Что такое стрежень в литье
Стержнем называют часть литейной формы, которую обычно изготовляют отдельно от самой формы и вставляют в нее при сборке для создания внутренних полостей и отверстий в отливке. В некоторых случаях стержень изготовляют с использованием полости формы.
Стержень состоит из части, образующей внутреннюю поверхность отливки, и опорной знаковой части, с помощью которой он крепится в стенках формы. Кроме того, знаки служат для отвода газов, образующихся в стержне при заливке формы. Стержень, являясь частью литейной формы, должен удовлетворять всем требованиям, которые предъявляют к самой форме. Однако, находясь в форме при заливке в более трудных условиях, стержень должен отвечать более жестким требованиям. Чтобы убедиться в этом, рассмотрим, в каких условиях находится стержень в форме во время заливки ее расплавленным металлом.
Следовательно, чтобы противостоять давлению металла, которое может вызвать деформацию стержня или его разрушение, стержень должен быть более прочным, чем форма.
В стержне условия газообразования и выхода газов иные. При заливке формы стержень, омываясь металлом со всех сторон, прогревается быстрее, чем форма. Следовательно, быстрее образуются в нем и газы.
Если в форме газ выходит во всех направлениях, то выход газа из стержня возможен только через его знаки, составляющие незначительную часть поверхности. Для обеспечения нормальной заливки полости формы металлом газ, образовавшийся в стержне, должен быть своевременно удален ( при этом газ не должен выходить на рабочую поверхность стержня, так как он может проникнуть в металл и остаться в нем, образуя газовые раковины в отливке ). Поэтому для получения отливки хорошего качества стержень должен быть более газопроницаемым, чем форма.
Таким образом, стержни должны быть прочными в сыром и сухом состояниях, иметь достаточную газопроницаемость, огнеупорность и податливость. Кроме того, стержни должны хорошо выбиваться из отливки и не отсыревать в форме.
Стержни в зависимости от конфигурации и условий, в которых они находятся в литейной форме, делят на пять классов.
К первому классу относятся стержни сложной формы с тонкими частями и малым сечением стержневых знаков, образующие в отливках узкие труднодоступные для очистки внутренние полости. Стержни должны обладать высокой прочностью, огнеупорностью, податливостью, газопроницаемостью.
Ко второму классу относятся стержни более массивные, чем стержни первого класса. Они имеют более развитые знаки и отдельные тонкие части и ребра. Такие стержни должны иметь значительную прочность и хорошую податливость.
Третий класс — стержни несложных очертаний, образующие ответственные необрабатываемые полости в отливке. Эти стержни имеют развитые знаки, позволяющие газам легко удаляться. Стержни должны обладать средней прочностью и достаточной податливостью.
К стержням четвертого класса относятся массивные стержни несложной конфигурации с развитыми знаками, образующие полости, подвергающиеся механической обработке. Стержни должны обладать небольшой прочностью.
Пятый класс составляют массивные стержни простых очертаний, образующие большие внутренние полости в крупных отливках.
В зависимости от применяемых материалов стержни можно подразделить на песчано-масляные, песчано-глинистые, песчаносмоляные, этилсиликатные, содержащие быстротвердеющие связующие, песчано-цементные и металлические.
По конструктивным особенностям — на объемные и оболочковые.
По способу упрочнения — на сырые (не упрочняемые), сухие, затвердевающие на холоде, затвердевающие при нагреве.
В производстве художественных и архитектурных изделий наибольшее применение получили сухие и сырые песчано-масляные и песчано-глинистые стержни. При литье по выплавляемым моделям применяют массивные и оболочковые этилсиликатные стержни.
Литейный стержень
Смотреть что такое «Литейный стержень» в других словарях:
литейный стержень — стержень Элемент литейной формы, предназначенный для образования отверстия, полости или иного сложного контура в отливке. Примечание Стержень может быть неразъемным и разъемным, цельным и полым, полым с засыпкой из пористого материала,… … Справочник технического переводчика
ЛИТЕЙНЫЙ СТЕРЖЕНЬ — отъёмный элемент литейной (см.), служащий для образования отверстия или полости любой конфигурации в (см.) как внутри неё, так и в наружных её частях. Изготовляется вручную или на стержневых машинах из специальных жаропрочных стержневых смесей в… … Большая политехническая энциклопедия
литейный стержень — [casting rod] элемент литейной формы для образования отверстия, внутренней полости или сложного контура в отливке. Литейный стержень состоит из рабочей и опорной частей. Рабочая часть воспроизводит контур отливки, поэтому геометрия ее зеркальное… … Энциклопедический словарь по металлургии
ЛИТЕЙНЫЙ СТЕРЖЕНЬ — отъёмная часть литейной формы, оформляющая внутр. полости отливки. В тех случаях, когда конфигурация литейной модели затрудняет её извлечение из литейной формы, Л. с. используют и для формирования нар. частей отливки. Л. с. устанавливают на… … Большой энциклопедический политехнический словарь
Песчаный литейный стержень — Core sand Песчаный литейный стержень. В литье песок для изготовления внутренних стержней, к которому добавляется связующий материал, чтобы получить хорошее сцепление и проницаемость после сушки; обычно клей или глина. (Источник: «Металлы и сплавы … Словарь металлургических терминов
песчаный литейный стержень — В литье — песок для изготовления внутренних стержней, к которому добавляется связующий материал, чтобы получить хорошее сцепление и проницаемость после сушки; обычно клей или глина. [http://www.manual steel.ru/eng a.html] Тематики… … Справочник технического переводчика
стержень оправки — [mandrel bar] вспомогательный инструмент трубопрокатного стана для крепления и фиксации короткой оправки в очаге деформации. Стержень оправки полая толстостенная цилиндрическая штанга, внутри которой размещена, как правило, трубка для подвода к… … Энциклопедический словарь по металлургии
Стержень — [rod]: Смотри также: стержень оправки выплавляемый стержень литейный стержень … Энциклопедический словарь по металлургии
СТЕРЖЕНЬ (литейный) — СТЕРЖЕНЬ литейный, отъемная часть литейной формы, предназначенная для образования внутренних, а иногда наружных поверхностей отливки. Стержень устанавливают на опорные поверхности (знаки) литейной формы. Изготовляют из т. н. стержневых смесей… … Энциклопедический словарь
СТЕРЖЕНЬ — литейный отъемная часть литейной формы, предназначенная для образования внутренних, а иногда наружных поверхностей отливки. Стержень устанавливают на опорные поверхности (знаки) литейной формы. Изготовляют из т. н. стержневых смесей (песчано… … Большой Энциклопедический словарь
Литье в разовые литейные формы
Наиболее распространенными способами литья в разовые формы являются:
— литье в песчано-глиняные формы;
— литье в оболочковые формы;
— литье в формы, изготовленные по моделям, которые истапливаются, растворяются или превращаются в газ.
Литье в песчано-глиняные формы.
Для изготовления песчано-глиняных форм необходимо иметь формовую и стержневую смеси, модельный комплект для изготовления формы, опоки, подмодельную плиту и т.п.
Формовые и стержневые смеси состоят из песка, глины, противопригарающих и связующих веществ.
Глина выполняет роль связки в процессе изготовления формовых смесей. После увлажнения глина становится более пластичной.
Стрежни изготовляют в стержневых сундучках. Сундучки набивают стержневой смесью ручным или машинным способом. Пустоту сундучка постепенно наполняют смесью и утрамбовывают. Для увеличения прочности стрежней, их армируют проводом. После завершения формирования стрежня сундучок разбирают, стрежень вынимают. Для придания прочности стрежням их высушивают.
Если в состав стержневой смеси прибавляют термореактивную смолу, то такие стрежни изготовляют в металлических сундучках, нагретых до температуры 250-280°С. Под действием теплоты смола полимеризируется, отвердевает и стрежень приобретает нужную прочность.
Расплав заливают в формы с помощью ковшей. Перед заливанием в формы расплав определенное время выдерживают в ковше для выхода газов из расплава, вытекания шлака и неметаллических включений на поверхность.
Расплав в форму заливают беспрерывным потоком, литьевая чаша должна быть заполненной. Если не придерживаться этих требований, то расплав в форме может окисляться, а в отливках будут возникать дефекты.
После заполнения формы расплав кристаллизуется, отливка застывает. Продолжительность охлаждения отливки зависит от его массы, вида сплава, свойств формовой смеси и составляет от нескольких минут до нескольких часов или даже суток. Продолжительное охлаждение экономически невыгодно, поэтому иногда охлаждение ускоряют, например, форму обдувают холодным воздухом.
Застывшие отливки выбивают из формы с помощью вибраторов и других машин; стрежни выбивают вручную или на пневматических машинах, или в гидрокамерах струей воды под давлением 3-10 МПа.
Поверхность отливок от остатков формовых и стержневых смесей очищают с помощью песка и дробин в специальных аппаратах — пескометах и дробинометах. Применяют также пескогидравлическое очищение, при котором струю воды с песком под давлением большее 7 МПа направляют на отливку.
Литье в оболочковые формы
В процессе этого способа литья отливки получают в тонкостенных формах-оболочках толщиной 6-15 мм.
Литье в оболочковые формы применяют в условиях массового и серийного производства небольших по размеру, преимущественно тонкостенных, отливок из чугуна, стали и сплавов цветных металлов.
Для изготовления оболочковой формы необходимо иметь формовую и стержневую смеси, модель, подмодельную плиту, сундучок для формирования стрежней, устройства для снятия формы-оболочки с поверхности модели. Модели и стержневые сундучки изготовляют из серого чугуна, иногда – из алюминиевых сплавов.
На рис. 3 показана схема изготовления оболочковой формы.
 |
Рис. 3.Схема изготовления оболочковой формы
На металлическую подмодельную плиту 1 крепят модель 2 и все вместе нагревают до 200-250°С в печи (рис. 3, а). Потом модель покрывают тонким пластом кремнево-органического или другого соединения. Образованный пласт защищает модель от налипания формовой смеси и облегчает снятие формы-оболочки с модели. Плиту с моделью закрепляют на бункере, в котором помещается формовая смесь 3 (рис. 3,б). Бункер поворачивают вместе с плитой на угол 180°, формовая смесь покрывает нагретую модель (рис. 3, в). Пласт смеси, которая прилегает к нагретой модели, нагревается, смола топится и отвердевает. За 10-20 секунд модель окидывается сплошной оболочкой 4 толщиной 5-15 мм.
Потом бункер возвращают в начальное положение (рис. 3,г) снимают подмодельную плиту с моделью и оболочкой (рис. 3, д) и кладут в печь (рис. 3, е), нагретую до температуры 300-350°С, на 1-3 мин. для окончательного затвердения смолы. Излишек смеси остается в бункере. Готовую оболочку снимают с модели толкателем и получают полуформу. Так же изготовляют другую часть формы-оболочки. Потом полуформы склеивают или соединяют с помощью зажимов, вставляют изготовленные стрежни и передают на заливание расплавом. Малые формы перед заливанием выкладывают на пласт песка, большие, чтобы предотвратить разрушение, вставляют в металлические контейнеры; промежуток между стенками контейнера и формой засыпают песком или чугунными дробинами. В процессе заливания формы расплавом смола сгорает, образованные газы защищают поверхность отливки от пригорания к форме. С течением времени форма теряет прочность и разрушается, что облегчает освобождение отливки от формы. Формовую смесь выжигают при температуре 700-800°С (для полного выгорания смолы) и возвращают на формирование.
Литье в оболочковые формы сравнительно с литьем в песчано-глиняные имеет такие преимущества:
— простота освобождения отливки от формы (смола выгорает, песок рассыпается и форма теряет монолитность);
— меньшая шероховатость поверхности отливок (для изготовления формы и стрежней используют мелкозернистый песок);
— точнее размеры отливок, поэтому отпадает потребность в обработке их резанием на станках или сокращается время резания;
— меньше брака, поскольку улучшается газопроницаемость оболочковых форм;
— меньшие затраты песка, в 8-10 раз, и нет потребности в опоках;
— высокая производительность формования;
Лекция 7 Технологические процессы получения заготовок литейным методом
Под литейным методом понимают процесс получение заготовок путем заливки расплавленного металла заданного химического состава в литейную форму, полость которой имеет конфигурацию заготовки. Основные термины и определения технологической оснастки литейного производства представлены в ГОСТ 17819-84 «Оснастка технологическая литейного производства. Термины и определения».
В современном литейном производстве наиболее часто применяются два основных способа литья:
– литье в песчаные-глинистые формы,
– специальные способы литья.
Литье в песчаные-глинистые формы является самым распространенным способом изготовления отливок. Этим способом изготавливают отливки из чугуна, стали, цветных металлов в широком диапазоне весов и размеров. Сущность этого процесса заключается в получении отливок в формах, изготовленных из формовочных смесей путем их уплотнения с использованием модельного комплекта.
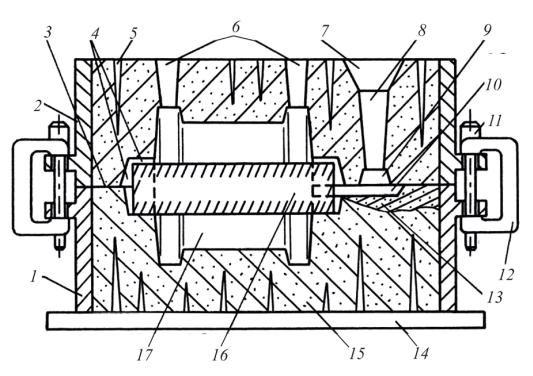
Литейная песчано-глинистая форма – это система элементов (рис.7.1). К этим элементам относятся:
– опоки (верхняя и нижняя) (1 и 2), в них происходит изготовление полуформ;
– для точной установки полуформ используют центрирующие штыри (11), а скрепление опок перед заливкой производится скобами (12);
– рабочая полость (17) представляет собой отпечаток модели;
– металл подается в рабочую полость формы через литниковую систему. Она состоит из состоит из литниковой чаши (7), стояка (8), шлакоуловителя (9), питателя (10) и выпоров (6).
– для образования отверстия в отливке в рабочую полость устанавливают стержень (16), который закрепляется своими концами (знаками) в форме.
Для приготовления формовочных смесей используют природные песок и глину. Формовочные смеси должны обладать пластичностью, податливостью, непригораемостью. Для обеспечения свойств песчано-глинистых смесей в них вводят добавки, например, жидкое стекло, синтетические смолы, оксиды металлов, графит и другие материалы.
Литейный стержень — это элемент литейной формы для образования внутреннего отверстия, полости или иного сложного контура в отливке. Литейные стрежни изготавливают из формовочных смесей или используют специальные стержневые смеси. Для изготовления стрежней используют стержневые ящики (формы). На рис. 7.2 показан стержневой ящик и стержень.
Литейная модель это приспособление для получения в литейной форме рабочей полости для будущей отливки.
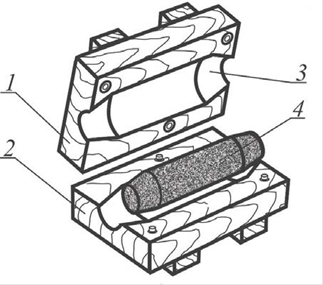
Рис. 7.2. Стержневой ящик и стержень: верхняя половина ящика (1); нижняя половина ящика (2); знаковые части (3); стержень (4)
Литейную форму заливают металлом через литниковую систему (рис. 7.3), под которой понимают совокупность каналов и резервуаров, по которым расплав поступает из ковша в полость формы. Литниковая система должна обеспечивать непрерывное поступление металла в форму, питание отливки для компенсации усадки, предотвращать разрушение формы, попадание шлака и воздуха.
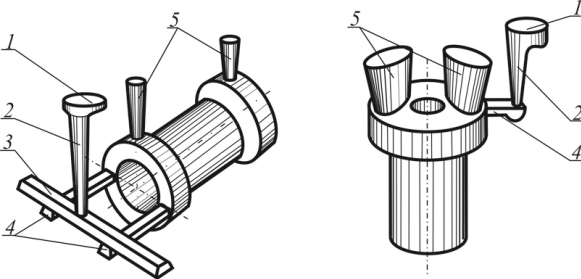
Рис. 7.3. Элементы литниковой системы: литниковая чаша (1); стояк (2); шлакоуловитель (3); питатели (4); чаша и стояк выпоров (5)
Преимуществами этого способа литья являются: универсальность по применяемы литейным сплавам, возможность получения заготовок практически любых размеров и массы, низкая себестоимость процесса. Вместе с этим литье в песчано-глинистые формы имеет и свои недостатки. К ним следует отнести невысокие механические свойства отливок, малую размерную точность и низкую чистоту поверхности отливок Это приводит к необходимости иметь в отливках повышенные припуски на механическую обработку, что удорожает ее, увеличивая расход металла
В современном литейном производстве широкое применение получили специальные способы литья, которые отличаются от литья в песчаные формы следующими признаками: конструкцией литейных форм, материалом литейных форм, использованием внешних воздействий для заполнения форм. Основные специальные способы литья классифицированы и показаны на рисунке.7.4.

Рисунок 7.4 – Специальные способы литья
Литье под давлением – это процесс литья, когда расплавленный материал подается в литейную форму под достаточно большим давлением, что позволяет значительно снизить риск получения брака в виде раковин и пористости, (рисунок 7.5). Сначала металл доставляется в камеру прессования (рисунок 7.5, а), затем подается в полость пресс-формы (рисунок 7.5, б). После затвердевания отливки пресс-форма раскрывается, стержень извлекается, и отливка удаляется из рабочей полости пресс-формы (рисунок 7.5, в). Этим процессом получают отливки из цинковых и магниевых сплавов. Литье под давлением используют при изготовлении тонкостенных отливок, с высокой точностью размеров и малой шероховатостью поверхности. Недостатками этого способа являются: высокая стоимость пресс-формы и оборудования, ограниченность габаритных размеров и массы отливок, наличие воздушной пористости в массивных частях отливки.
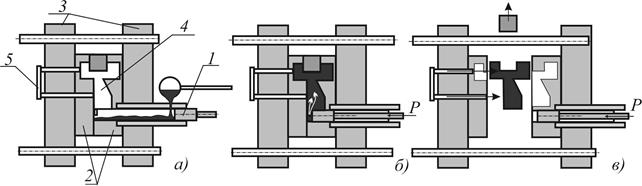
Рисунок 7.5 – Схема процесса литья под давлением: заливка металла (а), прессование (б), извлечение заготовки (в); 1– поршень давления, 2 – части формы, 3 – поддерживающие элементы, 4 – полость пресс-формы, 5 – выталкиватель
Литье по выплавляемым моделям – это процесс, когда модели изготавливают в пресс-формах из легкоплавкого материала (воск или стеарин) (рисунок 7.6, а), которые попеременно погружают в клеевой состав и в «кипящий» песок, наращивая тем самым слой склеенного песка на поверхностях моделей. Затем все это помещают в печь или кипяток, где легкоплавкий материал моделей расплавляется и вытекает из форм и они помещаются в печь для прокаливания.
Получается прочная, но хрупкая оболочка (рисунок 7.6, б), в которую заливают расплавленный материал (рисунок 7.6, в), а после затвердевания отливки форма легко разрушается от небольшой динамической нагрузки, например, от удара молотком или от небольшого нажатия прессом. Литьем по выплавляемым моделям изготавливают детали для приборостроительной и авиационной промышленности. Используют при литье жаропрочных труднообрабатываемых сплавов, коррозионностойких сталей, углеродистых сталей. Недостатком этого способа является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
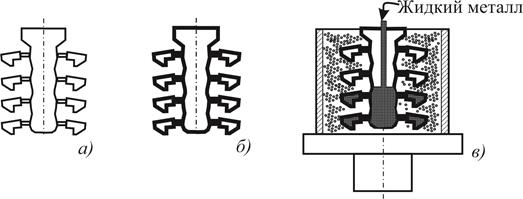
Рисунок 7.6 – Схема процесса по выплавляемым моделям: восковая модель (а), оболочковая форма (б), процесс заливки (в)
Литье в кокиль – это процесс литья в металлическую форму многоразового использования (кокиль). Формирование отливки происходит при интенсивном отводе теплоты от затвердевающей и охлаждающейся отливки к массивному металлическому кокилю, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаных формах.
Центробежное литье – это процесс, когда литейная форма должна вращаться при подаче в нее расплавленного материала, который под действием центробежных сил прижимается к стенкам формы (рисунок 7.7). Центробежные силы способствуют уплотнению материала отливки, снижая риск получения брака в виде пористости и раковин. Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения). Недостатки способа заключаются в наличии неметаллических включений на внутренних поверхностях отливок, возможности появления дефектов в виде продольных и поперечных трещин, газовых пузырей. Преимущества – получение внутренних полостей трубных заготовок без применения стержней, экономия сплава за счет отсутствия литниковой системы, возможность получения многослойных заготовок.
При литье в оболочковые формы расплавленный металл заливают в тонкостенные оболочковые формы, изготовленные из песчано-смоляных смесей по нагреваемой оснастке. Толщина оболочковых форм от 5 до 20 мм, форма состоит из 2-х полуформ, которые, как правило, склеиваются, или соединяются механически. Применяют оболочковые формы с вертикальной и горизонтальной плоскостями разъема.

Рисунок 7.7 – Схема процесса вертикального центробежного литья (а); 1– двигатель для вращения, 2 – изложница, 3 – расплавленный металл, 4 – ковш
Что такое стрежень в литье
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНАСТКА ТЕХНОЛОГИЧЕСКАЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Термины и определения
Foundry technological tool. Terms and definitions
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности СССР
В.Г.Ракогон; В.Д.Богашев, канд.техн. наук; И.П.Егоренков, канд.техн. наук (руководитель темы)
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра В.П.Кедров
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20 декабря 1984 г. N 4769
Постановлением Государственного комитета СССР по стандартам от 20 декабря 1984 г. N 4769 срок введения установлен с 01.01.86
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие постановлением Комитета стандартизации и метрологии СССР от 26.12.91 N 2157 c 01.01.1992
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 4, 1992 год
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области технологической оснастки литейного производства.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования.
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В случаях, когда необходимые и достаточные признаки понятия содержатся в буквальном значении термина, определение не приведено и, соответственно, в графе «Определение» поставлен прочерк.
В стандарте приведен алфавитный указатель содержащихся в нем терминов.
1. Технологическая оснастка литейного производства
Средства технологического оснащения, дополняющие литейное технологическое оборудование для выполнения определенной части технологического процесса получения, отливок
ПЛАВИЛЬНАЯ ПЕЧНАЯ И ЗАЛИВОЧНАЯ ОСНАСТКА ЛИТЕЙНОГО ПРОИЗВОДСТВА
2. Кондуктор для кладки футеровки
Устройство для ремонта и восстановления футеровочной кладки из огнеупорных изделий в плавильных печах, литейных ковшах и заливочных устройствах
3. Футеровочная опалубка
Формообразующее устройство для производства или ремонта футеровки из огнеупорной массы в плавильных печах, литейных ковшах и заливочных устройствах
4. Футеровочный шаблон
Приспособление для образования или доводки требуемого профиля футеровки в плавильных печах, литейных ковшах и заливочных устройствах
5. Печная загрузочная бадья
Емкость для транспортирования и загрузки в плавильные печи металлургической шихты, топлива, флюсов, огнеупорных материалов для ее ремонта
6. Печной загрузочный лоток
Приставной лоток для подачи в плавильные печи кусковых и сыпучих, футеровочных и плавильных материалов
7. Печная загрузочная лопата
Машинная лопата для подачи в плавильные печи шихтовочных или огнеупорных ремонтных материалов
8. Металлургическая мульда
Литая из стали корытообразная емкость для механизированной подачи шихтовых и огнеупорных ремонтных материалов в плавильные печи мульдо-загрузочным краном или загрузочной машиной
9. Сливная изложница
Открытая литейная форма для слива остатков металла из ковшей после заливки литейных форм
Металлическая емкость для слива и транспортирования металлургического жидкого шлака при плавке металла
11. Форма для проб металла
Стальная емкость, футерованная изнутри огнеупорным кирпичом или огнеупорной массой, для транспортирования и раздачи жидкого металла или для заливки литейных форм
13. Заливочный литейный ковш
Литейный ковш для заливки литейных форм жидким металлом
14. Машинный литейный ковш
Литейный ковш для заливки металла в режиме работы литейной машины
15. Заливочный желоб
Стальной футерованный огнеупорным материалом желоб для наполнения жидким металлом литейных ковшей или заливки крупных литейных форм
16. Надставная литниковая чаша
Металлическое огнеупорное или футерованное огнеупорным материалом устройство для приема из литейного ковша струи жидкого металла и для регулированного направления его в литейную форму
17. Заливочная ложка
Стальная огнеупорная или футерованная огнеупорным материалом емкость с ручкой для отбора проб металла или заливки мелких литейных форм
Огнеупорный или футерованный изнутри огнеупорным материалом трубопровод для заливки литейных форм жидким металлом
19. Ковшовые заливочные носилки
Носилки для транспортирования заливочных литейных ковшей и ручной заливки литейных форм
19а. Футеровочная ручная трамбовка
Ручная трамбовка для уплотнения футеровки из сухих масс
19б. Подъемная лопатка
Лопатка для удаления остатков футеровочной массы из печи
19в. Загрузочная воронка
Воронка, служащая для засыпки кварцита при набивке футеровки
19г. Распорное кольцо
Раздвижное кольцо для закрепления асбестовой ткани на индукторе при футеровке индукционной печи
Лопата для заправки печи
19е. Шлаковый скребок
19а-19е. (Введены дополнительно, Изм. N 1).
Скребок для скачивания шлака с поверхности жидкого металла
Система элементов, образующих рабочую полость, при заливке которой жидким металлом формируется отливка
21. Литейный стержень
Элемент литейной формы, предназначенный для образования отверстия, полости или иного сложного контура в отливке.
Примечание. Стержень может быть неразъемным и разъемным, цельным и полым, полым с засыпкой из пористого материала, упрочненным металлическим стержневым каркасом, неразборным или собранным в стержневой блок
22. Стержневая литейная форма
Ндп. Сборно-стержневая литейная форма
Литейная форма, изготовляемая или используемая с применением литейных стержней
22а. Бесстержневая литейная форма
Литейная форма, изготовляемая и используемая без применения литейных стержней
23. Открытая литейная форма
Литейная форма незамкнутого контура для заливки расплавленного металла открытой струей
24. Закрытая литейная форма
Литейная форма замкнутого контура, заливаемая расплавленным металлом через закрытую канальную литниковую систему
25. Неразъемная литейная форма
26. Разъемная литейная форма
27. Комбинированная литейная форма
Литейная форма, рабочая полость которой собрана из металлических и неметаллических частей
28. Целиковая литейная форма
Неметаллическая неразъемная литейная форма, изготовляемая по выплавляемым, выжигаемым, газифицируемым, растворяемым моделям
29. Машинная литейная форма
Металлическая или комбинированная литейная форма, работающая в цикле работы литейных машин
30. Опочная литейная форма
Литейная форма, изготовляемая из формовочной смеси в опоках по модельным плитам или по литейной модели
31. Безопочная литейная форма
Литейная форма, изготовляемая в съемных опоках формовкой по модельным плитам
32. Блочная безопочная литейная форма
Ндп. Стопочная форма
Неметаллическая литейная форма из блоков с одним или двумя отпечатками модели на противоположных сторонах, формуемых и собираемых для заливки в стопку с вертикальным разъемом
33. Стопочная литейная форма
Литейная форма, изготовляемая по модельной плите и собираемая в стопку с горизонтальным разъемом для заливки от одного литникового стояка
34. Оболочковая литейная форма
Тонкостенная сборная литейная форма, изготовляемая по модельной нагреваемой оснастке многоразового использования из термореактивных смесей
35. Почвенная литейная форма
Литейная форма для производства единичных отливок, изготовляемая из формовочных смесей непосредственно в полу литейного цеха
36. Ямная литейная форма
Литейная форма для единичного производства крупных отливок, изготовляемая в изолированных от почвенных вод ямах или в кессонах формовкой по литейным моделям, или по литейным формовочным шаблонам
37. Кусковая литейная форма
Многоразъемная литейная форма, изготовляемая с облицовочной смесью формовкой по модели сложной конфигурации отдельными частями, закрепляемыми набивкой наполнительной смеси.
Примечание. Кусковые литейные формы предназначены, как правило, для получения художественных изделий
38. Каркасная литейная форма
Литейная форма для ускоренного получения серийно изготовляемых отливок в металлическом опочного типа неподвижном каркасе с вентилируемым днищем
39. Сборно-стержневая литейная форма
Литейная форма, собранная из литейных стержней, оформляющих поверхности отливки
Металлическая форма с естественным или принудительным охлаждением, заполняемая расплавленным металлом под действием гравитационных сил
41. Облицованный кокиль
Кокиль с рабочей полостью, облицованной формовочной смесью в целях замедления и выравнивания кристаллизации отливок
42. Пресс-форма для литья под давлением
Металлическая литейная форма для производства отливок на машинах литья под давлением
43. Пресс-форма для выплавляемых моделей
Форма для производства разовых литейных моделей из модельного пластического материала
43а. Пресс-форма для газифицируемых моделей
Форма для изготовления разовых газифицируемых или выжигаемых литейных моделей
44. Центробежная изложница
Металлическая литейная форма, в которой заливка расплавленного металла и формирование отливки осуществляются под действием центробежных сил
45. Литейная форма-кристаллизатор
Водоохлаждаемая машинная литейная форма для непрерывного литья изделий или заготовок
46. Односторонняя литейная форма
Литейная форма, изготовляемая по односторонней модели или модельной плите
47. Вертикальная (горизонтальная) литейная форма
Литейная форма с вертикальной (горизонтальной) литниковой системой
48. Разовая литейная форма
Литейная форма для заливки жидким металлом один раз и разрушаемая при извлечении отливки
49. Многократная литейная форма
Литейная форма для заливки жидким металлом более одного раза
50. Лад литейной формы
База при формовке и сборке литейной формы, определяющая ее технологическую герметизацию при заливке металлом и размерную точность отливки по вертикали от линии разъема
50а. Многослойная форма (стержень)
Литейная форма (стержень), состоящая из двух или более слоев формовочного материала, один из которых оформляет рабочую поверхность
51. Литейная модель
Модель для образования в литейной форме отпечатка, соответствующего конфигурации и размерам отливки
52. Натуральная литейная модель
Натуральный предмет или изделие, по которому изготовляется литейная форма для воспроизводства его в литом металле
53. Разовая литейная модель
Ндп. Вкладная модель
Литейная модель с литниковой системой, изготовляемая из легкоплавкого, выжигаемого, газифицируемого или растворяемого материала при производстве целиковых литейных форм
54. Многократная литейная модель
Литейная модель, неоднократно используемая для формовки
55. Неразъемная литейная модель
Ндп. Цельная модель
Литейная модель, не имеющая разъема или отъемных частей.
Примечание. При машинной формовке односторонней конструкции отливки такая модель менее зависима по точности литья от сопряжения модельно-опочной оснастки
56. Разъемная литейная модель
Литейная модель, имеющая разъем, соответствующий разъему литейной формы
57. Стержневой ящик
Ндп. Шишельный ящик
Формообразующее изделие, имеющее рабочую полость для получения в ней литейного стержня нужных размеров и очертаний из стержневой смеси
58. Приводной стержневой ящик
Стержневой ящик для машинного изготовления стержней с приводными выдвижными и (или) отъемными частями
59. Отъемная часть литейной модели (стержневого ящика)
Часть литейной модели (стержневого ящика), которая остается на форме (стержне) после удаления модели из формы (стержня из стержневого ящика), а затем удаляется.
60. Стержневой знак литейной модели (стержневого ящика)
Дополнительная, по отношению к конфигурации отливки, часть литейной модели (стержневого ящика) для образования в литейной форме (на стержне) базы для простановки стержней
61. Модельная плита
Плита, оформляющая разъем литейной формы и несущая на себе закрепленные части модели, включая литниковую систему, и служащая для набивки опочных и безопочных полуформ.
Примечание. Модельная плита может быть координатной с отверстиями или рамными проемами для съемных моделей и модельных вкладышей
62. Блок разовых литейных моделей
Группа разовых литейных моделей, собранных с литниковой системой в единую конструкцию
63. Нагреваемая(ый) модельная (ый) плита (стержневой ящик)
Модельная плита (стержневой ящик) для формообразования из термореактивных смесей оболочковых литейных полуформ и литейных стержней методом нагрева
64. Прессовая модельная плита
Модельная плита, применяемая при машинной формовке для уплотнения верхнего слоя формовочной смеси в опоке
Комплектующая разъемный стержневой ящик в нескольких экземплярах фасованная сушильная плита, конструктивно аналогичная его съемной части
66. Ложная подмодельная плита
Ндп. Фальшивая опока
Подкладная плита к съемной, утопляемой до разъема формы двусторонней неразъемной модели, применяемой при пескометной или ручной формовке
67. Формовочный литейный шаблон
Перемещаемое линейно по направляющим или вращаемое на шпинделе профилирующее приспособление для образования рабочей полости литейной формы в соответствии с контуром изготовляемой отливки
68. Стержневой литейный шаблон
Дополняющее стержневой ящик или самостоятельное профилирующее приспособление для образования стержня из стержневой cмеси или массы на металлическом каркасе или кирпичной кладке
69. Модельний комплект
Комплект формообразующих изделий, необходимый для образования при формовке рабочей полости литейной формы, включая литейную модель, стержневые ящики, модели литниковой системы, формовочные, контрольные и сборочные шаблоны для конкретной отливки
70. Модельно-стержневой комплект
Комплект стержневых ящиков, необходимых для изготовления определенного числа комплектов стержней для производства отливок
Приспособление для удержания формовочной смеси при изготовлении литейной формы, транспортировании ее и при заливке жидким металлом



