудование обеспечивается централизованными, автоматизированными рабочими местами, когда нужная программа устанавливается через промышленную сеть. В этом случае ЧПУ позволяет контролировать работу не одного станка, а всего участка, цеха (ABB Robot Studio, Microsoft Robotics Developer Studio).
Особенности
Станки с ЧПУ обладают рядом привлекательных особенностей:
Важно! Станки с ЧПУ отличаются универсальностью и способны заменить 4–5 простых машин. При этом не надо искать опытных рабочих по конкретной специальности, достаточно подготовить оператора оборудования с ЧПУ.
Классификация

Станки с ЧПУ подразделяются на несколько категорий. Это отражается в буквенно-цифровом обозначении марки. По назначению оборудования устанавливается технологическая категория. Она определяется по возможности проведения основных операций. Основные виды: токарные станки (номер группы – 1), фрезерные (номер 6), сверлильные и расточные станки (номер 2), многоцелевое оборудование (номер 9). Эта цифра стоит первой в маркировке.
По степени автоматизации устанавливаются такие типы:
Производится классификация станков и по способу смены рабочего инструмента. В маркировке могут выделяться такие варианты:
Указанная маркировка свидетельствует о наличии устройства автоматической смены инструмента (АСИ). Помимо указанных модификаций, станки различаются по типу регулирования привода: шаговый, ступенчатый, плавно регулируемый.
Основные параметры
При выборе оборудования с ЧПУ основное внимание следует уделить таким параметрам:
В зависимости от назначения оборудования могут задаваться и другие важные параметры, которые необходимо учитывать при организации производства.
Принцип программирования

Работа станка с ЧПУ зависит от УП. Она может базироваться на следующих принципах программирования:
Программа на станок может загружаться в готовом виде с внешних носителей (дискеты, флеш-носители, магнитные ленты, перфоленты). Она помещается в оперативную память, карту памяти, жесткий диск или твердотельный накопитель.
Конструктивные особенности
Функционирование системы ЧПУ обеспечивают следующие основные узлы:
В качестве контроллеров могут служить промышленные готовые модели, встраиваемые устройства на основе микропроцессоров, программируемый контроллер логического типа, промышленный компьютер. Роль исполнительных механизмов исполняют сервоприводы и шаговые двигатели.
Виды станков с ЧПУ

К наиболее распространенному оборудованию с ЧПУ можно отнести фрезерные и токарные станки, а также многоцелевые агрегаты. Они выбираются с учетом того, какие работы планируется производить и в каких объемах.
Фрезерные станки

Фрезерные станки с ЧПУ могут использоваться только для фрезерования или с расширенным функционалом (сверление, раскрой листов, обработка под разным углом, формирование пазов и т. п.). Основные разновидности:
Оба типа станков могут иметь 1 или 2 шпинделя. Управление обеспечивается по 3–5 координатам. По способу управления различаются такие варианты: с позиционным, контурным, комбинированным управлением. Основные параметры станков: размеры рабочего стола, глубина фрезерования, мощность, скорость вращения шпинделя, тип передачи.
Среди конструктивных особенностей следует выделить наличие мощной станины, корпуса с ребрами жесткости, шпинделя с повышенной жесткостью для устранения вибраций, высокоточные направляющие рельсы. Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.
Токарные

На токарном станке с ЧПУ используются резцы со сменными пластинами. Инструмент крепится в резцедержателе, расположенном в узле суппорта. Для проведения разнообразных процессов часто применяются резцедержатели кассетного типа с возможностью закрепления до 12 разных резцов.
Наиболее популярные разновидности:
Конструктивными особенностями токарных станков с ЧПУ являются: вертикальная или наклонная компоновка, повышенная жесткость элементов, система АСИ.
Многоцелевые

Комплексная обработка деталей осуществляется на многоцелевых станках (обрабатывающих центрах) с ЧПУ. Для них применяются специальные смешанные УП. Станки обеспечивают такие операции: фрезерование, зенкерование, растачивание, раскрой, нарезание резьбы и фасок. Они могут относиться к сверлильно-расточной или токарно-шлифовальной группе.
Многоцелевые станки различаются по типам:
Среди конструктивных особенностей выделяются: наличие инструментальных магазинов для АСИ, поворотные столы для перемещения заготовки, приспособления для смены заготовок. Чаще всего применяются высокомоментные электродвигатели малой инерционности.
Мастер ЧПУ что это за должность?

Мастер или оператор станков с ЧПУ – это человек, работающий на данном оборудовании и обеспечивающий его обслуживание. Помимо него, необходим наладчик ЧПУ, который вводит и корректирует УП. Эти специальности могут совмещаться – мастер-наладчик.
Операторы имеют такие должностные обязанности: обслуживание станка, контроль процесса, проверка и испытание готовых изделий, устранение небольших неполадок, подналадка узлов, подготовка рабочего инструмента. Действует он на основании должностной инструкции, которая утверждается самим предприятием. Мастер может обслуживать одновременно несколько станков. Наладчик ЧПУ осуществляет следующие работы: разработку УП, ввод ее в станок и отработка, наладка оборудования на конкретные процессы.
Обучение операторов и наладчиков обеспечивается в колледжах (техникумах) или на специальных курсах по специальности «Технология машиностроения». Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности.
Станки с ЧПУ (CNC) все активнее внедряются в производство. Они способны обеспечить высокую точность обработки деталей на больших скоростях. В то же время следует учитывать экономическую целесообразность их использования. На российском рынке предлагается множество высококачественных моделей и надо выбирать оптимальный вариант для конкретных условий.



