Базовая ось элемента
8. Базовая ось элемента
Прямая, фиксированная относительно элемента, проходящая через его базовую точку и обычно направленная вперед
Смотреть что такое «Базовая ось элемента» в других словарях:
базовая ось элемента — (OiXi) Прямая, фиксированная относительно элемента, проходящая через его базовую точку и обычно направленная вперед. [ГОСТ 22833 77] Тематики характеристики самолета геометрические … Справочник технического переводчика
базовая система координат элемента — (OiXiYiZi) Прямоугольная правая система координат, фиксированная относительно элемента, с началом в базовой точке элемента и с базовой осью элемента, обычно выбираемая так, что ось OiYi направлена вверх, а ось OiZi дополняет систему. Примечание… … Справочник технического переводчика
Базовая система координат элемента — 9. Базовая система координат элемента OiXiYiZi Прямоугольная правая система координат, фиксированная относительно элемента, с началом в базовой точке элемента и с базовой осью элемента, обычно выбираемая так, что ось OiYi направлена вверх, аось… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22833-77: Характеристики самолета геометрические. Термины, определения и буквенные обозначения — Терминология ГОСТ 22833 77: Характеристики самолета геометрические. Термины, определения и буквенные обозначения оригинал документа: 3. Базовая ось самолета ORXR Прямая, расположенная в базовой плоскости самолета, проходящая через базовую точку… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 28187-89: Основные нормы взаимозаменяемости. Отклонения формы и расположения поверхностей. Общие требования к методам измерений — Терминология ГОСТ 28187 89: Основные нормы взаимозаменяемости. Отклонения формы и расположения поверхностей. Общие требования к методам измерений оригинал документа: 2.4. Базовые элементы для оценки отклонений формы 2.4.1. Измерение и оценку… … Словарь-справочник терминов нормативно-технической документации
база (в нормах взаимозаменяемости) — база Элемент детали (или выполняющее ту же функцию сочетание элементов), по отношению к которому задается допуск расположения или суммарный допуск формы и расположения рассматриваемого элемента, а также определяется соответствующее отклонение… … Справочник технического переводчика
Базы для оценки отклонений расположения поверхностей и суммарных отклонений формы и расположения поверхности — 2.5. Базы для оценки отклонений расположения поверхностей и суммарных отклонений формы и расположения поверхности 2.5.1. Оценку отклонений расположения поверхностей и суммарных отклонений формы и расположения поверхности проводят в системе… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 4040-2011: Эргономика транспортных средств. Расположение элементов ручного управления, индикаторов и сигнализаторов в автомобиле — Терминология ГОСТ Р ИСО 4040 2011: Эргономика транспортных средств. Расположение элементов ручного управления, индикаторов и сигнализаторов в автомобиле оригинал документа: 3.1 базовая плоскость (reference plane): Вертикальная плоскость,… … Словарь-справочник терминов нормативно-технической документации
тип — 2.2 тип: Лампы, имеющие одинаковые световые и электрические параметры, независимо от типа цоколя. Источник: ГОСТ Р МЭК 60968 99: Лампы со встроенными пускорегулирующими аппаратами для общего освещения. Требования безопасности … Словарь-справочник терминов нормативно-технической документации
ГОСТ 13699-91: Запись и воспроизведение информации. Термины и определения — Терминология ГОСТ 13699 91: Запись и воспроизведение информации. Термины и определения оригинал документа: 241 (воспроизводящая) игла: Игла, следующая по канавке записи механической сигналограммы с целью воспроизведения информации Определения… … Словарь-справочник терминов нормативно-технической документации
Графическое толкование терминов конструкторского классификатора
(по материалам 5)
| Словесное описание конструктивных элементов и поверхностей деталей | Графическое изображение | Словесное описание конструктивных элементов и поверхностей деталей | Графическое изображение |
| Поверхность вращения цилиндрическая, образованная вращением прямой линии параллельной оси |  | Поверхность вращения криволинейная, образованная вращением кривой линии вокруг оси вращения |  |
| Поверхность вращения коническая, образованная вращением прямой линии наклонной к оси вращения |  | Поверхность вращения комбинированная, состоящая из цилиндрических, конических и криволинейных элементов в любом их сочетании |  |
| Центральное отверстие – отверстие любой формы (глухое или сквозное), расположение по оси детали. Фаски и скругления торцов не учитываются |  | Сектор кольцевой – деталь, поперечное сечение которой образовано частью окружности и двумя радиусами, исходящими из центра |  |
| Отверстие круглое в поперечном сечении (любое поперечное сечение является окружностью) |  | Деталь резная кольцевая – тело вращения, поперечное сечение которой образовано частями двух концентричных окружностей и параллельными линиями разреза (а). Втулки и кольца, имеющие элемент «хомут», классифицируется как детали разрезные (б) |  |
| Отверстие некруглое в поперечном сечении (хотя бы одно поперечное сечение не является окружностью) |  | ||
| Отверстие цилиндрическое ступенчатое (сочетание внутренних цилиндрических поверхностей разного диаметра |  | Сектор кольцевой- деталь, поперечное сечение которой образовано частями двух концентричных окружностей и двух радиусов, исходящих из центра окружностей |  |
| Сегмент – деталь, поперечное сечение которой образовано частью окружности и хордой |  | Сегмент кольцевой – деталь, поперечное сечение которой образовано частями двух концентрических окружностей и хордой |  |
| Деталь емкостная открытая с дном коробчатой формы, имеющая в одном или нескольких сечениях замкнутый контур, контур продольного сечения которой не замкнут |  | Деталь корпусная с криволинейной наружной поверхностью, состоящая из криволинейных и плоских поверхностей, без образования плоскими наружными поверхностями трехгранных углов |  |
| Деталь емкостная открытая без дна с отверстиями с противоположных сторон, контур продольного сечения которой не имеет тенденции к замыканию |  | Поверхность разъема – поверхность гладкая или ступенчатая, проходящая через вспомогательные базы детали или отверстия входного патрубка |  |
2.3. Примеры определения конструкторского кода типовых деталей

Рис. 2.1. Фланцевая крышка
Пример 1.Фланцевая крышка (рис.2.1), входит в класс 710000 — тело вращения L 2D с наружной цилиндрической поверхностью — подкласс 715000. На наружной поверхности закрытые уступы, вал выполнен с двухсторонними уступами, без наружной резьбы — группа 715600; без центрального отверстия — подгруппа 715610; со шлицевыми пазами на наружной поверхности, с отверстиями вне оси детали — вид 715614. Конструкторский код 715614.

Рис. 2.2. Вал шлицевой
 Пример 3.Эксцентриковый кулачок (рис. 2.3) входит в класс 710000; имеет наружную криволинейную поверхность — подкласс 712000.
Пример 3.Эксцентриковый кулачок (рис. 2.3) входит в класс 710000; имеет наружную криволинейную поверхность — подкласс 712000.
Рис. 2.3. Эксцентриковый кулачок

Рис. 2.4. Вал-шестерня косозубая
Пример 5.Блок шестерен (рис. 2.5) тело вращения с элементами зубчатого зацепления — класс 720000; имеют цилиндрические наружные поверхности — подкласс 721000.

Рис. 2.5. Блок шестерен

Рис.2.6. Колесо центробежного компрессора
Пример 6.Колесо центробежного компрессора (рис. 2.6) входит в класс 720000 (тело вращения, аэрогидродинамическая деталь); подкласс 723000 — секторы, аэрогидродинамические детали; группа 723500 — аэрогидродинамические детали; колеса рабочие турбин, насосов, компрессоров, вентиляторов, винты насосов гребные и др.; подгруппа 723520 — радиальные (центробежные), с лопатками полуоткрытыми; вид 723521 — неплоские цилиндрические с разгрузкой. Конструкторский код 723521.

Рис. 2.7.Эксцентриковое зубчатое колесо

Рис. 2.8. Корпус редуктора конической зубчатой передачи

Рис.2.9. Корпус сателлита

Рис. 2.10. Лопатка турбины


Рис. 2.12. Главный шатун авиационного звездообразного поршневого двигателя

Рис. 2.13. Отсчетная шкала лимба

Рис. 2.14. Карданная вилка

Рис. 2.15. Винт шнековый однозаходный

Рис. 2.16. Гайка цилиндрическая

Рис. 2.17. Протяжка шлицевая

Рис.2.18. Долбяк прямозубый чашечный
Пример 18. Долбяк прямозубый чашечный (рис. 2.18) относится к классу 760000 —детали режущего инструмента, технологической оснастки; инструментов и оснастки для обработки материалов; подклассу 761000 — инструменты режущие технологической оснастки; группе 761500 —дол-бяки, шеверы, головки, гребенки зуборезные и др.; подгруппе 761510 долбяки, головки зуборезные; виду 761512 — долбяки зуборезные, прямозубые, чашечные. Конструкторский код 761512.

Рис.2.19. Резец проходной прямой
Корпуса
По функциональному назначению корпуса делят на несущие и корпуса–кожухи. Несущие корпуса служат для установки подвижных и неподвижных узлов и деталей механизма и должны обеспечивать их требуемое взаимное расположение. К таким узлам можно отнести опоры скольжения и качения, двигатели, муфты, ручки и кнопки управления, контактные устройства, шкалы и т.д. Корпуса-кожухислужат не только для размещения и крепления в них узлов и деталей механизмов, но и для защиты их от механических повреждений и попадания пыли и влаги, они все в какой-то степени герметизированы. От конструкции корпуса зависят точность и надежность работы механизма, его размеры, масса и внешний вид, удобство и безопасность эксплуатации.
Несущие корпуса по конструктивным признакам классифицируются на цельные, разъемные, сборные, одно- и двухплатные (рис. 11.1).
Цельные корпуса(рис. 11.1, а) имеют форму открытых коробок. Они обладают высокой прочностью и жесткостью, хорошо защищают детали и узлы от внешних воздействий. Их конструкция всегда предусматривает монтажные отверстия, которые закрываются крышками (рис. 11.2, а). Недостатками конструкции часто являются ограниченные возможности предварительной сборки деталей механизма в узлы до их установки в корпус, сложность и неудобство сборки и разборки узлов из-за ограничения внутрикорпусного пространства. Цельные корпуса изготавливают с помощью различных технологий: литьем, штамповкой, прессованием (см. рис. 11.2, а), сваркой, механической обработкой.
|
|
|
|
|
|
|
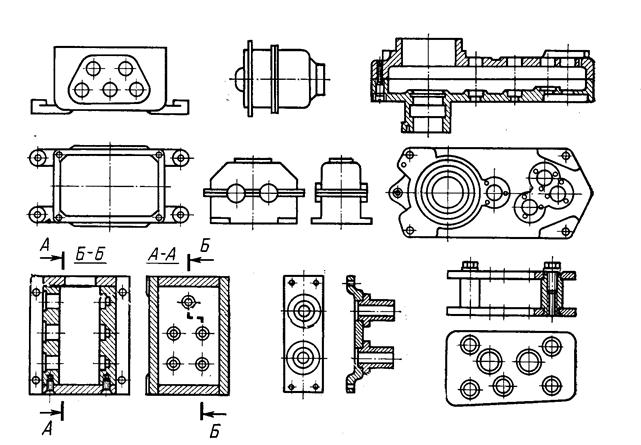
Разъемные корпусаимеют форму закрытых коробок и состоят обычно из двух основных частей, плоскость разъема которых или совпадает с плоскостью расположения осей валов (рис. 11.1, г), или располагается перпендикулярно осям валов (рис. 11.1, б. в). Эти корпуса обладают достаточной прочностью и жесткостью, защищают детали от внешних воздействий и допускают поузловую сборку механизма. Центрирование основных (двух) частей корпуса осуществляется с помощью штифтов (см. рис. 11.1, в, г) или по цилиндрической соосной поверхности (см. рис. 11.1, б). Чтобы обеспечить точность расположения валов отверстия под подшипники обрабатываются одновременно для собранных совместно основных частей корпуса.
Сборные корпуса (рис. 11.1, д) имеют коробчатую форму и состоят из пластин, угольников и крышек, соединенных винтами и штифтами. Их изготавливают из металлопроката (полос, листов, уголков) путем механической обработки на станках. Они имеют достаточную прочность и жесткость, защищают детали и узлы механизма от внешних воздействий, но ограничивают, как и цельные корпуса, возможности узловой сборки. Их применяют в единичном и опытном производстве (рис. 11.2, б).
|
|
|
|
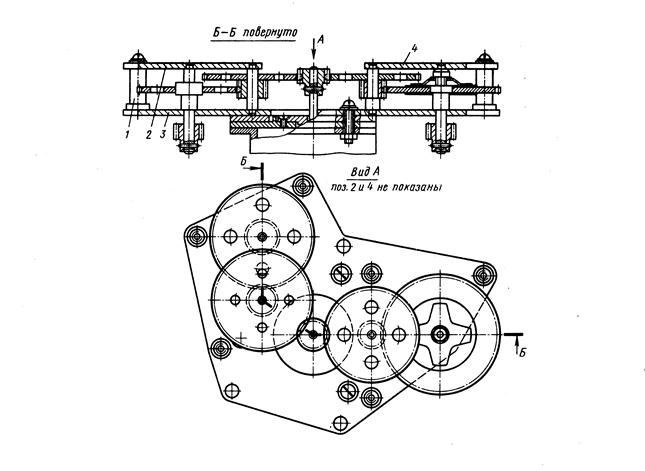
Одноплатные корпуса(рис. 11.1, е) имеют форму плоской пластины или пластины с ребрами жесткости и необходимыми приливами. Возможны две схемы расположения валов по отношению к пластине. Чаще применяются конструкции корпусов, оси валов механизма которых расположены перпендикулярно к корпусу (рис. 11.3).
|
|
|
|
|
|
|
|
|
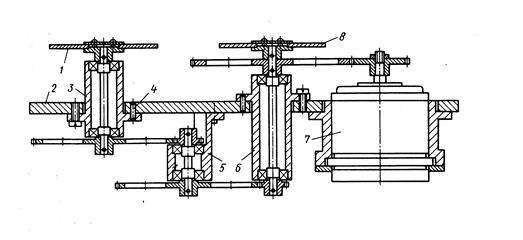
Для обеспечения двухопорного крепления валов подшипники устанавливают в цилиндрических стаканах 3, 6, кронштейне 5 с фланцами, а зубчатые колеса 1, электродвигатель 7, шкалы 8 и другие детали располагаются по обе стороны платы 2. Стаканы прикреплены к плате винтами и после регулировки радиальных зазоров в зубчатых передачах фиксируются штифтами 4. Возможно и одностороннее расположение деталей и узлов механизма по отношению к плате.
При расположении корпуса параллельно осям валов подшипники крепятся в стойках или кронштейнах (рис. 11.4).
Одноплатные корпуса обладают достаточной прочностью и жесткостью, допускают поузловую сборку и удобную регулировку механизма, использование большого числа унифицированных деталей и узлов. Их используют как в единичном, так и серийном производстве. Для защиты от внешних воздействий одноплатных корпусов применяют крышки-кожухи.
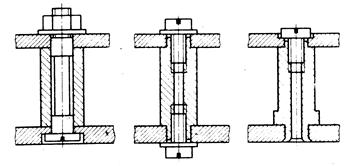
Двухплатные корпуса(рис. 11.1, ж) включают две параллельные пластины (платы), соединенные распорными колонками и винтами. Типовые конструкции колонок и способы соединения их с платами показаны на рис. 11.5. Двухплатные корпуса имеют невысокие прочность и жесткость, от внешних воздействий корпус защищается кожухом. Детали и узлы механизма располагаются между платами.
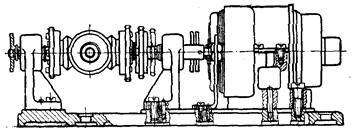
На рис. 11.6 показана конструкция цилиндрической зубчатой передачи, смонтированной между двумя платами. В данном случае верхняя плата состоит из двух частей 2, 4, каждая из которых закреплена на несущей плате 3 с помощью трех колонок 1.
|
|
|
|
|
Двухплатные корпуса применяют в массовом, серийном и единичном производствах, они технологичны и удобны в сборке. Платы изготавливают из металлопроката, литьем, прессованием, штамповкой с последующей механической обработкой.
Корпуса в зависимости от технологии изготовления делят на литые, прессованные, штампованные, сварные и механически обработанные.
Литые корпусаизготавливаются из алюминиевых АЛ4 и АЛ9, магниевых сплавов Мг4 и Мг6, иногда из чугунов СЧ12 и СЧ15, цинковых и медных сплавов, пластмасс. Корпуса должны иметь простую конфигурацию, ограниченную плоскостями и поверхностями вращения без поднутрений. Необходимо предусматривать закругления всех острых углов. Для уменьшения механической обработки литых деталей обрабатываемые поверхности (под крышки, люки, стаканы) рекомендуется располагать в одной плоскости и делать выступающими на 1 … 2 мм над необрабатываемыми, толщину стенок корпуса необходимо выбирать в пределах 2 … 4 мм, при этом внутренние стенки могут быть тоньше на 20% внешних стенок. Для размещения подшипников, закрепления двигателей предусматривают местные утолщения–приливы. В разъемных корпусах расточка отверстий под подшипники, обработка торцовых поверхностей производятся после сборки двух частей корпуса.

Прессованные корпусаизготавливаются из пластмасс: композиционных, фенопласта К18-2, аминопласта. Они имеют малую стоимость и массу, высокие электроизоляционные, демпфирующие и антикоррозионные свойства. Желательна простая форма корпуса, не препятствующая заполнению пресс-формы и легко из нее вынимаемая. Толщина стенок 3 … 5 мм, обязательны плавные переходы от больших сечений к меньшим, радиусы закруглений, уклоны вертикальных стенок (см. рис. 11.2, а).
Штампованные корпусавыполняют с помощью гибки, вытяжки и вырубки из полосовых тонколистовых заготовок. В качестве материалов применяют малоуглеродистые пластичные стали 08, 10, 15, деформируемые сплавы алюминия Д1 и Д16. Рекомендуется толщину стенок принимать 1,0 … 2,0 мм, жесткость увеличивают штамповкой ребер, рифлений различных форм, отбортовкой. Штампованные детали корпуса соединяют винтами, сваркой, пайкой.
Литые, прессованные и штампованные корпуса экономически выгодно использовать при серийном и массовом производстве, когда стоимость оснастки (штампы, пресс-формы, литейные формы) распределяется на значительное количество изготавливаемых изделий. Эти технологии позволяют обеспечить большую точность, производительность, повторяемость, малый расход материалов.
Сварные корпусаизготавливают при мелкосерийном и единичном производствах. Их выполняют из металлопроката (листов, полос, уголков, профилей). Корпус после сварки подвергают отжигу для снятия локальных (в местах сварки) внутренних напряжений. И только после отжига рекомендуют производить механическую обработку плоскостей и отверстий. Толщина стенок определяется типом сварки и усилиями, возникающими при обработке корпуса после сварки. Жесткость корпуса можно увеличить ребрами, располагаемыми снаружи у мест крепления подшипников.
Механически обработанные корпуса, имеющие форму тела вращения (см. рис. 11.1, б), призмы, могут изготавливаться обработкой исходной заготовки, например, типовая конструкция корпуса червячного редуктора (рис. 11.7, а). Для обеспечения сборки червячного колеса крышка 1 подшипника устанавливается в корпусе по диаметру, размер которого больше размера червячного колеса. Наружный диаметр червяка меньше диаметра подшипников, сборка вала-червяка возможна через отверстие для посадки подшипника. Соосность отверстий для посадки подшипников валов червяка и червячного колеса обеспечивается совместной расточкой корпуса и крышки 1 в сборе за одну установку.
|
|
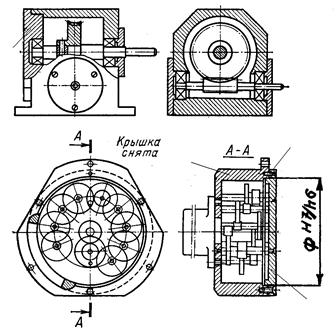
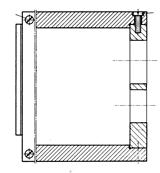
В волновых и планетарных зубчатых передачах широко используются соосные механически обработанные корпуса (рис. 11.7, б).
Корпус состоит из основных частей 1 и 2, плоскость разъема которых перпендикулярна осям валов зубчатой передачи. Эти части соединены по выступу небольшой глубины с посадкой H7/h6. Два штифта 3 фиксируют часть 2 относительно части 1. Соосность посадочных мест под опоры валов в частях 1 и 2 корпуса обеспечивается обработкой корпуса в собранном виде.
Детали сборных корпусов изготавливают обычно из металлопроката различного профиля, что требует значительной механической обработки.
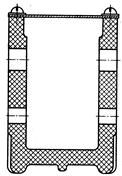
Корпуса-кожухипо степени защиты от воздействия окружающей среды классифицируют как обыкновенные защитные, пыленепроницаемые, брызгонепроницаемые и взрывобезопасные. Важен выбор степени герметизации – полная герметичность корпусов усложняет и удорожает конструкцию. Основные элементы герметичных корпусов, которые необходимо уплотнять, – крышки, смотровые стекла, электрические вводы и подвижные соединения. Для всех выходящих наружу подвижных деталей устанавливают в крышках уплотнения. Крышки герметичных корпусов уплотняют (рис. 11.8) резиновыми шнурами круглого, квадратного или прямоугольного сечения, резиновыми прокладками. Смотровые стекла уплотняют при помощи резиновых прокладок (рис. 11.9, а, б) или герметиками (рис. 11.9, в). Герметизацию электрических вводов 1 в корпуса осуществляют с помощью сальников 4, втулок 3, гаек 2 (рис. 11.10, а); стеклянными изоляторами 2 (рис. 11.10. б) и специальными герметизированными разъемами 2 (рис. 11.10, в).
Выбор типа и формы корпуса зависит от назначения, места установки, условий эксплуатации, серийности, кинематической и компоновочной схем механизма, технологических возможностей производства, эстетики, удобства сборки и ремонта, способов крепления, требований по габаритам, массе и креплению механизма.



