§ 9. Программирование ЧПУ. Постоянные циклы сверления
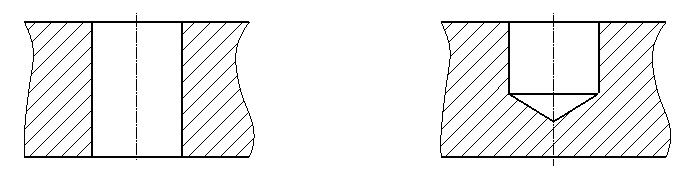
По геометрии отверстия классифицируют на цилиндрические, ступенчатые, фасонные, конические. В детали отверстие может быть сквозным (обеспечивает выход инструмента) и глухим. Для обработки отверстий может применяться различный инструмент: лезвийный (сверла, зенкера, развертки, зенковки, резцы и т.д), абразивный и другие. На рисунке ниже показаны сквозное (слева) и глухое отверстия.
На металлорежущих станках обработка производится лезвийным инструментом, а операция называется аналогично названию инструмента. Для обработки одного отверстия в зависимости от геометрии, точности и шероховатости может применяться несколько операций (центровка, предварительное сверление, растачивание и т.д.)
Для программирования обработки отверстий на станках ЧПУ используют так называемые постоянные циклы сверления.
Постоянный цикл сверления – это макропрограмма, заложенная в систему ЧПУ и вызываемая как функция с передачей параметров обработки. Возникновение циклов сверления уходит своими корнями во времена, когда программист вручную писал управляющую программу для обработки, а система ЧПУ не имела достаточного объема памяти для хранения этой программы.
Поэтому основной целью создания подобного функционала являлось сокращения времени программирования и минимизация кода (количество символов в программе). Постоянный цикл сверления упрощает программу, заменяя несколько ее строк одним блоком.
В коде ИСО 7 бит для программирования постоянных циклов сверления используются G-коды с номерами от 80 до 89 (G80-G89), часть из которых зарезервирована и не используется.
G80 – отмена цикла сверления;
G81 – простое сверление (Single Pecking Drilling);
G82 – сверление с ломкой стружки (Break Chip Drilling);
G83 – глубокое сверление (Deep Drilling);
G84 – нарезка резьбы (Tapping);
G85 – растачивание (Counter Bore);
Как видно из таблицы, номер G функции задет тип операции сверления. Перед тем как вызвать нужный цикл, инструмент позиционируется в нужную точку относительно системы координат. После вызывается цикл сверления с характерными для него параметрами.
Простое сверление (G81)
Данный цикл предполагает непрерывное движение сверла в материале от верха до дна отверстия с заданной скоростью. Для программирования используется код G81. Для сверления отверстия на рисунке ниже, потребует следующий фрагмент управляющей программы. 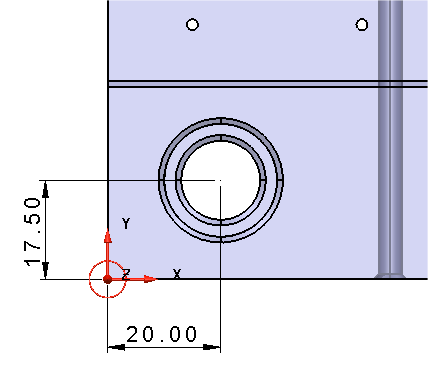
%
O0001
N10 G17 G40 G49 G80 G90 (подготовительная часть УП)
N15 T1 M6 (установка инструмента)
N20 G54 (задание нулевой точки детали)
N25 G0 G43 Z50 H1 (включение корректора на длину)
N30 X20 Y17.50 (выход в точку центра отверстия)
N35 G1 Z15 F500 (выход на безопасную плоскость Z=15мм)
N40 G81 Z-30 R5 F100 (вызов цикла простого сверления)
N45 G80 (отменить цикл сверления)
N50 G0 Z50 (подъем в конечную точку траектории)
N55 M05 (выключить обороты шпинделя)
N60 M30 (конец программы)
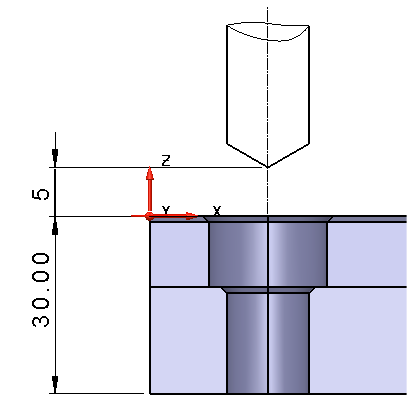
В кадре 40 производится вызов цикла простого сверления G81, согласно которому инструмент опускается на глубину отверстия 30 мм (Drilling Total Depth), которая задается параметром Z-30, после чего будет выведен на плоскость отвода R5 (Clear Plane). На рисунке ниже показан эскиз обрабатываемого отверстия.
Если необходимо просверлить сразу несколько однотипных отверстий, то после объявления цикла координаты всех отверстий перечисляются построчно. Вызванный цикл будет активным до тех пор, пока не будет выдана команда на окончание цикла сверления G80.
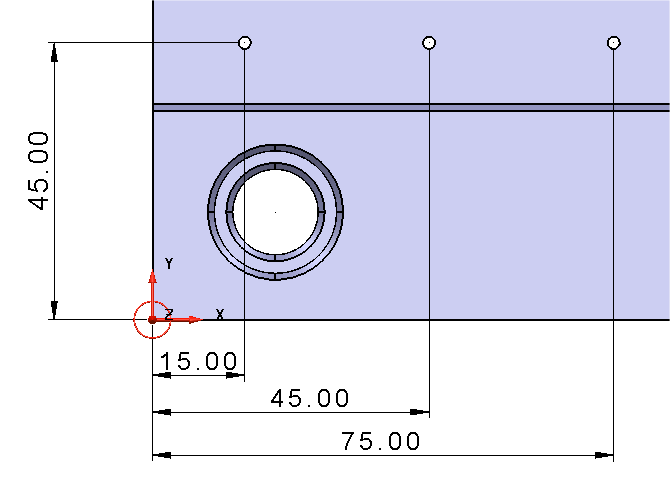
Управляющая программа для обработки нескольких отверстий будет выглядеть следующим образом:
% O0001
N10 G17 G40 G49 G80 G90 (подготовительная часть УП)
N15 T1 M6 (установка инструмента)
N20 G54 (задание нулевой точки детали)
N25 G0 G43 Z50 H1 (включение корректора на длину)
N30 X15 Y45 (выход в точку центра отверстия 1)
N35 G1 Z15 F500 (выход на безопасную плоскость Z=15мм)
N40 G81 Z-30 R5 F100 (вызов цикла простого сверления)
N45 X45 (переход и сверление отверстие 2)
N50 X75 (переход и сверление отверстие 3)
N45 G80 (отменить цикл сверления)
N50 G0 Z50 (подъем в конечную точку траектории)
N55 M05 (выключить обороты шпинделя)
N60 M30 (конец программы)
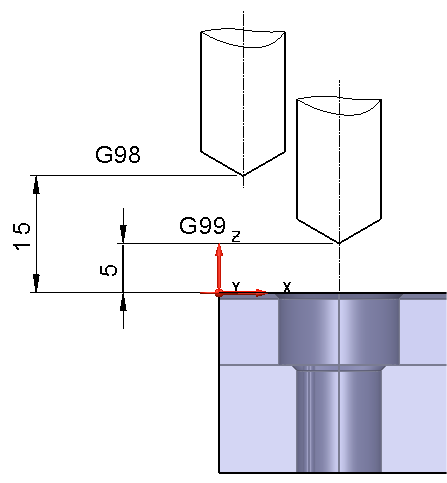
Допускается управлять положением инструмента по оси Z при движении от одного отверстия к другому. Для этого используются коды G98 и G99. При задании кода G98 инструмент отводится на безопасную плоскость – плоскость, на которой инструмент находился перед вызовом постоянного цикла сверления. Код G99 – производит отвод инструмента на плоскость отвода, которая определятся параметром R цикла.
Сверление с ломкой стружки (G82)
Отличается от простого сверления дополнительным параметром P, который устанавливает время выдержки сверла на дне отверстия. Это способствует удалению стружки из отверстия. Задается кодом G82.
G82 Z-30 R5 P1000 F100, где P – время выстоя в 1/1000 сек (в данном примере выстой составит 1 сек).
Глубокое сверление (G83)
Данный цикл сверления предназначен для сверления глубоких отверстий (длина отверстия больше 5 его диаметров). В разной литературе также можно встретить название данного цикла как прерывистое сверление. Это связно с характером движения сверла при обработке отверстия. Во время выполнения цикла инструмент углубляется на расстояние Q, заданное в параметрах, после чего возвращается на плоскость отвода. И так повторяется до тех пор, пока не будет обработано все отверстие. Такая технология позволяет удалять большую часть стружки из отверстия и предотвращает поломку сверла.
Для программирования глубокого сверления используется код G83, со следующим набором параметров.
Постоянные циклы станка с ЧПУ
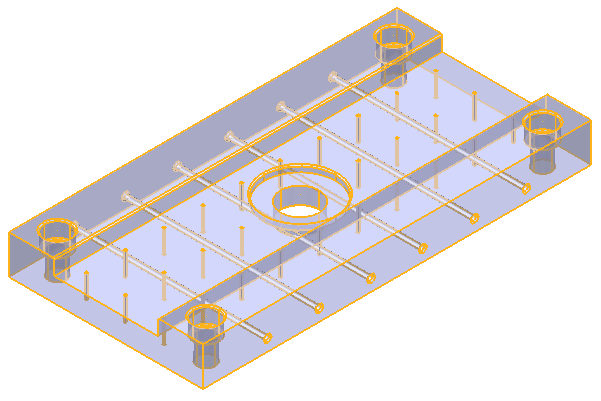
Рисунок 4 – Постоянные циклы обычно используются для обработки отверстий
Таблица 3 – Некоторые постоянные циклы для обработки отверстий
| Инструкция | Описание |
| G74 | Цикл нарезания резьбы при помощи метчика левой резьбы |
| G80 | Отмена постоянного цикла |
| G81 | Стандартный цикл сверления |
| G82 | Сверление с выдержкой |
| G83 | Цикл прерывистого сверления |
| G84 | Цикл нарезания резьбы |
| G85 | Стандартный цикл растачивания |
| G98 | Работа с исходной плоскостью |
| G99 | Работа с плоскостью отвода |
Предположим, что необходимо просверлить несколько отверстий в детали. Чтобы просверлить одно отверстие нужно на рабочей подаче опустить сверло на требуемую глубину, затем вывести его вверх на ускоренной подаче, и переместить к следующему отверстию.
| % | |
| O0005 | Начало программы |
| N100 G21 | |
| N102 G0 G17 G40 G49 G80 G90 | Строка безопасности |
| N104 Т1 М6 | Вызов инструмента |
| N106 G0 G90 G54 Х5. Y5. S1000 М3 | Перемещение к отверстию №1 |
| N108 G43 Н1 Z100. | Коррекция на длину инструмента |
| N110 Z10. | |
| N112 G1 Z-8. F70. | Сверление отверстия №1 |
| N114 G0 Z10. | Вывод сверла на ускоренной подаче |
| N116 X15. | Перемещение к отверстию №2 |
| N118 G1 Z-8. F70 | Сверление отверстия №2 |
| N120 G0 Z10. | Вывод сверла на ускоренной подаче |
| N122 Х-5. | Перемещение к отверстию №3 |
| N124 G1 Z-8. F70 | Сверление отверстия №3 |
| N126 G0 Z10. | Вывод сверла на ускоренной подаче |
| N128 Х-15. | Перемещение к отверстию №4 |
| N130 G1 Z-8. F70 | Сверление отверстия №4 |
| N132 G0 Z10. | Вывод сверла на ускоренной подаче |
| N134 X5. Y-5. | Перемещение к отверстию №5 |
| N136 G1 Z-8. F70 | Сверление отверстия №5 |
| N138 G0 Z10. | Вывод сверла на ускоренной подаче |
| N140 X15. | Перемещение к отверстию №6 |
| N142 G1 Z-8. F70 | Сверление отверстия №6 |
| N144 G0 Z10. | Вывод сверла на ускоренной подаче |
| N146 Х-5. | Перемещение к отверстию №7 |
| N148 G1 Z-8. F70 | Сверление отверстия №7 |
| N150 G0 Z10. | Вывод сверла на ускоренной подаче |
| N152 Х-15. | Перемещение к отверстию №8 |
| N154 G1 Z-8. F70 | Сверление отверстия №8 |
| N156 G0 Z10. | Вывод сверла на ускоренной подаче |
| N158 Z100. | |
| N160 М5 | |
| N166 М30 | Конец программы |
| % |
Использование постоянного цикла упрощает процесс создания программы для обработки отверстий, делает ее легко читаемой и существенно уменьшает в размере.
| % | |
| O0005 | Начало программы |
| N100 G21 | |
| N102 G0 G17 G40 G49 G80 G90 | Строка безопасности |
| N104 Т1 М6 | Вызов инструмента |
| N106 G0 G90 G54 Х5. Y5. S1000 М3 | Перемещение к отверстию №1 |
| N108 G43 Н1 Z100. | Коррекция на длину инструмента |
| N110 Z10. | |
| N112 G99 G81 Z-8. R10. F70. | Вызов цикла сверления |
| N114 X15. | Координаты отверстия №2 |
| N116 Х-5. | Координаты отверстия №3 |
| N118 Х-15. | Координаты отверстия №4 |
| N120 Х5. Y-5. | Координаты отверстия №5 |
| N122 X15. | Координаты отверстия №6 |
| N124 Х-5. | Координаты отверстия №7 |
| N126 Х-15. | Координаты отверстия №8 |
| N128 G80 | Отмена цикла сверления |
| N130 Z100. | |
| N132 М5 | |
| N138 М30 | Конец программы |
| % |

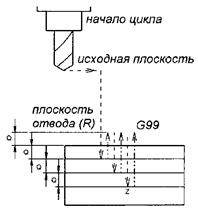
Рисунок 5 – Исходная плоскость и плоскость отвода
Формат кадра для цикла сверления выглядит следующим образом:
Код G98 применяется, когда требуется увеличенное расстояние отвода для того, чтобы избежать столкновения инструмента с деталью. Когда нет опасности столкновения инструмента с деталью, то обычно используют код G99, который позволяет сократить время при обработке множества отверстий. В этом случае инструмент перемещается между отверстиями и выводится вверх в конце цикла до координаты по Z, установленной R словом данных.

Обычно системы ЧПУ позволяют переключаться между G98 и G99 прямо внутри постоянного цикла между обрабатываемыми отверстиями:
G99 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
При необходимости использования относительных координат (G91) при работе с постоянным циклом, необходимо учитывать, что плоскость отвода устанавливается относительно исходной плоскости, а глубина сверления по Z устанавливается относительно плоскости отвода.
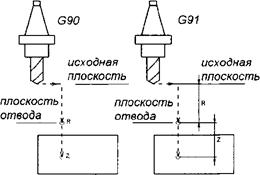
Пример. В абсолютных координатах: N110 G98 G81 Z-6. R10. F80.

В относительных координатах: N110 G98 G81 Z-16. R90. F80.
На чертежах длину отверстия обычно указывают по прямой части. Однако режущая кромка сверла заточена под определенным углом (обычно 118 градусов). Так как в программе указываются координаты Z для кромки сверла, то инструменту необходимо пройти дополнительное расстояние Н=Rсверла/tan(L/2). При сверлении сквозных отверстий нужно задать небольшой перебег (0.5-1 мм) для прямой части сверла
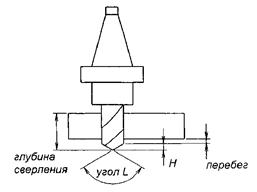
Рисунок 8 – Учет размеры кромки сверла
Цикл сверления с выдержкой – G82. Функционирует этот цикл аналогично стандартному циклу сверления G81, с единственной разницей в том, что при G82 на дне отверстия запрограммировано время ожидания (выдержка). Цикл сверления с выдержкой часто применяется для сверления глухих отверстий, так как запрограммированное время ожидания обеспечивает лучшее удаление стружки со дна отверстия. Адрес P устанавливает время ожидания на дне отверстия. Как правило, время выдержки указывается в мс. Например, в следующем кадре выполняется цикл сверления с выдержкой на дне отверстия равной 6.5 секунд:
G82 Х10.0 Y15.3 Z-3.0 P6500 R0.5 F50.
Цикл прерывистого сверления – G83. Прерывистое сверление часто используется при обработке глубоких отверстий. Если при обычном сверлении инструмент на рабочей подаче перемещается ко дну отверстия непрерывно, то в цикле прерывистого сверления инструмент поднимается вверх через определенные интервалы для удаления стружки. Если сверлить глубокое отверстие (глубина отверстия больше трех диаметров сверла), то есть вероятность, что стружка не успеет выйти из отверстия и инструмент сломается.
Q адрес определяет относительную глубину каждого рабочего хода сверла.
Циклы нарезания резьбы – G84, G74. В этом случае при каждой подаче оси Z на значение шага метчика, шпиндель поворачивается на один оборот. Когда метчик достигает дна отверстия, шпиндель, вращаясь в обратную сторону, выводит метчик из отверстия. УЧПУ самостоятельно синхронизирует подачу и скорость вращения шпинделя во избежание повреждения резьбы и поломки инструмента. Благодаря этому, нарезание резьбы можно выполнить без плавающего патрона с высокой скоростью и точностью.
Код G74 вызывает цикл нарезания резьбы при помощи метчика левой резьбы. Формат этого цикла аналогичен формату для G84. Единственная разница между двумя этими циклами заключается в направлении вращения шпинделя.
Цикл G85 выполняет перемещение расточного резца до дна отверстия на рабочей подаче с вращением шпинделя. Когда резец достигает дна, инструмент выводится из отверстия так же на рабочей подаче. Существует множество разновидностей цикла растачивания и в основном отличаются друг от друга поведением при выводе инструмента из обработанного отверстия.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Стандартный цикл сверления и цикл сверления с выдержкой
Постоянные циклы станка с ЧПУ
Введение
Постоянными циклами называются специальные макропрограммы, заложенные в УЧПУ для выполнения стандартных операций механической обработки. Практически все станки с ЧПУ имеют набор циклов для обработки отверстий – циклы сверления, растачивания и нарезания резьбы. Эти циклы упрощают процесс написания УП и экономят время, так как позволяют при помощи одного кадра выполнить множество перемещений.

Рис. 1. Постоянные циклы обычно используются для обработки отверстий
Предположим, что необходимо просверлить несколько отверстий в детали. Чтобы просверлить одно отверстие, нужно на рабочей подаче опустить сверло на требуемую глубину, затем вывести его вверх на ускоренной подаче и переместить к следующему отверстию. Следующая программа демонстрирует, как просверлить несколько отверстий без использования постоянных циклов:
| %O0005 N100 G21N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G0 G90 G54 X5. Y5. S1000 M3 N108 G43 H1 Z100. N110 Z10.N112 G1Z-8. F70. N114 G0 Z10. N116 X15. N118 G1 Z-8. F70 N120 G0 Z10. N122 X-5. N124 G1 Z-8. F70 N126 G0 Z10.N128 X-15. N130 G1 Z-8. F70 N132 G0 Z10. N134 X5. Y-5. N136 G1 Z-8. F70 N138 G0 Z10. N140 X15. N142 G1 Z-8. F70 N144 G0 Z10. N146 X-5. N148 G1 Z-8. F70 N150 G0 Z10. N152 X-15. N154 G1 Z-8. F70 N156 G0 Z10. N158 Z100.N160 M5N166 M30 % | Начало программы Строка безопасностиВызов инструментаПеремещение к отверстию № 1Коррекция на длину инструмента Сверление отверстия № 1Вывод сверла на ускоренной подачеПеремещение к отверстию № 2Сверление отверстия № 2Вывод сверла на ускоренной подачеПеремещение к отверстию № 3Сверление отверстия № 3Вывод сверла на ускоренной подачеПеремещение к отверстию № 4Сверление отверстия № 4Вывод сверла на ускоренной подачеПеремещение к отверстию № 5Сверление отверстия № 5Вывод сверла на ускоренной подачеПеремещение к отверстию № 6Сверление отверстия № 6Вывод сверла на ускоренной подачеПеремещение к отверстию № 7Сверление отверстия № 7Вывод сверла на ускоренной подачеПеремещение к отверстию № 8Сверление отверстия № 8Вывод сверла на ускоренной подаче Конец программы |
Использование постоянного цикла упрощает процесс создания программы для обработки отверстий, делает ее легко читаемой и существенно уменьшает в размере. Создадим новую УП для обработки этих же отверстий с постоянным циклом сверления:
| %O0005 N100 G21N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G0 G90 G54 X5. Y5. S1000 M3 N108 G43 H1 Z100. N110 Z10.N112 G99 G81 Z-8. R10. F70. N114 X15. N116 X-5. N118 X-15. N120 X5. Y-5. N122 X15. N124 X-5. N126 X-15. N128 G80 N130 Z100.N132 M5N138 M30 % | Начало программы Строка безопасностиВызов инструментаПеремещение к отверстию № 1Коррекция на длину инструмента Вызов цикла сверленияКоординаты отверстия № 2Координаты отверстия № 3Координаты отверстия № 4Координаты отверстия № 5Координаты отверстия № 6Координаты отверстия № 7Координаты отверстия № 8Отмена цикла сверления Конец программы |
Очевидно, что новая программа имеет меньший размер. В кадре N112 находится код G81 для вызова цикла сверления. В этом же кадре находятся адреса, отвечающие за настройку параметров цикла. Адрес Z обозначает глубину сверления, a R определяет высоту отвода сверла из отверстия относительно нулевой плоскости. В последующих кадрах находятся координаты обрабатываемых отверстий. В них не нужно ставить коды вызова цикла сверления, так как G81 будет оставаться активным, пока его не отменят при помощи кода G80.
Работать с постоянными циклами очень удобно. Например, вы решили изменить глубину сверления и высоту вывода сверла из отверстия. При работе с программой без постоянного цикла вам придется отредактировать ее практически полностью. Если же вы используете постоянный цикл сверления, то для достижения нужного эффекта достаточно изменить несколько параметров.
Станки с ЧПУ могут иметь разнообразные циклы: от довольно простых – для сверления, растачивания и нарезания резьбы до более сложных – для обработки контуров и карманов. Некоторые циклы стандартизированы, хотя большинство из них разрабатываются производителями станков и систем ЧПУ самостоятельно. Поэтому на разных станках одинаковые по сути циклы могут записываться по разному, что конечно же затрудняет программирование. В этой главе мы рассмотрим циклы для обработки отверстий, использующиеся на подавляющем большинстве современных станов с ЧПУ.
Таблица 8.1. Постоянные циклы для обработки отверстий
| G код | Описание |
| G80 | Отмена постоянного цикла |
| G81 | Стандартный цикл сверления |
| G82 | Сверление с выдержкой |
| G83 | Цикл прерывистого сверления |
| G73 | Высокоскоростной цикл прерывистого сверления |
| G84 | Цикл нарезания резьбы |
| G74 | Цикл нарезания левой резьбы |
| G85 | Стандартный цикл растачивания |
Постоянные циклы станка с ЧПУ
Стандартный цикл сверления и цикл сверления с выдержкой
Код G81 предназначен для вызова стандартного цикла сверления. Следующий кадр демонстрирует типичный формат этого цикла:
G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Адреса X и Y определяют координаты обрабатываемых отверстий. Адрес Z указывает конечную глубину сверления, a R применяется для установления плоскости отвода. Плоскость отвода – это координата по оси Z, с которой начинается сверление на рабочей подаче. Плоскость отвода устанавливается немного выше поверхности детали, поэтому значение при R обычно положительное. Не стоит устанавливать плоскость отвода очень высоко, иначе сверло на рабочей подаче будет перемещаться слишком долго. Рабочая подача для цикла устанавливается с помощью F-слова данных.
Постоянные циклы и их параметры являются модальными. Вызвав цикл при помощи соответствующего G-кода, в следующих кадрах вы указываете координаты отверстий, которые необходимо обработать, не программируя никаких других кодов и параметров. После кадра, содержащего координаты последнего отверстия, необходимо запрограммировать G80 – код отмены (окончания) постоянного цикла. Если этого не сделать, то все последующие координаты перемещений будут считаться координатами обрабатываемых отверстий.
Цикл сверления с выдержкой вызывается при помощи команды G82. Функционирует этот цикл аналогично стандартному циклу сверления, с единственной разницей в том, что при G82 на дне отверстия запрограммировано время ожидания (выдержка). Цикл сверления с выдержкой часто применяется для сверления глухих отверстий, так как запрограммированное время ожидания обеспечивает лучшее удаление стружки со дна отверстия. Адрес Р устанавливает время ожидания на дне отверстия. Как правило, время выдержки указывается в 1/1000 сек. без десятичной точки. Например, в следующем кадре выполняется цикл сверления с выдержкой на дне отверстия, равной 6.5 секунды:
G82 Х10.0 Y15.3 Z-3.0 P6500 R0.5 F50.
При выполнении механической обработки отверстий при помощи постоянных циклов вам необходимо знать, что такое исходная плоскость и плоскость отвода. Две эти плоскости используются для управления перемещениями по оси Z между отверстиями. О плоскости отвода мы уже говорили. Плоскость отвода – это координата (уровень) по оси Z, устанавливаемая R-адресом, с которой начинается сверление на рабочей подаче и в которую возвращается инструмент после того, как он достиг дна обрабатываемого отверстия. Исходная плоскость – это координата (уровень), по оси Z в которой располагался инструмент перед вызовом постоянного цикла. Код G98 используется для работы с исходной плоскостью, а код G99 – с плоскостью отвода.

Рис. 8.2. При использовании кода G98 в постоянном цикле инструмент каждый раз возвращается в исходную плоскость, а при использовании G99 – в плоскость отвода, установленную R-адресом
Предположим, что инструмент находится в координате Z20.0 в момент вызова цикла сверления. Тогда исходная плоскость будет располагаться на расстоянии 20 мм выше нулевой точки по оси Z. То есть для установления исходной плоскости не требуется указывать какие-либо специальные адреса. Однако для установления плоскости отвода необходимо использовать адрес R. Формат кадра для цикла сверления выглядит следующим образом:
G98 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
G99 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Если цикл сверления работает совместно с кодом G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Код G98 применяется, когда требуется увеличенное расстояние отвода, для того чтобы избежать столкновения инструмента с деталью. Учтите, что если вы работаете с G98 сразу после смены инструмента, то исходная плоскость, скорее всего, будет установлена очень высоко, и инструмент будет перемещаться к отверстию непозволительно долго.
Когда нет опасности столкновения инструмента с деталью, то обычно используют код G99, который позволяет сократить время при обработке множества отверстий. В этом случае инструмент перемещается между отверстиями и выводится вверх в конце цикла до координаты по Z, установленной R-словом данных.

Рис. 8.3. Будьте особенно внимательны при использовании постоянного цикла с G99. Если плоскость отвода (R) установлена неправильно, то может произойти столкновение инструмента с деталью
Обычно системы ЧПУ позволяют переключаться между G98 и G99 прямо внутри постоянного цикла между обрабатываемыми отверстиями:
…
G99 G81 X10.0 Y15.3 Z-3.0 R0.5 F50.
X20 Y20
G98 X30 Y30
X40 Y40
…
Постоянные циклы станка с ЧПУ
Дата добавления: 2019-11-25 ; просмотров: 250 ; Мы поможем в написании вашей работы!



