Сварка аргоном своими руками. Как быстрее освоить процесс?

Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.

Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
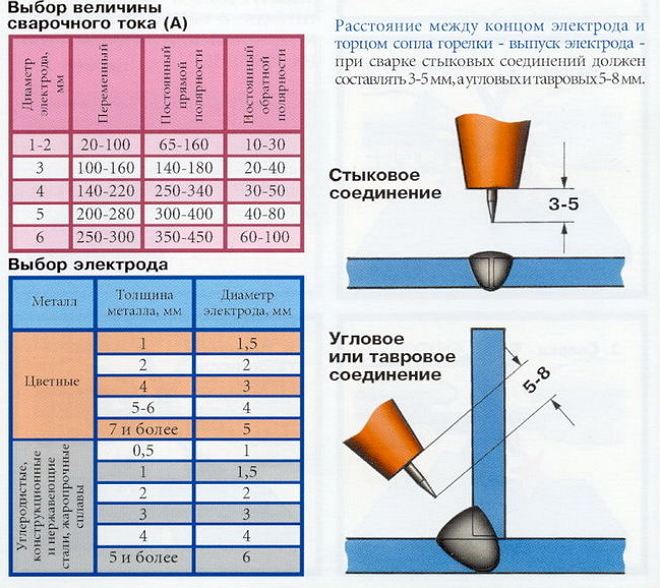
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса

Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.

Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Сварка аргоном – особенности технологии и сварочное оборудование
Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.

Процесс сварки в среде аргона
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.
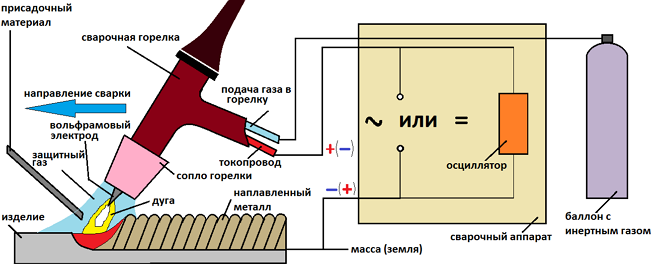
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.

Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Особенности сварочных работ в среде аргона
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей в среде защитных газов (в том числе и аргона), является горелка. Именно в горелку (в ее центральную часть) вставляется вольфрамовый электрод, вылет которого должен находиться в пределах 2–5 мм. Фиксация электрода внутри такой горелки обеспечивается посредством специального держателя: в него можно вставить вольфрамовый стержень любого требуемого диаметра. Для подачи защитного газа сварочная горелка оснащается керамическим соплом.
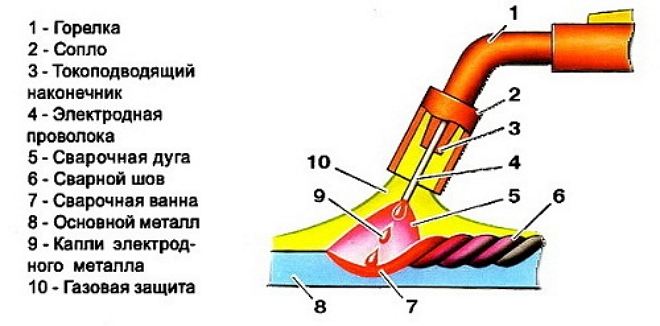
Принцип работы аргонной сварки
Требуемую температуру в процессе выполнения сварки аргоном, как уже говорилось выше, создает электрическая дуга. Сварной шов формируется при помощи присадочной проволоки, состав которой должен максимально соответствовать составу обрабатываемого металла.
Перечислим основные этапы выполнения сварки рассматриваемого типа, при которой используется электрод из вольфрама.
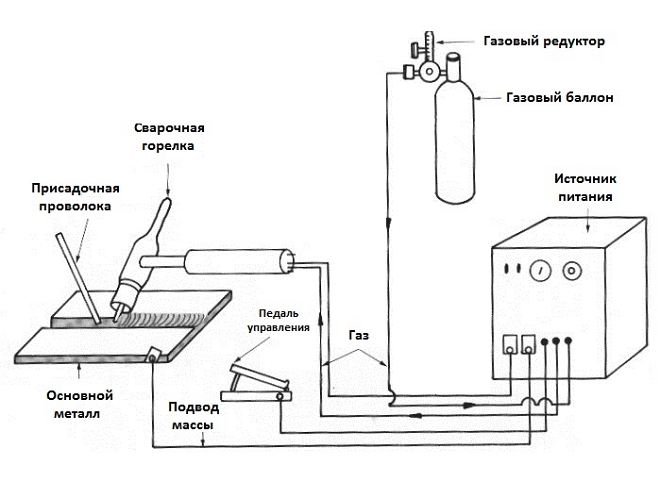
Схема сварочного оборудования для осуществления сварки в среде аргона

Процесс сварки аргонодуговым способом вблизи
У многих возникает естественный вопрос о том, каким образом может быть зажжена электрическая дуга в среде такого газа, как аргон, если потенциал его ионизации слишком большой, а сам электрод не прикасается к поверхности соединяемых деталей. Для этого используется осциллятор, который преобразует поступающий из электрической сети ток с обычными параметрами в высокочастотные импульсы с величиной напряжения 2000–6000 В и частотой тока 150–500 Гц. Именно такие импульсы и дают возможность зажечь электрическую дугу без соприкосновения электрода с соединяемыми деталями.
Оборудование и оснащение для сварки аргоном
Для выполнения сварки аргоном недостаточно наличия стандартного сварочного аппарата, в качестве которого может выступать инвертор или трансформатор. Данная технология требует использования такого оборудования и специального оснащения, как:

Инверторный сварочник и газовый баллон для сварки с использованием аргона

Ремонт легкосплавного колесного диска — вариант типичного использования аргонной сварки
При желании оборудование для выполнения сварки аргоном можно укомплектовать своими руками, купив все необходимые компоненты в строительном магазине или на рынке. Если же вы не хотите заниматься конструированием, то можно сразу приобрести сварочный аппарат, в марке которого присутствует аббревиатура TIG. Чтобы начать использовать такой аппарат, его необходимо дополнительно укомплектовать газовым баллоном, горелкой, элементами, управляющими горелкой и подачей защитного газа.
Рекомендации по выбору режимов
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.
Нюансы работы с аргонной сваркой
Характерным примером является сварка алюминия, оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.
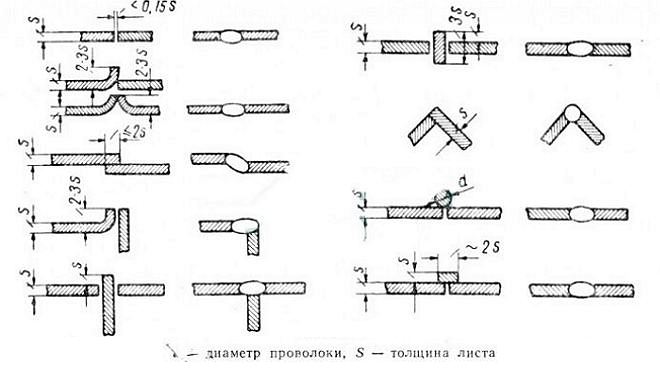
Типы соединений тонколистового металла при аргонодуговой сварке
Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:

Пример шва, выполненного сваркой в среде аргона
Недостатками данной технологии являются:
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.



