Технология и процесс плазменного напыления
Плазменное напыление – технологический процесс диффузионной металлизации, с помощью которого можно эффективно формировать защитное покрытие и проводить восстановление изношенных частей металлических изделий. Рассмотрим сущность процесса.
Несущая поверхность детали иногда требует доработки: изменения структуры или свойств механических и физических параметров. Провести такое преобразование можно, используя плазменное напыление. Процесс является одним из видов диффузии, при которой происходит металлизация внешнего слоя изделия. Для осуществления такой обработки применяют специальное оборудование, способное превращать металлические частички в плазму и с высокой точностью переносить ее на объект.
Свойство покрытий, полученных путем диффузионной металлизации, отличается высоким качеством. Они имеют хорошую адгезию к основанию и практически составляют с последним единое целое. Универсальность метода заключается в том, что нанести можно абсолютно любые металлы, а также другие материалы, например полимеры.
Получить напыление способом плазменного переноса частиц можно только в условиях производственных цехов на заводах и фабриках.
Сущность и назначение плазменного напыления металлов
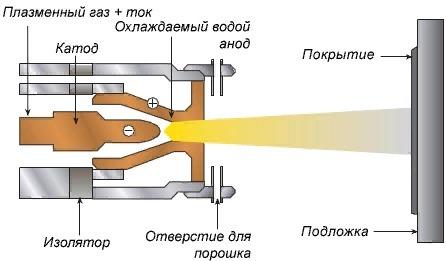
Суть процесса плазменного напыления заключается в том, что в струю из плазмы, которая имеет сверхвысокие температуры и направлена на обрабатываемый объект, подают дозированное количество частиц металла. Последние расплавляются и, увлекаемые струей, оседают на поверхности детали. К плазменному напылению прибегают в следующих случаях:
Плазменное напыление отличается от других видов напыления рядом особенностей:
Методом диффузионной металлизации плазменного типа можно получать слои толщиной от нескольких миллиметров до микрон.
Технология и процесс напыления
Одновременно в сопло подается металлический материал в виде порошка. Этот металл под воздействием плазмы превращается в субстанцию с высокой способностью к проникновению в поверхностный слой обрабатываемого изделия. Распыляемый под давлением расплавочный материал оседает на основании.
Современные плазменные горелки имеют КПД в пределах 50–70 %. Они позволяют работать с любыми металлами, в том числе и тугоплавкими сплавами. Плазменное напыление – полностью управляемый процесс, позволяющий регулировать скорость подачи плазмы, мощность и форму струи.
К подложке напыляемый материал может доходить в твердом состоянии, в пластичной форме либо в жидком виде. Это определяется режимом технологического процесса.
Применяемое оборудование
Современные установки диффузионной металлизации имеют специальное программное обеспечение, позволяющее путем введения заданных параметров проводить полностью автономную операцию обработки изделия. В задачи оператора входит установка детали в камеру и задание точных условий проведения процесса.
Уважаемые посетители сайта: специалисты и технологи по плазменному напылению! Поддержите тему статьи в комментариях. Будем благодарны за конструктивные замечания и дополнения, которые расширят обсуждаемый вопрос.
Плазменное напыление металла
Виды и применение процессов плазменного напыления металлов
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.

Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.

Схема плазменного напыления
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.
Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.
При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот.
Последующая обработка готового покрытия
В силу особенностей процесса плотность напылённого слоя и прочность его сцепления с основным металлом не всегда бывают достаточными для обеспечения долговечности покрытия. Поэтому часто после обработки деталь подвергается последующему поверхностному оплавлению с использованием кислородно-ацетиленового пламени, либо в термических печах. Как следствие, плотность покрытия возрастает в несколько раз. После этого продукцию шлифуют и полируют, применяя твердосплавный инструмент.
С учётом последующей доводки изделия, толщину слоя металла после обработки принимают не менее 0,8 — 0,9 мм.
Для придания детали окончательных прочностных свойств её закаливают и отпускают, применяя технологические режимы, рекомендуемые для основного металла.
Плазменное напыление повышает теплостойкость, износостойкость и твёрдость изделий, увеличивает их способность противодействовать коррозионным процессам, а напыление с декоративными целями значительно улучшает внешний вид деталей.
Ограничениями технологии диффузионного плазменного напыления считаются чрезмерная сложность конфигурации заготовки, а также относительная сложность используемых установок.
При невысоких требованиях к равномерности образующегося слоя можно использовать и более простые установки, конструктивно напоминающие сварочные полуавтоматы. В этом случае плазменное напыление производится в воздушном пузыре, который образуется при обдуве зоны обработки компрессором. Электроды, в составе которых имеется напыляемый металл, последовательно перемещаются по контуру изделия. Для улучшения сцепления напыляемого металла с основой внутрь зоны напыления вводится также присадочный материал.

Процесс напыления металлического порошка на токарном станке
Расскажем, как и зачем проводится плазменное напыление
Если вы хотите облагородить вашу металлоконструкцию и улучшить ее технические качества, то плазменное напыление – идеальный вариант.
Плазменная отделка является усовершенствованным видом диффузной металлизации, который представляет собой создание слоя из иного вида металла или сплава металлов.
Благодаря этому процессу повышается надежность, внешний вид и устойчивость от воздействия коррозии.
Свойства плазменного напыления
Работая с металлоконструкцией, порой надобно дополнить ее дополнительными свойствами, чтоб можно было использовать в любой сфере.
Таким образом поверхность станет еще больше резистентной к влаге, высокой температуре и химии.
Диффузная металлизация обладает многими особенностями, которые делают ее уникальной среди других видов обработки металла.
«Для совершения диффузной металлизации, применяется сложная аппаратура, в отличие от газоплазменного оборудования. Чтоб провести плазменную металлизацию, надобно использовать газовое и электроприспособление.»
Какое оснащение применяется для диффузного напыления

Для совершения напыления ионами металла используется техническая плазма высокой температуры – совокупность множества квантовых частиц света, положительных ионов, нейтральных элементов, электронного газа.
В силу высокой температуры электрические газовые разряды создают сильную термоионизацию элементов, которые соединяются между собой и внешней средой. Потому существует простая плазма, слабо, умеренно и сильно ионизированная (в свою очередь делится на низкотемпературную и высокотемпературную).
Для того, чтоб совершить плазменную ионизацию металлоконструкции, применяется специфическое оснащение — плазменная аппаратура.
Как правило, применяется дуговой, импульсный либо искровой электрический разряд.
Чтоб все это реализовать, вам надобно воспользоваться:
Порядок плазменной ионизации происходит в следующем порядке:
Сферы применения диффузионной металлизации
В силу того, что плазменному напылению может быть подвержен любой металл или металлический сплав, такой вид диффузионной обработки используется в промышленных масштабах, а также для реставрационных работ.
Металл в порошковом виде переносится в плазменное оборудование, в котором в силу воздействия плазмы высокой температуры он расплавляется и абсорбируется в металл тонким шаром.
Далее рассмотрим, где применяется распыление:
После прохождения плазменно-порошковой струи по электродуге, и ее оседания на основании, оно обогащается следующими свойствами:
«Наполнение плазменных порошков производится с помощью плазмообразующего либо транспортируемого газа. В силу металлизации получаются различные покрытия, независимо от температуры плавления (металл, комбинированный сплав, карбид, оксид, борид, нитрид, композит). После обработки материал внешне ни капли не пострадает, а наоборот обогатится дополнительными свойствами. Напылению подвергаются твердые и мягкие шары, тугоплавкие материалы, и средства любой плотности.»
Методы напыления плазмой
Для металлизации изделия можно не ограничиваться только порошковыми средствами.
Смотря какие свойства вы хотите добиться после процедуры плазменной металлизации, в ход могут применяться такие методы:
Как правило, плазменное напыление применяется при реставрации автомобильных делателей и двигателя. Таким методом дарится «вторая жизнь» отверстию коренной опоры в блоке цилиндра, убирается устаревшая головка цилиндра, восстанавливается алюминиевый поршень, чугунный коленчатый вал, ролики, катки и прочее.
Ионно-плазменное напыление в разы повышает устойчивость к износу промышленного оснащения, различных механизмов и аппаратов.
Этим методом реально обновить изношенную или уже устаревшую металлоконструкцию, а также облагородить основание надежностью и долгосрочностью эксплуатации.
Рис. 3. Микрофотография плазменного покрытия.
Для генерирования плазмы используют различные плазмотроны. Реализуемые в конкретной конструкции диапазон и уровень удельных мощностей характеризуют эффективность преобразования электрической энергии дуги в тепловую плазменной струи, а также технологические возможности плазмотрона.
Задача разработки технологического плазмотрона всегда сводится к созданию относительно простой, ремонтопригодной конструкции, обеспечивающей стабильную длительную работу в широком диапазоне изменения сварочного тока дуги, расхода и состава плазмообразующего газа, а также генерирование плазменной струи с воспроизводимыми параметрами, что позволяет эффективно обрабатывать материалы с различными свойствами.
В практике напыления применяют как однородные порошки различных материалов (металлов, сплавов, оксидов, бескислородных тугоплавких соединений), так и композиционные, а также механические смеси указанных материалов.
Наиболее распространены следующие порошковые материалы:
металлы — Ni, Al, Mo, Ti, Cr, Cu;
В случае применения композиционных порошков в технологии газотермического напыления преследуют следующие цели:
улучшение условий формирования покрытий за счет увеличения средней плотности частиц, введение компонентов с высокой энтальпией.
Применяемые для напыления порошки не должны разлагаться или возгоняться в процессе напыления, а должны иметь достаточную разницу между температурами плавления и кипения (не менее 200 °С).
При выборе порошковых материалов для получения различных плазменных покрытий необходимо учитывать следующие положения.
Гранулометрический состав применяемых порошковых материалов имеет первостепенное значение, так как от него зависят производительность и коэффициент использования, а также свойства покрытий. Размер частиц порошка выбирают в зависимости от характеристик источника тепловой энергии, теплофизических свойств напыляемого материала и его плотности.
Обычно при напылении мелкодисперсного порошка получают более плотное покрытие, хотя в нем содержится большое количество оксидов, возникающих в результате нагрева частиц и их взаимодействия с высокотемпературным потоком плазмы. Чрезмерно крупные частицы не успевают прогреться, поэтому не образуют достаточно прочной связи с поверхностью и между собой или просто отскакивают при ударе. При напылении порошка, состоящего из смеси частиц разных диаметров, более мелкие частицы расплавляются в непосредственной близости от места их подачи в сопло, заплавляют отверстие и образуют наплывы, которые время от времени отрываются и в виде больших капель попадают на напыляемое покрытие, ухудшая его качество. Поэтому напыление предпочтительно следует производить порошками одной фракции, а все порошки перед напылением подвергать рассеиванию (классификации).
Для керамических материалов оптимальный размер частиц порошка 50-70 мкм, а для металлов — около 100 мкм. Порошки, предназначенные для напыления, должны иметь сферическую форму. Они обладают хорошей сыпучестью, что облегчает их транспортировку к плазмотрону.
Почти все порошки гигроскопичны и могут окисляться, поэтому их хранят в закрытой таре. Порошки, находившиеся некоторое время в открытой таре, перед напылением прокаливают в сушильном шкафу из нержавеющей стали слоем 5-10 мм при температуре 120-130 °С в течение 1,5-2 ч.
Порошок для напыления выбирают с учетом условий эксплуатации напыляемых деталей.
Возможными дефектами плазменно-дугового способа нанесения покрытий является отслоение напыленного слоя, растрескивание покрытия, появление на поверхности крупных капель материала покрытия, капель меди, а также разнотолщинность покрытия (выше допустимой).
С целью повышения адгезионной и когезионной прочностей и других качественных характеристик плазменные покрытия подвергают дополнительной обработке различными способами: обкатка роликами под током, очистка напыляемых поверхностей от окалины и удаление слабо сцепленных с основой или с предыдущим слоем частиц металлическими щетками в процессе самого напыления, струйно-абразивная и ультразвуковая обработка и др.
Технологический процесс плазменного напыления состоит из предварительной очистки (любым известным методом), активационной обработки (например, абразивно-струйной) и непосредственно нанесения покрытия путем перемещения изделия относительно плазмотрона или наоборот.
Лащенко Г.И. Плазменное упрочнение и напыление. – К.: «Екотехнолог i я», 2003 – 64 с.
Технология напыления металлов: основные способы металлизации изделий
Производство металлических изделий модернизируется по мере развития передовых технологий. Металл в большей степени подвержен воздействию влаги, поэтому для обеспечения высокого срока эксплуатации и придания деталям, рабочим механизмам и поверхностям требуемых свойств, в современной промышленности широко используют напыление металлов. Технология порошковой обработки заключается в нанесении на базовую металлическую основу защитного слоя, обеспечивающего высокие антикоррозийные характеристики напыляемых изделий.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
Процесс используется для формирования оптимальных характеристик поверхностного слоя, а также как метод восстановления изношенных стальных деталей.

Плазменное напыление металлов часто применяется для восстановления изношенных стальных деталей
Варианты плазменной металлизации
Для нанесения на металлическую поверхность некоторого слоя напыления в условиях высокотемпературной плазменной среды в качестве формирующих покрытий используют не только порошковые составы. В зависимости от того, какими свойствами должна обладать обработанная поверхность, используют следующие особенности плазменной металлизации:
Наиболее часто этот вид обработки используют для восстановления различных деталей при ремонте автомобильных двигателей. Так, при помощи диффузной металлизации удается восстановить отверстия коренных опор в блоках цилиндров (распространенная поломка), устранить износ головок цилиндров, реставрировать поршни из алюминиевого сплава, коленчатые валы из высокопрочного чугуна, ролики, катки.
При использовании ионно-плазменного напыления значительно возрастает износостойкость сложных узлов оборудования, механизмов и установок. Диффузная металлизация – это эффективный метод реставрации изношенного и усталого металла, а также оптимальный процесс для задания металлическим поверхностям необходимых прочностных и эксплуатационных характеристик.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
4. Высокоскоростное газопламенное напыление (HVOF «High Velocity Oxygen Fuel Spraying»)
Высокоскоростное газопламенное напыление по праву считается наиболее современной из технологий напыления. В странах Европы и Северной Америки высокоскоростное напыление практически вытеснило гальванику и методы вакуумного напыления во многих отраслях. Твердосплавные покрытия, нанесенные методами высокоскоростного напыления, по всем статьям превосходят гальванические покрытия, процесс создания которых признан чрезвычайно канцерогенным.
В начале 80-х годов прошлого века появились установки высокоскоростного напыления, более простые по конструкции и основанные на классической схеме жидкостного реактивного двигателя, со скоростью газового потока более 2000 м/с.
Плотность покрытий достигает при этом 99 %. В качестве наносимого материала используют порошки карбидов, металлокарбидов, сплавов на основе Ni, Cu и др. Для увеличения скорости частиц увеличивают скорость истечения продуктов сгорания путем повышения давления в камере сгорания до 1,5 МПа, а в конструкцию горелки вводят сопло Лаваля. На рис. 3 представлена схема распылителя системы высокоскоростного напыления.
В результате порошкового напыления образуется надежное, долговечное покрытие, обладающее отличными эксплуатационными свойствами. В том числе устойчивостью к коррозии, истиранию, ударам и другим внешним воздействиям. Оно продлевает срок службы изделий на десятки лет. При этом стоимость такого защитного покрытия гораздо ниже, чем аналогичного гальванического.
Последующая обработка покрытия
Процесс распыления в потоке плазмы ограничен материалами, которые имеют более высокую температуру плавления, чем пламя. При более низких температурах и скоростях (до 40 м/с), энергетические характеристики движущихся частиц уменьшаются, что приводит к окислообразованию, пористости и наличием различных включений в готовом покрытии. Снижается прочность сцепления и адгезии между покрытием и подложкой. Такие покрытия подвергают шлифовке или полированию. В обоснованных случаях предусматривается термическая обработка – закалка, отпуск, нормализация.
Достоинства осевого ввода порошка
Осевой ввод порошка — это качественный скачок в технике плазменного напыления. Дело тут не только в том, что при осевом вводе значительно уменьшаются потери порошка, но и в том, что открываются возможности напыления совсем других порошковых материалов, непригодных для радиального ввода. Так как этот аспект является принципиально важным для понимания следующих разделов, остановимся на нем подробнее.
Итак, что же происходит при радиальном вводе порошка в струю пламени на выходе из сопла? Перечислим недостатки такого ввода:
Переход на осевое введение порошка позволяет полностью избавиться от вышеперечисленных проблем:
Автору очень повезло, что в его распоряжении в течение многих лет находился плазматрон Axial III с осевым вводом порошка. Если бы не это, то создание новых многокомпонентных покрытий было бы просто невозможно.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Где используют плазменную металлизацию
Поскольку напыляемым материалом может служить практически любой сплав или металл, ионно-плазменное напыление широко используют в различных отраслях промышленности, а также для проведения ремонтно-восстановительных работ. Любой металл в виде порошков подается в плазменные установки, где под воздействием высокотемпературной плазмы расплавляется и проникает в обрабатываемую металлическую поверхность в виде тонкого слоя напыления. Сферы применения диффузной металлизации:
Когда струя плазмы и порошков проходит по электродуге и осаживается на обрабатываемой поверхности, образованный слой приобретает важные качественные и эксплуатационные характеристики:
Ввод напыляемых порошков в установки осуществляется с плазмообразующим или транспортируемым газом. Плазменное напыление позволяет получать различные типы покрытий без ограничения по температуре плавления: металлы, комбинированные сплавы, карбиды, оксиды, бориды, нитриды, композит. Материал, который обрабатывается в установках, не подвергается структурным изменениям, но поверхность изделия приобретает необходимые качественные характеристики. Напылять можно комбинированные слои (мягкие и твердые), тугоплавкие покрытия, различные по плотности составы.
Особенности лазерного осаждения металлов
Благодаря точной направленности луча лазера, во время наплавки происходит формирование равномерно плотного конгломерата из порошка и материала основы. Толщина металлического разжижения колеблется в пределах 0,2-1 мм, удается создать несколько таких слоев, располагающихся один над другим.
Для нанесения линий, граней или контуров установка оборудована оптическим устройством с возможностью автоматического перемещения. Равномерность распределения слоев обеспечивается интеллектуальной системой сенсоров. Прогрессивную наплавочную технологию реализуют с использованием двух типов лазерного излучения – импульсного и непрерывного.
Главные плюсы метода
К преимуществам технологии относят:
К недостатку этого вида напыления относят только один факт. Слои можно наносить на пластичные металлы, такие как медь, цинк, алюминий, никель и сплавы на их основе.
Производители разных стран выпускают оборудование стационарного и переносного типа для ручного и автоматизированного нанесения покрытий разной производительности на разные металлы.
Где применяют
Методику осаждения жидкого металла широко использует современная промышленность для восстановления участков деталей, пострадавших от повреждений. Лазерная наплавка применяется не только для ремонта и упрочнения покрытий, но и для создания комплектов новых деталей.
В металлургии, судостроении и нефтегазовой отрасли лазерную наплавку чаще всего выбирают для усиления отдельных участков заготовок либо коррекции их геометрических параметров. Возможность экспериментировать с вариантами наплавления металла открывает перспективы для создания деталей различных форм. Лазерная наплавка позволяет быстро восстановить работоспособность дорогих механизмов, сэкономив деньги и время.
Используемая литература и источники:
Воздействие скорости частиц на качество и эффективность покрытия
Виды работ по созданию покрытий
Технологию лазерной наплавки реализуют путем нанесения на поверхность изношенного механизма слоя металла, в результате чего присадка сваривается с основой. С учетом минимального подплавления основы, можно утверждать, что свойства наплавки зависят от материала, используемого в качестве присадки. На современном производстве подачу затратного материала выполняют одним из трех основных способов.
Оплавление лазерным лучом
Поверхность детали предварительно покрывают порошковой пастой, подбирая состав обмазки, удовлетворяющий определенным требованиям. Оплавление лучом лазера реализуют последовательно, чтобы охватить всю намеченную зону. Если нужно создать многослойное покрытие, после каждого сканирования лазером наносят следующий слой пасты, для каждого слоя отдельный пласт обмазки.
Преимущества – простая по технологии выполнения наплавка не утяжеляет конструкцию агрегата. К недостаткам относят трудоемкий процесс осаждения, неравномерность наплавленной поверхности по причине натяжения поверхностной пленки расплавившегося металла.
Боковая подача газопорошкового микса
Лазерной наплавкой этого типа до недавнего времени пользовались наиболее часто. Подача порошка внутрь плавильной ванны осуществляется методом впрыскивания сбоку от лазерного луча либо навстречу ему. Во время наплавления формируются валики с различным типом геометрии.
Преимущества – благодаря газопорошковой технологии создается более качественный плакирующий слой. Наплыв характеризуется равномерной толщиной и химическим составом, открывается возможность использования композитных материалов при сохранении фазы упрочнения. Недостаток методики обусловлен несимметричной доставкой порошка по отношению к линии движения лазерного луча. Даже при его сканировании в плоской проекции.
Коаксиальный способ наплавления
Подача обогащенного газом порошка осуществляется через сопло непосредственно в зону работы лазера сплошным потоком конусообразной формы. Методика признана самым универсальным способом формирования покрытий однородного либо композитного типа для плоских, а также трехмерных деталей.
Преимущества – гарантирование симметричности по отношению к направлению плавки, равномерное сцепления валиков сваркой. Наплавку лазерного типа характеризует высокая производительность использования присадки для сложно обрабатываемых поверхностей. Характерная особенность, а также недостаток создания наплава, в сложности обеспечения подачи с равномерной симметрией.
Основной параметр качества лазерного напыления напрямую связан с расходом порошка. Для регулирования толщины осаждаемого пласта металла, его разжижения и твердости необходимо подобрать соответствующий диаметр лучевого потока в сочетании с мощностью установки, а также скоростью процесса.



