От положительных ионов – к отрицательным: сварка в четвёртом агрегатном состоянии, преимущества и область применения плазмы
Плазма – ионизирующийся газ, минимальная температура самопроизвольной ионизации – 5 500 ̊C, при плазменной сварке нагрев происходит до 50 000 ̊C. Анодом выступает электрод, катодом – сопло. Дуга возникает между электродом и соплом, выдувается газом, после чего образуется струя плазмы. Технология чаще применяется для резки металла, реже – для сварки.
Государственный стандарт, задающий уровень качества и параметры процесса
Процессы плазменной сварки регламентируются общим для всех видов ГОСТ 2601-84, введённым в действие в 1985 г. в СССР. Изменён в 1992, переиздан в 1996 году. Государственный стандарт определяет процесс с использованием плазмы, как «сварка плавлением, при которой нагрев производится сжатой дугой».
Национальный стандарт Российской Федерации ГОСТ Р ИСО 5817-2009 устанавливает уровни качества сварных соединений. Там указаны и допустимые отклонения в качестве сварки стали, никеля, титана и их сплавов.
Классификация
По ГОСТ 19521-74 «Сварка металлов. Классификация», принятому в СССР в 1975 году и позднее продлённом, плазменно-лучевая сварка отнесена к классу термических. По направлению движений плазменной струи подразделяется на четыре подвида:
Технология плазменной сварки и классификация дуги по видам действия
По источнику нагрева различают сварку плазменной дугой и струёй. В первом случае дуга зажигается между деталью и неплавящимся электродом, также её называют дугой прямого действия. Во втором – между наконечником плазмотрона и неплавящимся электродом, — это плазменная дуга косвенного действия.
Горелка (плазмотрон) состоит из сопла, где размещён вольфрамовый электрод. Туда подаются защитный газ, охлаждающая, горячая и холодная жидкости. В плазмотроне происходит сжатие дуги, после чего возрастает её мощность. Одновременно с этим подают газ, который ионизируется, нагревается и расширяется в объёме многократно. В передней части сварочной ванны материал расплавляется и перемещается под давлением плазмы вдоль стенок, образуя шов.
Дуговую плазменную струю используют для соединения и резки как электропроводящих материалов, так и диэлектриков – стекла и керамики. Выглядит струя как конус, верхушкой обращённый к расплавляемой поверхности. Тепловая эффективность зависит от силы тока, напряжения, расстояния от сопла до детали и скорости перемещения горелки.
Струёй сваривают как снизу в горизонтальном, так и фронтально в вертикальном положении изделия. Плазмообразующим газом выступают аргон или гелий, одновременно являющиеся защитой от кислорода.
Классификация по мощности тока
В зависимости от силы тока различают три вида:
Оборудование и приспособления
Для безопасной работы необходимо устройство приточно-вытяжной вентиляции. Диапазон мощности установок от 20 до 250 ампер, работают от постоянного тока.
 Примерная цена инвенторов на Яндекс.маркет
Примерная цена инвенторов на Яндекс.маркет
Цена инверторов – от 15 до 500 тысяч рублей. В ценовом сегменте от 300 до 500 тысяч – мощные и многофункциональные установки, которыми режут, сваривают и паяют металл.
Процедура плазменной сварки
При организации работ обязательно соблюдение требований безопасности: проходы между сварочными аппаратами – не менее 1,5 метра, между установкой и стеной – не менее 1 метра. Обязательно выполнение требований правил пожарной безопасности и техники безопасности – защита органов зрения, работа в спецодежде.
Алгоритм действий сварщика состоит:
Зазор между соединяемыми плоскостями, если сваривают без присадочной проволоки, устанавливают 0,15 от толщины металла. Если с проволокой, то расстояние между кромками – половина толщины листов.
Диаметр сопла устанавливают в зависимости от силы тока. Перед возбуждением дуги в зону сварки 10-15 секунд подают защитный газ. Включают постоянный ток, зажигают дугу и приступают к плавлению. Рекомендуемое расстояние от сопла до изделия – не более 10 мм. Дуга по мере возможности прерываться не должна, горелка перемещаться стабильно и плавно, колебательными движениями амплитудой 2-3 мм. Не допускается перегрев детали.
Преимущества и недостатки
Список преимуществ этой технологии длинней перечня недостатков:
Интересное видео: аппарат для плазменной сварки и резки, сделанный своими руками
Плазменная струя и плазменная дуга. Схема, работа и применение




![]()
![]()
Плазменная струя, применяемая для сварки, представляет собой направленный поток частиц или полностью ионизированного газа, имеющего температуру 10 000…20 000 0 С. Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги. Дуга горит в узком канале сопла горелки, через который продувают газ. Газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух и их смеси.
Применяют два основных плазменных источника нагрева: плазменную струю, выделенную из столба косвенной дуги и плазменную дугу, в которых дуга прямого действия совмещена с плазменной струей.
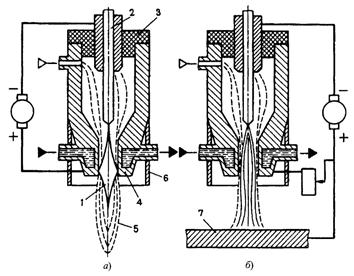
Соответственно применяют две схемы плазменных горелок. В горелках для получения плазменной струи дуга 1 горит между вольфрамовым электродом 2 и соплом 4, к которому подключен положительный полюс источника тока (рис. 5.12, а). Электрод изолирован от корпуса горелки керамической прокладкой 3. Сопло интенсивно охлаждается водой. Из сопла выходит ярко светящаяся плазменная струя 5. Горелка питается постоянным током прямой полярности от источников с падающей характеристикой. Дугу зажигают с помощью осциллятора.
Плазменная струя представляет собой независимый источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления поверхности заготовок. Тепловая мощность плазменной струи ограничена, и ее применяют для сварки и резки тонких металлических листов и неэлектропроводящих материалов, для напыления тугоплавки материалов.
Устройство горелок для получения плазменной дуги (рис. 5.12, б) принципиально не отличается от устройства горелок первого типа. Только дуга горит между электродом и заготовкой 7.
Плазменная дуга обладает большой тепловой мощностью, имеет более широкое применение: для сварки высоколегированной стали, сплавов титана, никеля, молибдена, вольфрама. Плазменную дугу применяют для резки материалов (меди, алюминия), наплавки тугоплавких материалов на поверхность.
Плазменной дугой можно сваривать металл толщиной до 10 мм без разделки кромок и применения присадочного материала. Так как плазменная дуга обладает высокой стабильностью, то обеспечивается повышенное качество сварных швов. Это позволяет выполнять микроплазменную сварку металла толщиной 0,025…0,8 мм.
Недостаток плазменной сварки – недолговечность горелок.
плазменная дуга
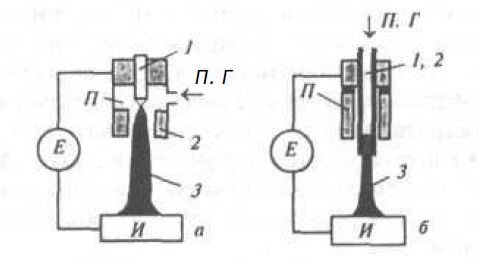
Плазменная дуга со стержневым (а) и полым (б) катодом. Е — источник питания; П
плазматрон; П. Г — плазмообразующий газ; И — изделие; / — катод; 2 — стабилизирующий дугу канал; 3 — плазменная дуга
Полезное
Смотреть что такое «плазменная дуга» в других словарях:
Плазменная дуга — Электрическая дуга с интенсивным образованием плазмы в результате принудительной продувки среды сквозь столб электрической дуги Источник: ГОСТ 12221 79: Аппаратура для плазменно дуговой резки металлов. Типы и основные параметры … Словарь-справочник терминов нормативно-технической документации
плазменная дуга — Стабилизиров. дуговой разряд между нагреваемым или расплавляемым телом (анодом) и катодом электродугового плазматрона. П. д. стабилизируется газ. потоками действием эл. магн. полей. П. д. прямого действия — более интенсивный и концентриров … Справочник технического переводчика
ПЛАЗМЕННАЯ ДУГА — дуговой разряд между нагреваемым или расплавляемым телом (анодом) и катодом электродугового плазма трона. Включение тела и катода работающего плазматрона в электрич. цепь с созданием между ними определ. разности потенциалов приводит (в условиях,… … Большой энциклопедический политехнический словарь
Плазменная обработка — обработка материалов низкотемпературной плазмой (См. Плазма), генерируемой дуговыми или высокочастотными Плазматронами. При П. о. изменяется форма, размеры, структура обрабатываемого материала или состояние его поверхности. П. о. включает … Большая советская энциклопедия
Плазменная горелка — ручной дуговой Плазматрон для нанесения покрытий, резки, сварки, наплавки и др. процессов плазменной обработки (См. Плазменная обработка). По принципу действия различают 2 группы П. г.: для работы плазменной дугой и для работы плазменной… … Большая советская энциклопедия
дуга захвата — [contact arc] часть окружности валка, по которой он соприкасается с металлом в очаге деформации при захвате; Смотри также: Дуга электрическая дуга плазменная дуга дуга контакта … Энциклопедический словарь по металлургии
дуга контакта — [contact arc] часть окружности валка, по которой он соприкасается с металлом в очаге деформации при установившемся процессе прокатки; Смотри также: Дуга электрическая дуга плазменная дуга дуга захвата … Энциклопедический словарь по металлургии
Дуга — [arc]: Смотри также: электрическая дуга плазменная дуга дуга захвата дуга контакта … Энциклопедический словарь по металлургии
Плазменная резка — Плазменная резка … Википедия
Нюансы плазменной сварки и область ее применения
Из большого многообразия методов обработки металлов – плазменная сварка является наиболее распространенной.
В первую очередь это обусловлено тем, что в современной промышленности довольно часто используется нержавеющая сталь, цветные металлы и их сплавы, для которых применение других видов обработки малоэффективно.
Современное оборудование обеспечивает высокую продуктивность в сравнении с другими технологиями.
Достоинства и недостатки плазменной сварки
Итак, что такое плазменная сварка? Это процесс локального расплавления металлического изделия плазменным потоком. Он формируется высокоскоростной дугой, температурой 5000-30000°С.
Газовый поток, проходящий через дугу, нагревается и ионизируется, за счет чего он превращается в плазменный поток и выдувается соплом плазматрона для сварки. В этом и заключается сущность ее работы.
Для того, чтобы данный аппарат функционировал, необходимо лишь электричество и поток сжатого газа. Если используется компрессор, тогда достаточно только электричества.
Для работы необходимо менять лишь плазмотрон и электроды. На этом обслуживание оборудования такого типа и заканчивается. В то время как для других типов сварок необходимо выполнять большее количество работ по уходу. Кроме того они являются более взрывоопасными.
К основным достоинствам данных аппаратов можно отнести:
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются вольфрамовые электроды диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.
Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
Характеристики
Принцип работы плазменной сварки дает понять, что ее лучше всего использовать для тонких материалов, нержавеющей стали, цветных металлов и сплавов на их основе. Стоит сразу отметить, что во многих случаях использование других технологий, аргонодуговую сварку не представляется возможным.
В то же время в металлургии и других областях промышленности необходимо выполнять работы именно с такими изделиями.
К основным характеристикам дуги микроплазменной сварки относятся:
Все перечисленные выше характеристики являются одновременно и достоинствами метода. Например, цилиндрическая форма и возможность увеличения длины позволяет осуществлять сварочные работы даже в самых труднодоступных местах.
Также особенности технологии упрощают проведение сварки при наличии колебаний изделий, за счет нечувствительности к изменению расстояния.
Устройство и принцип работы
Плазменная сварка характеризуется следующим принципом работы: она основана на формировании дуги посредством осциллятора. Приборы функционируют на токах прямой полярности, которые и питают дугу. Она, в свою очередь, образует плазму.
С использованием данной дуги можно осуществлять резку или соединение любых типов металлов и сплавов во всех пространственных положениях.
Плазма формируется из газов, в качестве которых используют аргон или гелий. Они же выполняют и защитные функции. Это исключает косвенное влияние оксида на изделие при плазменной сварке.
Метод характеризуется незначительной чувствительностью к изменению длины дуги. При этом возможно соединение деталей толщиной более пятнадцати миллиметров без скоса кромок.
Это становится возможным благодаря сквозному прорезанию детали. В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
Данная технология позволяет осуществлять различные типы соединений. Наибольшее преимущество заключается в возможности сваривания листового металла без разделывания кромок и использования припоя.
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.
Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус горелки выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом. Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.
Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Используемое оборудование
Установки для плазменной сварки широко применяются не только на крупном производстве, но и в бытовых условиях. При этом стоит отметить, что спрос на данном оборудовании постоянно растет, что лишний раз подтверждает его востребованность.
Все оборудование, предназначенное для выполнения данной работы, можно разделить по следующим особенностям:
По своим возможностям плазменная дуга уступает пальму первенства только лишь нескольким технологиям, основанным на лазерном и электронном лучах. В сравнении с другими методами, плазменный отличается более высокой эффективностью и производительностью.
При этом стоит отметить, что не стоит забывать и о других технологиях. Так, для сваривания деталей в серьезных отраслях, например, в авиастроении и аэрокосмической сферах, широко используется аргонодуговая сварка.
Плазменная, в свою очередь, чаще всего применяется для резки металлов, так как она позволяет осуществлять данный процесс с высокой скоростью.
Особенно она становится незаменимой при обработке сплавов с минимальным последующим короблением и развитием напряжений, а также деформаций.
Плазменная технология сварки является единственно возможным и доступным методом обработки некоторых металлов и сплавов. Особенно это относится к нержавеющим сталям, меди, латуни и т.д. Данный метод позволяет получать качественные, надежные и тонкие швы, а также осуществлять резку с высокой эффективностью.
Отдельное применение она нашла в соединении тонколистового металла без использования присадочной проволоки. Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.
Сущность процесса плазменной сварки
Плазменная сварка применяется при соединении некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, также изделий из разных материалов.

Технология соединения металлов с помощью плазменной дуги открывает большие возможности в области сварки. Она основана на принципе расплавления сплавов узконаправленной струей плазмы, обладающей огромной энергией. Плазменная сварка применяется при соединении некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов.
Особенности технологии
Плазменная сварка основана на технологии аргонодуговой сварки. Различие этих технологий в особенностях дуги. В отличие от обычной электрической, дуга плазмы представляет собой сжатую плазменную струю, обладающую мощной энергией. Чтобы понять сущность процесса плазменной сварки, нужно знать, что такое плазма и условия ее возникновения.
Что такое плазма и как она возникает
Плазма — это состояние газа при его частичной или полной ионизации. Это значит, что он может состоять не только из нейтральных молекул и атомов, но и из электронов и ионов , обладающих определенным электрическим зарядом или полностью состоять из заряженных частиц. Для перевода газа в состояние плазмы нужно ионизировать большую часть его молекул и атомов. Чтобы добиться этого, необходимо приложить к электрону, входящему в состав атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него.
, обладающих определенным электрическим зарядом или полностью состоять из заряженных частиц. Для перевода газа в состояние плазмы нужно ионизировать большую часть его молекул и атомов. Чтобы добиться этого, необходимо приложить к электрону, входящему в состав атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него.
Для этого должны быть созданы определенные условия, которые и были разработаны в области получения плазменной дуги.
Первое упоминание о разработке плазменной сварки было в 1950 году. В 1960 году были представлены некоторые принципы получения плазменного потока и внедрена технология и оборудование плазменной сварки. У нас в стране исследованиями в этой области и разработкой технологии занимались в Институте металлов им. А. А. Байкова, руководил проектом Н.Н. Рыкалин. После изучения физических свойств и энергии сжатой электрической дуги в среде аргона, преобразованной в плазменную струю, были определены ее технические возможности в области сварки и разработано специальное оборудование.
Схема получения плазменной струи
Таким образом, для преобразования электрической дуги в наэлектризованную струю плазмы, необходимо выполнить два условия:
Сжатие обеспечивает специальное устройство плазмотрона. В итоге, толщина струи уменьшается, а напор — возрастает. Одновременно к дуге подается газ, который под ее воздействием нагревается и превращается в плазму. За счет нагрева происходит расширение и увеличение объема газа. В результате из сопла он устремляется с большой скоростью. При этом, если обычный электрический разряд имеет температуру порядка 5000-7000 о С, то плазма может достигать 30 000 о С.
Для образования плазмы используют в основном аргон с добавлением небольшого количества гелия. Электрод должен быть также защищен нейтральным аргоном. В качестве электрода выбирают вольфрамовые изделия с добавлением тория или иттрия.
Технология плазменной сварки характеризуется высокой температурой и небольшим диаметром дуги, что обеспечивает ее значительную мощность.
Основные характеристики и преимущества
Такие свойства плазмы обеспечивают существенные возможности этой сварки перед аргонодуговой сваркой:
Недостатки технологии
Виды плазменной сварки
Плазменные устройства работают преимущественно с горелками, использующими постоянный ток.
Применяют две схемы работы:
Соединение металлов с использованием плазмы разделяют также по значению величины используемого тока. Применяется следующие виды сварки:
При микроплазменной сварке металл практически не прогорает. В случае использования токов большого значения достигается полное проплавление шва с разделением изделий и последующей их заваркой.
Устройство и принцип работы плазмотрона
Используют два вида конструкций плазмотронов, работающих по схеме косвенного или прямого образования дуги.
Для плазменной сварки используют преимущественно плазмотрон, работающий по прямой схеме, когда катодом служит вольфрамовый электрод, а анодом — свариваемая поверхность. Именно тогда дуга приобретает форму цилиндра.При косвенной схеме работы струя плазмы имеет обычный конический вид.
Основными узлами такого устройства являются:
Для возбуждения основной дуги к поверхности металла от аппарата подключается положительно заряженный кабель.
Для того, чтобы облегчить розжиг основной дуги, в камеру плазмотрона встроен вспомогательный электрод, выполняющий роль анода. При включении плазмотрона в сеть и его запуске этот электрод получает положительный заряд, образуя дугу с вольфрамовым катодом. Возникшая плазменная струя разогревает свариваемый металл и провоцирует розжиг основной мощной плазменной дуги по схеме “вольфрамовый катод-поверхность металла”. Выполнив свою функцию, дежурная плазменная дуга гасится, а аппарат продолжает работать на основной струе плазмы.
Оборудование для сварки плазмой
Для проведения плазменной сварки в нашей стране используют аппараты отечественного производства, наиболее востребованным из которых является мобильный аппарат универсального применения «ПЛАЗАР».
Также распространены в использовании плазмотроны зарубежного изготовления «FoxWeld PLAMA 33 Vulti», «BLUE WELD BEST PLASMA 60 HF» и другие.



