Движения в металлорежущих станках
Содержание
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движений. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
1. Основные движения в станках (движения резания, движения подачи)
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движении. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
К основным отнесены те движения, которые осуществляют процесс непрерывного снятия стружки с обрабатываемой детали. Основные движения делятся на движения резания и движения подачи.
Движение резания
Движение резания непосредственно обеспечивает процесс снятия слоя металла в виде стружки. Это движение в большинстве случаев сообщается инструменту, в некоторых случаях обрабатываемой детали, а иногда детали и инструменту одновременно. Движение резания всегда осуществляется от механического привода.
Движение подачи
Движение подачи обеспечивает непрерывность процесса снятия стружки. Движение подачи также может сообщаться инструменту, детали или тому и другому одновременно. У современных станков в подавляющем большинстве случаев движения подач также осуществляются принудительно от механического или гидравлического привода. Ручные перемещения рабочих органов иногда используются при обработке деталей как движение подачи, однако, поскольку эти движения в основном предназначены для установочных перемещений режущего инструмента или детали, они условно отнесены к группе вспомогательных движений.
1. Вспомогательные движения
Эта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п.
Движения для настройки станка на заданные режимы резания в большинстве случаев осуществляются от руки, однако у ряда современных станков, как, например, у токарно-винторезного станка модели 1К620, для изменения скорости вращения шпинделя имеется механизированный привод.
Движения для наладки станка в соответствии с размерами и конфигурацией обрабатываемой детали включают установочные и быстрые перемещения, а также повороты рабочих органов станков.
Движения управления станком в процессе работы необходимы для включения, выключения и реверсирования приводов движения и подачи, для управления приводами взаимосвязанных движений и для управления вспомогательными приводами станка.
В ряде станков имеются встроенные приводы, обеспечивающие движения соответствующих рабочих органов для подачи и зажима со пруткового материала или штучных заготовок.
3. Взаимосвязанные движения
В некоторых случаях механической обработки получение заданной формы и конфигурации поверхностей детали достигается введением дополнительных движений, имеющих определенную строгую кинематическую связь с основными движениями станка — движением резания и движением подачи. Эти движения требуют особой настройки и поэтому в общем случае их следует называть взаимосвязанными. В зависимости от характера и назначения взаимосвязанные движения могут быть подразделены на пять видов.
Движение обкатки или огибания используется в специализированных станках для нарезания всех видов зубчатых колес, червяков, шлицевых валов и других аналогичных деталей. Движение обкатки иногда имеет кинематическую связь только с движением резания (нарезание прямозубых цилиндрических колес на зубофрезерном станке), иногда только с движением подачи (нарезание прямозубых колес на зубодолбежном станке), а в отдельных случаях (нарезание косозубых колес на зубофрезерном станке) имеет связь и с движением резания и с движением подачи.
Движение образования винтовой поверхности применяется при нарезании резьбы резцом на токарно-вннторезных станках и при фрезеровании резьбы и винтовых канавок на резьбофрезерных или универсально-фрезерных станках. При нарезании резьбы резцом на токарном станке движение образования винтовой поверхности кинематически связано с движением резания, а при фрезеровании резьбы — с круговой подачей обрабатываемой детали.
Движение образования архимедовой спирали необходимо при нарезании торцовых резьб на токарных станках. Оно связано с движением резания.
Движение образования сложных поверхностей используется при обработке конусов на токарных станках моделей 163 и 1К620 и для всех видов копировальных работ.
Движение деления может иметь особую связь с основными движениями, обеспечивая делительные повороты обрабатываемой детали на необходимый угол в определенные периоды работы станка. В некоторых случаях движение деления имеет связь не с основными, а со вспомогательными движениями.
Движение в станках при обработке детали

Движение в станках необходимо для получения детали требуемой формы и размеров, в этот момент с заготовки в процессе ее обработки на металлорежущем станке срезается избыточный металл в виде стружки. Форма обработанной поверхности зависит от движений, которые сообщает станок заготовке и инструменту, от согласованности этих движений и вида режущего инструмента. Изменяя параметры движения (скорость, согласованность с другими движениями, направление, траекторию и пр.) и меняя инструмент, можно на одном и том же станке обработать поверхности различной формы.
Процесс снятия стружки осуществляется на станке рабочими движениями в станке (так называемые движениям формообразования), которые сообщаются либо инструменту, либо заготовке, либо обоим одновременно. Рабочими движениями станка являются главное движение, или движение резания, и движение (или движения) подачи; каждое из рабочих движений характеризуется скоростью.
Главное движение обеспечивает срезание стружки с заготовки со скоростью резания, которая равна скорости схода стружки с заготовки. Наибольшая допустимая и практически целесообразная величина скорости резания зависит от материала обрабатываемой заготовки, инструмента, технологического процесса и других факторов и определяется экспериментально.
Движение подачи происходит со значительно меньшей скоростью. Оно позволяет распространить процесс резания на всю подлежащую обработке поверхность заготовки. Величина (скорость) подачи определяет, при прочих одинаковых условиях, площадь поперечного сечения стружки.
Вспомогательные движения могут осуществляться как автоматически, так и вручную, в станках-автоматах все вспомогательные движения практически автоматизированы и выполняются в определенной последовательности самим станком в должные моменты автоматического цикла работы.
Какие бывают виды главного движения в станках
Вращательное главное движение может сообщаться либо заготовке, как, например, в токарных станках (рис. 1, а), либо режущему инструменту, как это имеет место в фрезерных станках (рис. 1, в), сверлильных станках (рис. 1, г), шлифовальных (рис. 1, б) и других, либо одновременно заготовке и инструменту (сверление отверстий малого диаметра). При вращательном главном движении скорость резания
Для станков шлифовальной группы скорость резания определяется в м/сек, следовательно,
Основные и вспомогательные движения в станках
Для образования на детали винтовых поверхностей различного профиля инструменту и заготовке сообщаются необходимые движения: основные и вспомогательные. К основным движениям относят главное движение и движение подачи.
Главным движением в станке является то движение, которое определяет скорость резания, т. е. скорость снятия стружки с заготовки. Главное движение может быть вращательным или прямолинейным. В резьбонарезных станках его совершает либо инструмент, либо заготовка.
Движение подачи, совершаемое заготовкой или инструментом, или тем и другим вместе, — это такое движение в станке, которое обеспечивает подвод к инструменту все новых и новых участков заготовки для снятия с них стружки. Движение подачи так же, как и главное движение, может быть вращательным или прямолинейным. При этом движений подач в станке может быть несколько и среди них может быть, например, продольная, поперечная, круговая, тангенциальная подача.
Главное движение и движение подачи осуществляются путем перемещения соответствующих исполнительных звеньев станка, несущих инструмент и заготовку. Перемещения исполнительных звеньев связаны между собой (часто жесткой кинематической цепью).
Вспомогательные движения в станках не связаны непосредственно с процессом резания, но обеспечивают подготовку к его осуществлению. К вспомогательным относятся движения, связанные с установкой, закреплением, освобождением и снятием заготовки и инструмента со станка, подводом и отводом инструмента, управлением станком, ускоренными перемещениями узлов станка, перемещением приборов, контролирующих обрабатываемые размеры и др.
Главное движение и движение подачи связаны с перемещением соответствующих исполнительных звеньев станка. Скорость перемещения этих звеньев задают исходя из условий, в которых происходит резьбонарезание. Обработку детали на станке необходимо вести с оптимальной скоростью резания, при которой достигается наибольшая производительность, обеспечивается выполнение технологических требований к качеству обработанной поверхности, наилучшим образом используются инструмент и станок. Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др.
Из формулы следует, что n2=n1φ, n3=n2φ, n4=n3φ и т. д., где n1, n2, n3, n4 — частоты вращения исполнительного звена.
Подачи в станке тоже могут быть расположены по геометрической прогрессии, но нередко их регулируют бесступенчато, а в резьбонарезных станках, особенно в цепи, обеспечивающей получение требуемого шага резьбы, ступени подач могут быть расположены по арифметической прогрессии или другой какой-либо закономерности.
Ступенчатое регулирование скоростей и подач в металлорежущих станках осуществляют с помощью сменных шкивов или сменных зубчатых колес, шестеренных коробок скоростей и сочетанием коробок скоростей со сменными зубчатыми колесами, с помощью многоскоростных электродвигателей, храповых механизмов и др.
Регулирование частоты вращения и скорости перемещения исполнительных звеньев главного движения и движения подачи осуществляют механизмами главного движения и движения подачи. В зависимости от назначения и конструкции станка механизмы главного движения и подачи выполняют различно. Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач.
ОСНОВНЫЕ И ВСПОМОГАТЕЛЬНЫЕ ДВИЖЕНИЯ В СТАНКАХ, КИНЕМАТИЧЕСКИЕ СХЕМЫ
Процесс получения на станках деталей определенной формы поверхности и размеров состоит в снятии с заготовки липшеего металла инструментом, режущая кромка которого перемещается относительно заготовки. Необходимое относитель-ное перемещение создается в результате сочетания движений инструмента и заго-товки. Они называются основными или, рабочими движениями. Их разделяют на главное (режущее) д в и ж е н и е (за счет него инструмент производит резание металла) и движение п о д а ч и, которое служит для перемещения инструмента или обрабатываемой заготовки (в зависимости от типа станка) для снятия слоя металла с целью придания детали определенной формы.
В зависимости от вида обработки основные движения могут иметь различный характер. Так, при строгании сочетаются поступательное движение детали или инс-трумента (движение резания) и перпендикулярное к нему поступательное движение инструмента (подачи); при токарной обработке происходит вращение заготовки и поступательное движение инструмента (см.рис.7-3); фрезерование осуществляется путём сочетания вращательного движения инструмента и поступательного движе-ния заготовки; при сверлении оба основных движения совершает инструмент.
Кроме основных движений в станках имеются вспомогательные движения. Они непосредственно не участвуют в процессе резания, но необходимы для обработ-ки изделий, например: для установки инструмента, автоматического подвода его к заготовке и обратного отвода, контроля размеров в процессе обработки, подачи смазки и охлаждающей жидкости и т. д.
 |
Передача движений в станках от двигателей к рабочим органам осущест-
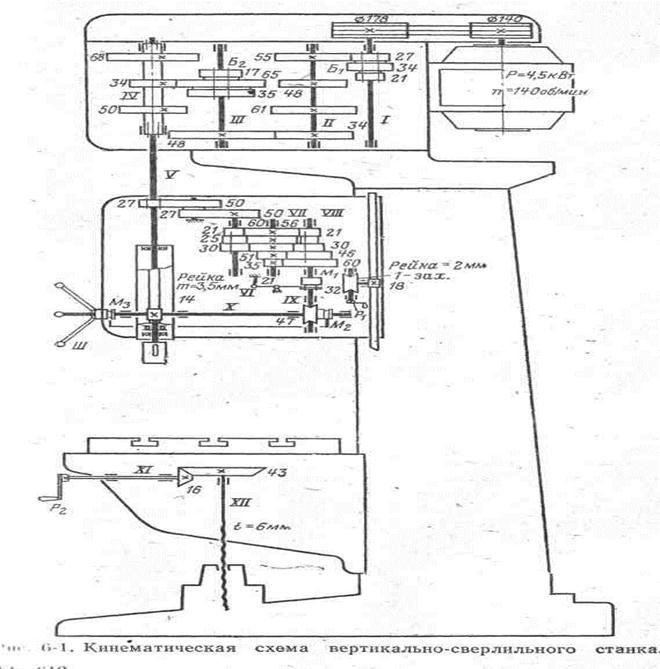
Передача движений осуществляется кинематическими цепями механизмов станка. Структуру этих цепей, их взаимные связи и особенности можно проследить по кинематической схеме станка.По такой схеме легко рассчитываются ско-рости движения рабочих органов станка или, наоборот, по заданным скоростям дви-жения рабочих органов находятся требуемые значения угловой скорости двига-телей. Кинематическая схема нужна также для определения моментов,действующих на валу двигателя, КПД и т.п.
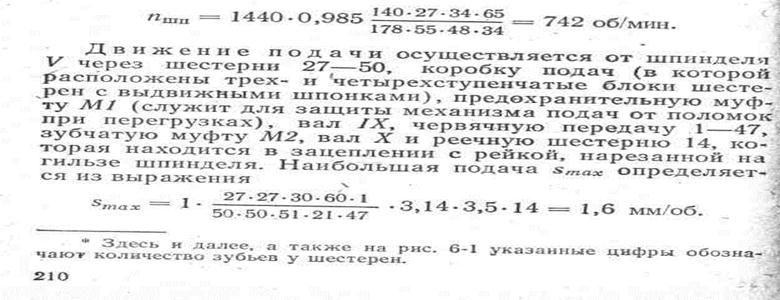 |
шпинделя при соединении шестерён, указанных на рис.6-1, с учётом упругого скольжения ремня передачи:
ОБЩИЕ ВОПРОСЫ ЭЛЕКТРОПРИВОДА СТАНКОВ
Механические характеристики электродвигателей главных приводов должны быть жёсткими. Перепад угловой скорости при изменении нагрузки валу двигателя от холостого хода до номинальной н должен превышать 5-10%.

Выбор типа двигателей для станков. Для современного станкостроения характерно стремление приблизить двигатель к рабочему органу станка, это позво-ляет упростить кинематические цени, снизить потери в передачах и сделать привод более компактным, что в свою очередь ведет к органическому слиянию электри-ческой и механической частей станка. Это обстоятельство привело к применению на станках кроме двигателей нормального исполнения со станиной на лапах, двига-телей специального исполнения со станиной без лап, имеющих фланец на подшип-никовом щите. На рис.6-3 показаны условные обозначения различных форм испол-нения двигателей на кинематических схемах станков. Применение фланцевых двига-телей, которые могут устанавливаться непосредственно на основание станка как го-ризонтально, так и вертикально, позволяет в ряде случаев упростить конструкцию станка, например, за счёт изъятия конических шестерён, служащих для сочленения взаимно перпендикулярных валов, и осуществить более компактную встройку двига-теля в станок.
Приводные двигатели станков должны быть защищены от вредного влияния окружающей среды (попадании в них машинного масла, эмульсии, металлической и абразивной пыли и др.). Если при работе станка не образу
Дата добавления: 2014-11-13 ; просмотров: 111 ; Нарушение авторских прав
Движения в металлорежущих станках

Для получения на металлорежущем станке детали требуемой формы и размеров рабочим органам станка необходимо сообщить определенный, иногда довольно сложный комплекс согласованных друг с другом движений. Эти движения можно разделить на основные (рабочие) и вспомогательные. К основным движениям относятся главное движение, называемое также движением резания, и движение подачи. В некоторых станках имеют место и другие виды рабочих движений, например движение деления, обкатки и др. С помощью этих движений осуществляется процесс снятия стружки с обрабатываемой заготовки. Скорость главного движения определяется оптимальной скоростью резания, а величина подачи зависит от требуемой шероховатости обработанной поверхности.
Вспомогательные движения необходимы для подготовки процесса резания, обеспечения последовательной обработки нескольких поверхностей на одной заготовке или одинаковых поверхностей на различных заготовках.
К числу вспомогательных движений относятся:
а) движения для настройки станка на заданные режимы резания;
б) движения для наладки станка в соответствии с размерами и конфигурацией заготовки;
в) движения управления станком в процессе работы;
г) движения соответствующих рабочих органов для подачи или зажима прутка или штучных заготовок;
д) движения для закрепления и освобождения рабочих органов станка.
Вспомогательные движения можно выполнять как автоматически, так и вручную. В станках-автоматах все вспомогательные движения автоматизированы и выполняются механизмами станка в определенные моменты времени в соответствии с технологическим процессом обработки детали.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных многошпиндельных автоматах).
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или отсутствовать. Например, у токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым движение бывает, например, у продольно строгальных станков. Примером сложного движения подачи может служить движения подачи в зубофрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи – вращательное движение детали (круговая подача), продольное осевое перемещение детали или шлифовального круга (продольная подача) и, наконец, поперечная подача, сообщаемая шлифовальному кругу, в протяжных станках движение подачи отсутствует.



