Литейное дело в зуботехническом производстве
Зотов В.М., д.м.н., профессор кафедры ортопедической стоматологии СамГМУ
Потапов В.П., к.м.н., доцент кафедры ортопедической стоматологии СамГМУ
Пряников В.А., директор ООО «Вавидент», г. Самара
 В последнее время стоматологическому литью стали уделять особо много внимания, поэтому мы в этой статье решили внести свою лепту в освещении этой темы.
В последнее время стоматологическому литью стали уделять особо много внимания, поэтому мы в этой статье решили внести свою лепту в освещении этой темы.
По действующим в нашей стране санитарным нормам литейная лаборатория в государственной стоматологической поликлинике, отделении или в частной лаборатории при монтаже высокочастотной литейной установки должна иметь площадь 24 кв. м., при монтаже других печей – не менее 12 кв.м.
Пол в помещении делается плиточным или цементным. Печь устанавливается на толстом резиновым ковре. Около печи и на всех других рабочих местах должны быть изоляционные коврики.
Приточно-вытяжная вентиляция должна обеспечивать пятикратный обмен воздуха.
В помещении вводятся стальные шины заземления сечением 100 кв.мм.
С целью гарантированного обеспечения имущественной, общественной и личной безопасности действует специальная инструкция, которая вручается под подпись каждому работающему в литейной лаборатории. За нарушение правил инструкции обслуживающий персонал несет ответственность.
а) просовывать какие-либо предметы в щели включенного агрегата;
б) приводить во вращение печь без установленных опок и при открытой крышке (возможно при выключенной или поврежденной блокировке).
Подготовка к литью металлокерамических
и цельнолитых каркасов
Как правило, зубной техник моделирует каркас мостовидного протеза из четырех видов воска: погружной воск, пришеечный, моделировочный и безусадочный воск для склеивания промежуточной части протеза с коронками. Все эти воски выпускаются в плотно закрытых баночках, чтобы избежать попадания лабораторной пыли (мельчайшие частички гипса, остатки ваты, алмазная крошка от обрабатывающего инструментария) в воск. Поэтому зубной техник должен следить за тем, чтобы воск, которым он работает, должен быть чистым, потому что все выше перечисленные составляющие лабораторной пыли при t=1020 °С муфельной печи полностью не выгорают и образуют золу, которая остается в металлическом каркасе в виде раковин, пор и т.д. Если же получилось так, что воски, которыми зубной техник работает, загрязнились, то нужно их очистить следующим образом: поместить воск в жестяную емкость, разогреть его до жидкого состояния, в это время вся грязь осядет на дно, и подождать, когда воск застынет. После емкость разрезать, достать воск и срезать загрязненную часть.
Еще немного хотелось бы остановиться на воске для склеивания частей мостовидного протеза. Дело в том, что любой воск, даже который называется безусадочным при переходе от жидкого состояния в твердое дает усадку, которая создает напряжение в восковой композиции, что в свою очередь может привести к деформации протеза. Поэтому здесь мы бы посоветовали моделировать в апроксимальных областях коронок и промежуточных частей протеза моделировочным воском до полного их контакта и только после этого небольшой капелькой склеивающего воска закрепить составляющие части в единую восковую конструкцию. Если это не учитывать, то можно столкнуться с тем, что отлитый каркас будет балансировать на модели и в полости рта. Также нужно строго следить во время моделировки за толщиной стенок коронок, которая должна составлять 0,3–0,5 мм. Если толщина будет меньше, то возникает вероятность появления дыр либо во время литья, либо во время пескоструйной обработки каркасов после литья.
Формирование литниковой системы при литье
металлокерамических и цельнолитых каркасов
Формировать литниковую систему нужно так, чтобы в ней не возникало напряжений. Для этого нужно следить за тем, чтобы воск, который склеивает литниковый канал, полностью затвердел, а литниковый воск, из которого формируются каналы, нужно как можно меньше подвергать изгибанию.
 |
| Рис.1. |
 |
| Рис.2. |
 |
| Рис.3. |
 |
| Рис.4. |
 |
| Рис.5. |
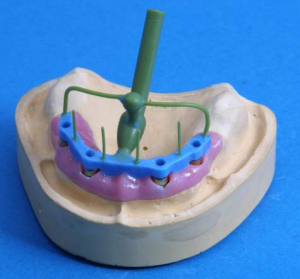
При всех способах и приемах литья расплавленный на поверхности литейной формы сплав нужно подвести к отливке. Это возможно благодаря созданию литниковой системы. При этом добиваются, чтобы все участки отливки находились во время литья в равных условиях, но к более тонким участкам отливок подводился бы наиболее горячий сплав. У толстостенных отливок должны быть дополнительные депо жидкого сплава для предупреждения образованию дефектов (см. рис. 1).
Построение литникообразующей системы в высокоточном литье определяется следующими принципами:
• все участки отливки должны находиться в равных условиях при литье;
• все толстостенные участки должны иметь дополнительные депо жидкого металла для устранения усадочной раковины, рыхлости и пористости металла;
• к тонким участкам должен быть подведен наиболее горячий металл. Литник – это стержень из металла, воска или комбинации, после удаления которого, в форме получается литьевой канал, соответствующий диаметру (см. рис. 1).
На смоделированных из воска деталях литник устанавливается и закрепляется на нерабочую поверхность (на коронках – на небную, зубах – десневую, вкладках – окклюзионную, кламмерах – в отросток). К большим деталям, например, при изготовлении цельнолитого каркаса, бюгельного протеза, возможны разные подходы.
Одни специалисты устанавливают по одному литнику на каждый элемент каркаса, другие в пределах 6–8 литников на весь каркас. Третьи возражают против таких подходов, предлагают лить один литьевой канал, мотивируя тем, что сплав должен течь только в одном направлении, без столкновения потоков, в результате которых на отливке получаются швы (холодный «стык»).
Благодаря этому конструкция протеза находится вне теплового центра опоки, ближе к ее стенкам и охлаждается первой. Это предупреждает образование усадочных раковин. Кроме того, распределительный канал должен быть на 2 мм длиннее с каждой стороны, чем восковая конструкция протеза.
При отливке мостовидного протеза промежуточная его часть требует больше металла. Для этого необходимо смоделировать распределительный канал таким образом, чтобы его объем соответствовал объему промежуточной части (см. рис. 1).
Распределительный канал выполняет роль литьевого резервуара. Он создает достаточное депо металла, как для коронок, так и для промежуточных частей мостовидного протеза. Этим устраняется возможность усадки.
Во избежание усадки, распределительные литьевые каналы для одиночных коронок должны быть диаметром 4 мм и не должны сужаться. Литьевая восковая проволока, связывающая с коронкой, должна быть длиной 1–5 мм и шириной 2,5 мм. Для мостовидных протезов распределительный канал должен иметь диаметр 5 мм.
Восковая проволока диаметром 4 мм достаточна для литников, идущих от воронки резервуара до распределительных каналов.
Если отливается мостовидный протез на весь зубной ряд (по дуге), то распределительный канал разделяется по всему зубному ряду по дуге. Это предотвращает деформацию протеза в ходе остывания (см. рис. 2).
По форме литник лучше делать дугообразным. При кристаллизации он будет распрямляться и в нем не возникнут внутренние напряжения. У места соединения с отливкой делают утолщения – шлакоулавливатели в половину диаметра литника. Для уменьшения усадки вне пределов детали создают «муфты». При затвердевании сплава в последнюю очередь становится твердым тот сплав, который находится в муфте, поэтому затвердевающее изделие как бы пропитывается жидким сплавом.
Снимать восковую конструкцию с модели нужно только после полного формирования и затвердевания всей литниковой системы. При учитывании всех этих факторов снижается вероятность баланса в отлитом металлическом каркасе.
После того, как зубной техник или литейщик обезжирит всю восковую конструкцию специальной жидкостью, нужно дождаться, когда эта жидкость полностью высохнет, иначе на металлическом каркасе будет множество мелких шариков.
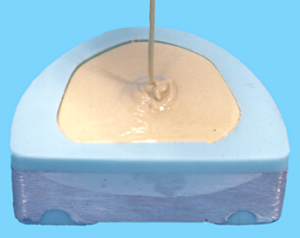
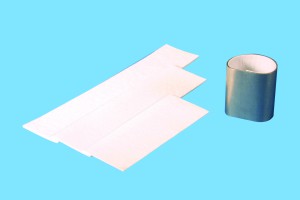
Паковочная масса и жидкость перемешиваются вручную с помощью шпателя, в соответствии; на 100 г порошка 18–20 мл жидкости 60% концентрата, до образования однородно влажной массы. Полученная масса в течении 60 секунд перемешивается в вакуумном смесителе. Затем масса быстро помещается на вибратор при средней степени интенсивности его работы. Внутренность коронки аккуратно заполняется жидкой массой при помощи канюли (см. рис. 3). Формовочный материал затвердевает наилучшим образом в компрессорной камере в течении первых 10 минут. Затем удаляются муфельные кольца и в течении последующих 20 минут опокам необходимо дать затвердеть перед последующим прогревом.
Время схватывания: 30 минут.
Для получения безупречного литья важное значение имеет точный температурный режим для прогрева печи.
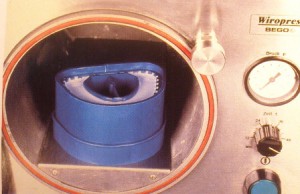
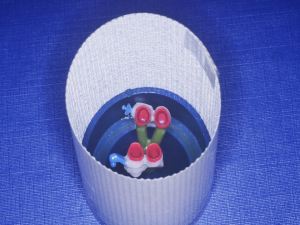
В муфельной печи во время термической обработки скорость подъема температуры нужно регулировать в зависимости от протяженности мостовидного протеза. Чем больше мостовидный протез, тем меньше должна быть скорость подъема температуры. Это снижает вероятность усадки в отлитом протезе. Опоку в печи лучше ставить на бок, чтобы из конуса остатки пыли или крошки опоковой массы (которые могли попасть в конус) вытекали бы вместе с расплавленным воском (см. рис. 4). Тигель, в котором расплавляется металл нужно тщательно очистить от шлаков и пыли, которые остаются от предыдущей плавки. Это также снижает вероятность зашлакованности в отлитом металлическом каркасе.
Термическая обработка опоки подбирается индивидуально к каждому типу паковочных масс.
Плавка и обработка отлитых каркасов
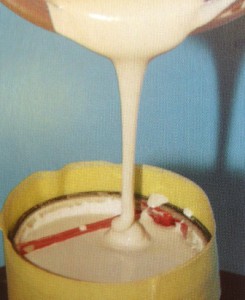
Расплавление металла происходит в тигле, где находится необходимое количество металла к каждой опоке (рассчитывается необходимое количество металла по формуле: масса воска умножается на удельную плотность расплавляемого металла). Кусочки металла расплавляются, стекаются в одну каплю, после чего по краям капля начинает светлеть и в середине появляется тень. После исчезновения тени, можно включать центрифугу. В некоторых случаях можно еще выждать несколько секунд. После отливки, если позволяет время, опоку вместе с отлитой конструкцией поставить остывать в муфельную печь, чтобы она остывала медленно и равномерно. Это снижает вероятность усадки протеза.
Нельзя ни в коем случае остужать опоку в холодной воде и разбивать опоковую массу молотком! В этом случае может произойти деформация протеза. Отрезать литниковую систему нужно равномерно, не нагревая металл и не оказывая механического давления на отлитую конструкцию. После того, как опока остынет, отлитую деталь извлекают, производят пескоструйную обработку, отрезают литники и припасовывают (см. рис. 5).
В статье использованы иллюстрации из учебного пособия фирмы «БЕГО» «Неблагородные сплавы для облицовки керамикой».
В следующем номере продолжение темы:
«Литье бюгельных протезов на огнеупорных моделях».
Более подробно по вопросам стоматологического литья можно
проконсультироваться по т. (8462) 51-55-45, ООО «Вавидент» Пряников В.А. (г. Самара).
Различия в технологии литья на центробежной индукционной литейной установке и вакуумной установке под давлением
Рис. 1. Тигель центробежной индукционной литейной установки.
Рис. 2. Литье на вакуумной индукционной установке под давлением по принципу «раздваивающийся тигель».
Центробежное литье
При центробежном литье (рис. 3) важно, чтобы вливаемый сплав как можно быстрее вытеснил объем воздуха из полой формы опоки. Вытеснение воздуха осуществляется неизбежно через поры соответствующего паковочного материала. При заполнении на вибростолике паковочная масса оседает, т. е. крупные частицы оседают быстрее, чем мелкие. Более мелкие частицы образовывают на поверхности опоки плотный слой, который при центробежном литье замедляет вытеснение воздуха сквозь опоку. В таком случае рекомендуется отшлифовать поверхность опоки на триммере, чтобы открылись поры материала.
Рис. 3. Процесс литья на центробежной индукционной литейной установке.
Рис. 4. Сплав в тигеле центробежной литейной установки.
Рис. 5. Объект из благородного сплава на центробежной установке.
Вакуумное литье под давлением
Рис. 6. Литье на вакуумной установке под давлением.
Рис. 7. Объект из неблагородного сплава на вакуумной установке под давлением.
При литье массивных объектов на вакуумной установке под давлением необходимо учитывать следующие
факторы:
Условием для успешного процесса литья на вакуумной установке является правильная установка следующих рабочих параметров:
Рис. 8. Вакуумная установка: заполнение под вакуумом.
Рис. 9. Вакуумная установка: нагнетание давления и уплотнение (литьевой конус не требуется).
Рис. 10. Установка литниковой системы.
Указания к точности посадки
Причины неточного прилегания могут быть разными и являются не только следствием ошибок в процессе литья. Для объектов разного объема и геометрической формы (монолитные вторичные конструкции, телескопические супраконструкции и супраконструкции на имплантатах) не всегда достаточно одной величины расширения, регулируемой с помощью концентрации жидкости для замешивания паковочной массы.
Рис. 11. Точное прилегание: плечо распределения смещения из неблагородного сплава.
Общие указания и советы по технологии литья на примере бюгельного протеза
Рис. 12. Каркас бюгельного протеза верхней челюсти — литье на центробежной индукционной литейной установке.
Рис. 13. Плоские литники улучшают вливание сплава в трансверзальную дугу.
Рис. 14. «Противоусадочные муфты» препятствуют образованию пор.
Хеннинг Вульфес, директор международной школы Academia Dental, руководитель учебного центра BEGO по повышению квалификации зубных техников (Германия)
H. Wolfes, Director of the Academia Dental International School, Head of the BEGO Training Center for Advanced Training of Dental Technicians (Germany)
Differences in casting technology between a centrifugal induction casting plant and a vacuum pressure casting plant
Аннотация. Изготовление больших и массивных объектов в большинстве случаев приводит к проблемам в лабораториях. Учитывая, что каждый из таких объектов изготовляется индивидуально и часто они имеют различные геометрию и объем формы, общепринятых и конкретных правил для литья таких объектов не существует. По этой причине необходимо учитывать некоторые существенные различия в технологии литья на центробежной индукционной установке и вакуумной установке под давлением.
Annotation. The fabrication of large and massive objects in most cases leads to problems in laboratories. Considering that each of these objects is made individually and often they have different geometry and volume of shape, there are no generally accepted and specific rules for casting such objects. For this reason, it is necessary to take into account some significant differences in casting technology on a centrifugal induction plant and a vacuum pressure plant.
Ключевые слова: центробежное литье; вакуумное литье под давлением; бюгельный протез.
Keyword: centrifugal casting; vacuum injection molding; clasp prosthesis.
«Техника литья» – ответы на многие вопросы в одном месте…
«Техника литья» – ответы на многие вопросы в одном месте…

Несмотря на большой интерес, к фрезерованию каркасов любых типов с применением методики сканирования, литье остается важным элементом технологий зуботехнического производства. Можно уверенно сказать, что половина всех зуботехнических работ выполняется с применением литья из сплавов металлов. Если же говорить об изготовлении бюгельных протезов, то в этой области знание элементов технологии литья имеет немалый смысл и служит зачастую ключом к успеху выполнения всей работы в целом.
Книга, “Техника литья”, выпущенная компанией Бредент помогает специалистам получить ответы на многие вопросы, касающиеся получения качественного результата при выполнении литейных работ. Книга состоит из шести глав.
Типы паковочных масс.
Теория установки литников.
Техника литья по системе Бредент.
Ниже мы публикуем краткий обзор содержания глав книги.
Глава 1 Типы паковочных масс.
Всего можно выделить три основных типа паковочных масс, применяемых в зубной технике.
Паковочные массы на основе гипса.
Фосфатные паковочные массы.
Силикатные паковочные массы.
Каждая группа имеет свои достоинства недостатки, но все типы паковочных масс могут быть объединены общими рекомендациями по применению, как то:
Правила Хранения для продления свойств паковочной массы. Температура технологического процесса и основные индивидуальные свойства массы, на которые стоит обратить внимание. Как то.
а.) продолжительность рабочего времени ( чем длительнее время, тем лучше)
б.) хорошая смешиваемость
в.) точные и неизменные показатели расширения
г.) очень густая и стабильная консистенция
Вязкость паковочной массы
Расширение при схватывании уменьшается в случае повышения консистенции массы от жидкой субстанции к густой.
При схватывании оно впрямую влияет на точность отливки, так как обладает более высокой стабильностью, чем тепловое расширение.
Кроме того при паковании массой густой консистенции получается более гладкая поверхность отлитой композиции, а так же значительно повышается степень точности последующей припасовки протяженных каркасов.

Жидкая консистенция пак массы способствует возникновению шероховатости и даже пористости поверхности литья. Кроме того чем выше температура залива расплава металла, тем гуще должна быть консистенция паковочной массы.
Вывод. При подборе паковочной массы имеет смысл обратить внимание на технологию замешивания последней. Массы, замешиваемые только с использованием дистиллированной воды по большей части не могут обеспечить желаемую вязкость и как следствие точность при припасовке

Еще одним фактором, влияющим на точность припасовки отлитой композиции, является строгое соблюдение рекомендаций по дозированию разведения жидкости для паковочной массы дистиллированной водой. Тут важно понимать, что жидкость для разведения фосфатных масс, представляет собою некую субстанцию,- кремниевый золь, которая не растворяется водой, а лишь уменьшает свой удельный объем при разведении ею. Поэтому так важно при составлении раствора избегать лишнего попадания воздуха в раствор и использовать для дозирования жидкости приспособления типа шприца или просто сам шприц большого объема. Схематичное изображение состава фосфатной массы на рисунке ниже.

Этап замешивания
Все паковочные массы необходимо замешивать исключительно с помощью вакуумного смесителя. Важность данного метода сопряжена с тем, что пузырьки остаточного воздуха, находящиеся в толще массы, при нагревании начинают расширяться, что впоследствии приводит к неточностям в припасовке протеза, а также образованию дефектов литья, в виде так называемых “жемчужин”.
Вывод. Важно тщательно подбирать прибор для замешивания масс под вакуумом. Следить за его магистралью для откачивания воздуха.
Кроме сказанного выше большое значение имеет интенсивность перемешивания паковочной массы.

Практически большинство паковочных масс, выпускаемых сегодня не требуют применения значительной вибрации при заполнении ими кювет с восковой композицией. Как правило тонкую вибрацию ( ок 6000 колебаний) применяют лишь до момента покрытия паковочной массой восковой поверхности. После этого вибратор сразу же отключают, и остаток верхней трети кюветы заполняют без использования вибратора. Таким образом, становится возможным избежать возникновения раковин и трещин на поверхности отлитой композиции.
Процесс схватывания паковочной массы после пакования играет большую роль для последующего качества литья. Как правило, он сопровождается выделением большого количества тепла. Чем сильнее разогревается опока при затвердении, тем больший процесс первичного расширения объема композиции. Это нужно для последующей точности при припасовке.

При паковании под давлением последнее начинают снижать сразу по достижении массой температуры нагрева 35градусов. Полностью давление надо устранить по достижении 45градусов. Таким образом, обеспечивается возможность последующего расширения паковочной массы.
Немного о восках
Если восковая композиция была смоделирована из обычного моделировочного воска с минимальным содержанием синтетических элементов, или, что бывает еще чаще из смешанных между собою нескольких типов моделировочных восков, то в этом случае можно уверенно сказать, – КТР( коэффициент термического расширения) воска может достигать в среднем 4%.
В зависимости от состава воски различаются по величине степени КТР и по показателю уменьшения плотности при нагреве. Объемное напряжение воска, возникающее при этом на каркасе, нормализуется примерно через 5 минут. Это означает, что после моделирования и штифтования, композицию надо выдержать на модели не менее 5минут.

В зависимости от типа паковочной массы выбирают и приспособления для пакования композиции ( тип кюветы). К примеру, паковочные массы на основе гипса или силиката нельзя паковать в силиконовый муфель или креппманжету. Этого нельзя делать потому, что существует опасность разрыва опоки при нагревании вследствие недостаточной собственной прочности.
Учитывая наши знания о расширении массы при отверждении, важно понимать, что чем выше температура при расширении опоки при схватывании, – тем больше будет само расширение и максимально точное трехмерное изменение объемов композиции. Применяя силиконовое муфельное кольцо, мы можем добиться необычайно высокой аккумуляции, выделяемого при схватывании тепла, которое будет концентрироваться в самом объеме опоки из-за высоких термоизолирующих свойств силикона. В конечном итоге это впрямую повлияет в лучшую сторону на точность припасовки будущего литья.

Можно добиться того же эффекта, применяя металлические муфельные кольца Бредент. При этом внутрь кольца( по форме приближенного к форме зубной дуги) вкладывают прокладку из Вискозы. Это делают для того, чтобы так же как в случае с силиконовым муфельным кольцом, добиться максимальной аккумуляции тепла.
Продолжение следует
Купить книгу «Технология литья», можно в ООО «АЛАДЕНТТ»
Остеопластические материалы в хирургической стоматологии
Использование костного материала в стоматологии широко распространено. С его помощью удается выполнять остеопластику – восстанавливать утраченный объем альвеолярного гребня. Это позволяет избежать дальнейшее разрушение костной ткани и появления ряда негативных последствий, которые возникают на фоне изменения внешнего вида и ухудшения здоровья человека. Часто к процедуре прибегают перед установкой имплантатов, когда костной ткани пациента не хватает. Рассмотрим подробнее специфику материалов, позволяющих провести данные мероприятия.
Характеристика костнопластического материала в стоматологии
Остеопластические материалы в хирургической стоматологии должны быть высокого качества, обладать следующими характеристиками:
В настоящее время на рынке представлено множество видов остеопластических материалов. При выборе наиболее подходящего материала надо учитывать все вышеуказанные характеристики. Кроме того, он должен быть готов к незамедлительному использованию, иметь высокие показатели адгезии, чтобы имплантат с его помощью максимально прилегал к кости.
Классификация остеопластических материалов
Остеопластические материалы представляют собой имплантаты, способствующие формированию кости. При этом они обеспечивают локальную остеокондуктивную, остеоиндуктивную или остеогенную активность. В соответствии с происхождением все остеопластические материалы разделяют на четыре основные группы:
Рассмотрим подробнее особенности каждой группы в отдельности.
Аутогенные

Аутогенный костнозамещающий материал в стоматологии используют чаще остальных. Аутокость получают путем забора с донорского внутриротового или внеротового участка с последующей пересадкой в принимающий участок. В ходе ряда клинических исследований было доказано, что он способствует ускоренному замещению послеоперационных и других костных дефектов новообразованной тканью. Он характеризуется пластичностью, не обладает свойствами иммунной несовместимости. При этом финансовые затраты, связанные с его забором, небольшие.
В соответствии с происхождением различают два вида – эндохондрального (хрящевого) и эктомезенхимального (мебранного) происхождения. Среди недостатков можно отметить вероятность инфицирования, травматичность получения аутоматериала и долгую продолжительность самого оперативного вмешательства. Зачастую аутокость применяют в сочетании с иными материалами, к примеру, аллокостью или ксенокостью. Это позволяет избежать усадки аутокости
Аллогенные
Аллогенный костный материал для синус лифтинга в РФ в соответствии с законодательством не применяют. Аллогенные имплантаты представляют собой костнопластические материалы, которые получают из человеческих трупов, в последствие, подвергая специальной обработке. Это может быть кортикальная и губчатая часть подвздошной кости или аллоимплантат деминерализованной лиофилизированной кости. К основным достоинствам данной группы в сравнении с аутоматериалами относятся:
Помимо этических проблем к недостаткам применения данных материалов относят вероятность возможного инфицирования реципиентов ВИЧ-инфекцией и гепатитом.
Ксеногенные

В крайне редких случаях специалисты прибегают к использованию ксеногенного костного материала для имплантации. Он обладают остеокондуктивными свойствами, сохраняет исходную минеральную структуру кости. Ксенокость (природный гидроксиапатит) получают из костной ткани млекопитающих. Структура костей животных идентична кости человека, что позволяет их использовать в стоматологической практике. Ксенокость предварительно подвергают специальной обработке и деантигенизации. Это позволяет устранить из ее состава все факторы, провоцирующие развитие иммунологической и аллергической реакции.
В зависимости от типа обработки различают ксеноматериалы с низкотемпературной обработкой, ксеноматериалы с высокотемпературной обработкой и ксеноматериалы на основе энзимных технологий. Различают два основных метода деантигенизации. Самый эффективный и популярный – термическая обработка при повышенной температуре (около 700-1000 С°), после которой все органические вещества испаряются. Ксенокость не дает усадку. За счет синхронности процессов разрушения и восстановления костной возникает физиологическое замещение искусственных костных гранул натуральной костью, без утраты объема.
Синтетические
Синтетический костный материал выполнен на основе солей кальция. В особо сложных клинических случаях, когда требуется наращивать большие объемы кости в горизонтальном или вертикальном направлении, ксеногенная костная ткань сочетают с аутогенной костью в равных соотношениях. Синтетика является достойной альтернативой ауто-, алло- и ксеноматериалам. По некоторым признакам они превосходят остеопластические материалы натурального происхождения (к примеру, отсутствует необходимость забора костной ткани, исключена вероятность заражения инфекционными патологиями).
Главным недостатком большинства синтетических материалов в сравнении с ауто-, алло- и ксеноматериалами, является отсутствие свойств остеоиндукции (способности вызывать эктопическое формирование костной ткани). В том случае, если в их состав добавить компоненты, которые будут стимулировать регенерацию костной ткани (к примеру, коллагена), они способны приобрести остеоиндуктивные свойства.
Необходимые процедуры перед увеличением костной ткани

После устранения моляра или премоляра на кость больше не оказывается регулярная нагрузка, что со временем приводит к ее атрофии и утрате объема. Наряду с этим появляются воспалительные процессы в пародонтальной ткани. В результате, чем больше дней проходит после утраты моляра или премоляра, тем сильнее кость начинает испытывать дефицит. На этом фоне становится намного сложнее провести имплантацию.
Методика, к которой прибегают для увеличения объема костной ткани, в каждом клиническом случае подбирают в индивидуальном порядке. Для этого врач-стоматолог предварительно оценивает ротовую полость и при необходимости назначает инструментальную диагностику. Зачастую случается, что необходимость в применении другой методики возникает только в период проведения оперативного вмешательства. За счет этого специалист должен быть осведомлен обо всех разновидностях остеопластики и уметь применять их на практике.
Разновидность остеопластики
Ниже представлены основные виды остеопластики, чтобы разобраться, для каких оперативных вмешательств применяют конкретный тип материала:
Увеличить объем костной ткани удается за счет применения материалов синтетического происхождения. К помощи барьерных мембран прибегают с целью фиксации пересаженных костных тканей или предохранении костной ткани человека после того, как ему устранили моляр или премоляр. Для восстановления костной ткани используют аллотрансплантаты. Наиболее распространенными являются аутотрансплантаты.
Операция с остеопластическим материалом в «А-Медик»

Остеопластические операции признаны одними из самых сложных (с технической точки зрения) в области стоматологической хирургии. Чтобы избежать ряда негативных последствий после оперативного вмешательства, выполнять их следует только в проверенных клиниках. Высококвалифицированные специалисты стоматологии «А-Медик» долгие годы специализируются на проведении данных операций. Клиника оснащена современными инструментами, модернизированным оборудованием и необходимым освещением, что гарантирует положительный результат терапии.
Врачи качественно проводят оперативное вмешательство любой сложности с использованием различных остеопластических материалов. Стоимость процедуры значительно ниже, чем в других частных клиниках Москвы. На официальном сайте можно подробнее ознакомиться с прайсом. Чтобы записаться на первичный прием к врачу-стоматологу достаточно позвонить в клинику по указанным номерам или оставить заявку в онлайн режиме (с указанием имени и контактного номера).



