Допуск полного биения
У деталей, выпускаемых на станках токарной группы, помимо отклонений линейных размеров в ходе технологического процесса, появляются осевые и торцевые отклонения. Допуск полного биения, указывающий на эти погрешности, наносится на поле чертежа в виде двух наклонных стрелок связанных между собой горизонтальной линией.
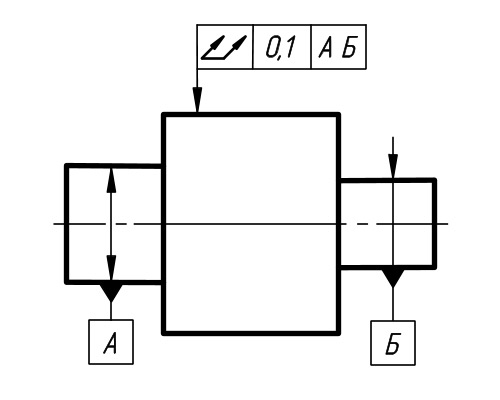
Допуск полного биения, это поле допуска которое является разностью наибольшего и наименьшего расстояний от всех точек геометрической поверхности в пределах выбранного участка до базовой оси. Это биение представляет собой результат общего проявления отклонений от цилиндричности и соосности.
Допуск формы и расположения поверхности назначается в зависимости от значения допуска на размер выбранного элемента детали. Допуск на отклонение формы и расположения на чертёжном графическом документе, указывают лишь в тех случаях, когда они должны быть значительно меньше значений, соответствующих уровню геометрической точности.
При этом допуски формы и их расположения наносят на чертеже специальным графическим символом, согласно требованиям стандарта. Каждый такой знак обозначает определенный вид допуска, например: допуск радиального биения, допуск цилиндричности, допуск параллельности, допуск полного биения и т.д.
У деталей типа тел вращения наиболее часто встречаются радиальные и торцовые биения, которые являются суммарными отклонениями формы и расположения поверхностей данных деталей.
Радиальным биением называется разность между наибольшим и наименьшим расстоянием от точек номинального профиля поверхности вращения, до базовой оси находящейся в сечении плоскостью, перпендикулярной этой оси. Радиальное биение представляет собой результат совместно формирующегося отклонения от круглости профиля данного сечения и отклонения его центра относительно базовой оси.
Одним из технологических приёмов изготовления цилиндрических деталей является обработка в центрах, так как в торцах таких тел вращений предварительно изготавливаются центровые отверстия, это позволяет менять положение детали при обработке по операциям или переустанавливать деталь со станка на станок с минимальным допуском биения.
Использование современных станков с ЧПУ в мелкосерийном производстве становится экономически целесообразным, так как основная часть программирования в данный момент производится на персональных компьютерах с применением CAM систем.
Применение станков с ЧПУ в целом универсально, так как эти станки позволяют осуществлять процесс изготовления в автоматическом режиме, что делает возможным многостаночное обслуживание, позволяет быстро и просто переналаживать на выпуск тех или иных изделий по заранее разработанной программе.
Методы измерения биений
У деталей типа тел вращения наиболее часто нормируют радиальное и торцовое биения, являющиеся суммарными отклонениями формы и расположения поверхностей этих деталей.
Полное радиальное биение отличается от радиального биения тем, что оно учитывает отклонение всей цилиндрической поверхности ΔΣ = rmax − rmin (рис. 90,б). Оно является результатом совместного проявления отклонения от цилиндричности рассматриваемой поверхности (отклонение формы) и отклонения от соосности поверхности относительно базовой оси (отклонение расположения). При измерении полного радиального биения, кроме вращения, деталь или измерительное средство (например, индикатор) дополнительно перемещают вдоль базовой оси вращения.

Торцовым биением называют разность ΔΣ наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Профиль расположен в сечении торцовой поверхности цилиндром заданного диаметра d1, соосным с базовой осью, а если диаметр не задан, то в сечении наибольшего диаметра (рис. 90, в). Торцовое биение является результатом совместного проявления отклонения от общей плоскости точек, лежащих на линии пересечения торцовой поверхности с секущим цилиндром, соосным с осью детали (отклонение формы), и отклонения от перпендикулярности торца относительно оси базовой поверхности (отклонение расположения) на длине, равной диаметру рассматриваемого сечения. При нормировании торцового биения не выявляются отклонения от плоскостности всей рассматриваемой поверхности, в частности выпуклости или вогнутости. Для ограничения этих отклонений введено понятие полного торцового биения.
Полное торцовое биение является результатом совместного проявления отклонения от плоскостности рассматриваемой поверхности (отклонение фор-мы) и отклонения ее от перпендикулярности относительно базовой оси (откло-нение расположения) (рис. 90, г). Таким образом, полное торцовое биение от-личается от торцового биения тем, что при контроле учитывают плоскостность всей торцовой поверхности. При измерении полного торцового биения, кроме вращения детали, следует дополнительно перемещать измерительное средство (например, индикатор) по радиусу от центра к периферии (или наоборот).
Базами, относительно которых задают радиальное и торцовое биение, могут быть: общая ось центровых отверстий или двух других поверхностей вращения, а также оси наружной или внутренней цилиндрических поверхностей.
Радиальное и торцовое биения определяют как разность показаний измерительного прибора при вращении детали, установленной, в зависимости от требований чертежа к измерительной базе, в центрах (рис. 91,а), на призмы (рис. 91,б), цилиндрической (рис. 91,в) или разжимной (рис. 91,г) оправках.
Если положение плоскости измерения указано на чертеже детали, ради-альное биение определяют, как разность наибольшего и наименьшего показа-ний измерительного прибора в заданном сечении. Если положение плоскости измерения чертежом не оговаривается, измерение радиального биения осуще-ствляют в нескольких сечениях, количество которых определяется длиной нор-мируемого участка в соответствии с табл. 55. За радиальное биение в этом слу-чае принимают максимальное значение биения из всех измеренных в различ-ных сечениях.
Полное радиальное биение определяют как разность максимального и минимального показаний измерительного прибора из всех выполненных изме-рений в нескольких сечениях. Количество сечений, в которых осуществляют измерения, как и в предыдущем случае, определяют в зависимости от длины нормируемого участка по табл. 59.
Торцовое биение на заданном радиусе R определяют как разность наи-большего и наименьшего показаний измерительного прибора, установленного по схеме рис. 92, а. Показания прибора снимают, вращая деталь и поджимая ее к упору. Если радиус R чертежом не оговорен, торцовое биение измеряют на максимально возможном для измерения радиусе Rmax.
Для определения полного торцового биения измерения проводят на не-скольких радиусах, начиная от оси вращения до Rmax (рис. 92,б). За полное торцовое биение принимают разность наибольшего и наименьшего показаний измерительного прибора из всей совокупности проведенных измерений
полное радиальное биение
полное радиальное биение
Разность ECTR наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси. 
Полное радиальное биение является результатом совместного проявления отклонения от цилиндричности рассматриваемой поверхности и отклонения от ее соосности относительно базы.
Примечание
Термины применяются только к поверхностям с номинальной цилиндрической формой.
[ГОСТ 24642-81]
Тематики
Обобщающие термины
Смотреть что такое «полное радиальное биение» в других словарях:
допуск полного радиального биения — Наибольшее допускаемое значение полного радиального биения Термины применяются только к поверхностям с номинальной цилиндрической формой [ГОСТ 24642 81] Тематики нормы взаимозаменяемости Обобщающие термины полное радиальное биение и допуск… … Справочник технического переводчика
поле допуска полного радиального биения — Область в пространстве, ограниченная двумя цилиндрами, ось которых совпадает с базовой осью, а боковые поверхности отстоят друг от друга на расстоянии, равном допуску полного радиального биения TCTR. Примечание Термины применяются только к… … Справочник технического переводчика
ГОСТ 520-2011: Подшипники качения. Общие технические условия — Терминология ГОСТ 520 2011: Подшипники качения. Общие технические условия оригинал документа: 3.11 базовый типоразмер (basic type): Типоразмер подшипника, имеющий наиболее широко применяемую конструкцию. Примечание В условном обозначении… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 13699-91: Запись и воспроизведение информации. Термины и определения — Терминология ГОСТ 13699 91: Запись и воспроизведение информации. Термины и определения оригинал документа: 241 (воспроизводящая) игла: Игла, следующая по канавке записи механической сигналограммы с целью воспроизведения информации Определения… … Словарь-справочник терминов нормативно-технической документации
Назначение допуска, выбор измерительных средств и измерение биения (стр. 1 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 |


вала
«Назначение допуска, выбор измерительных средств и измерение биения
вала
Методические указания к лабораторно-практической работе «Назначение допуска, выбор измерительных средств и измерение радиального биения вала, установленного в центрах» по курсу «Взаимозаменяемость, стандартизация и технические измерения» выполнены в соответствии с учебным планом.
Методические указания рассмотрены и утверждены кафедрой:
Лабораторно-практическая работа «Назначение допуска, выбор измерительных средств и измерение радиального биения вала «
Введение
При изготовлении деталей машин поверхности элемента детали получаются с отклонениями, как по форме так и по расположению одновременно. Параметры такого типа относят к числу комплексных в силу того, что они дают характеристику на базе нескольких дифференциальных ( например: отклонения от круглости + оклонения от соосности, отклонения от перпендикулярности + отклонения от плоскостности. ). Суммарную характеристику отклонений можно получить на основе анализа принятых типов биений. Комплексные характеристики очень удобны на выходном контроле, а вот для выяснения причин, полученного результата, необходимы дифференциальные.
Радиальное биение-разность наибольшего и наименьшего расстояний от точки реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси.
Торцовое биение— разность наибольшего и наименьшего расстояний от точки реального профиля торцовой поверхности до плоскости, перпендикулярной базовой плоскости.
Рассмотренные биения обозначаются знаком рис. 1.

Рисунок 1.Знак биения и его параметры написания
Полное радиальное биение— разность наибольшего и наименьшего расстояний по всей реальной поверхности до базовой оси в пределах нормируемого участка.
 |
Полное торцовое биение— разность наибольшего и наименьшего расстояний по всей реальной торцовой поверхности до плоскости, перпендикулярной базовой оси.
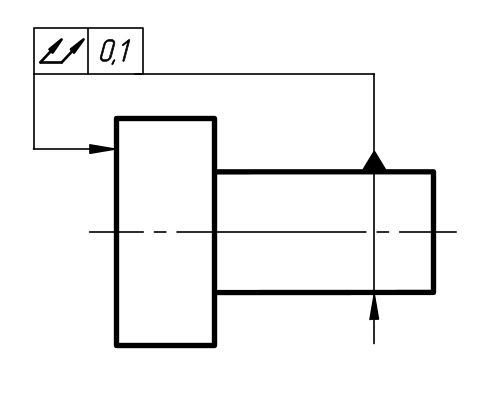
Для обозначения полных биений применяется знак рис. 2
Рисунок 2.Знак полных биений
В рассмотренных знаках: на первом месте проставляется собственно сам знак, на втором величина допустимого отклонения в мм и на третьем база, которая должно быть указана на детали и обозначена предписанным знаком (см. первую стр. обложки).
Методика и аппаратура для определения различных биений достаточно схожи и поэтому рассмотрение вопроса проведём на базе определения радиального биения вала установленного в центрах.
1.1Цель работы.
— назначения допусков формы на основе выбора допуска радиального биения;
— работы измерительными средствами при измерении биений поверхностей тел вращения, установленных в центрах;
— выбора измерительных средств на основе сопоставления допускаемой погрешности измерения и предельной погрешности измерительного’ средства.
— с устройствами: индикаторов часового типа, рычажно-эубчатых индикаторов и пружинных головок (микрокаторов);
— с устройством и конструкцией центровых контрольных базирующих
1.2. Задание:
Для предложенной детали (рис. 3) установить степень точности формы на указанных поверхностях, исходя из квалитета и предусмотреной геометрической точности (А либо В либо С), табл. I.
По степени точности формы, выбрать допуск радиального биения, по табл. 2, и проставить его на эскизе детали см. рис.3 и рис 6., относительно принятых баз.
По известному квалитету изготовления поверхности определить допустимую погрешность измерения по табл.3. Выбрать средство измерения пользуясь табл.4. Выбор измерительного средства, провести на основе сопоставления допускаемой погрешности измерения радиального биения и предельной погрешности измерительного средства.
Измерить величину радиального биения поверхности вала, установленного в центрах по предложенной методике. Результаты анализа и измерений представить в отчете(см. приложение). Провести анализ полученных результатов и сделать заключения.
1.3.Пример:
В представленной детали рис.3, выполненной с относительной геометрической точностью В для поверхности Ø32е8, установить допуск радиального биения и выбрать средство измерения на основе сопоставления допускаемой погрешности измерения радиального биения и предельной погрешности измерительного средства. Дать заключение о годности поверхности детали и возможности исправления, при необходимости.
Квалитет допуска размера IT8, степень точности формы для относительной геометрической точности В (по табл. I) будет 6.
Допуск радиального биения для Ø 32мм. и степени точности. 6 (по табл. 2)будет соответствовать 20 мкм.
Допуск погрешности измерений δ оценим по табл. 3: для квалитета IT8 детали Ø32мм он составит 10 мкм.
По табл. 4 определим предельную погрешность измерения
∆=10 мкм, имеет индикатор часового типа с ценой деления 0,01мм при ходе измерительного стержня 0,02 мм.
Как видно, предельная погрешность δ не больше допуска погрешности измерений ∆, т. е. 10 мкм = 10 мкм, итак, данным инструментом можно проводить измерения.
0,001мм и погрешностью ∆= I мкм.

Рисунок 3. Деталь для анализа
ГОСТ 24643 рекомендует соотношения между допуском формы или расположения и допуском размера для всех видов допусков формы и расположения, предельных размеров по ГОСТ 25346.
Рекомендуемые относительные уровни геометрические точности
Квали-тет допуска размера
Уровни относи-тельной геомет-ричес-кой точнос-ти
Степень точнос-ти формы
Квали-тет допуска размера
Уровни относи-тельной геомет-ричес-кой точнос-ти
Степень точнос-ти формы
Квали-тет допуска размера
Уровни относи-тельной геомет-ричес-кой точнос-ти
Радиальное и торцевое биение

Изображения
 | Биения.jpg (49.4 Кб, 33409 просмотров) |
Вложения
 | БВ-5141_А0.pdf (112.8 Кб, 794 просмотров) |
Совет. Сайт «радикал.ру» лучше не использовать, картинку мы здесь не увидим  Он запрещен на сайте dwg.ru.
Он запрещен на сайте dwg.ru.
А по сути можно сказать следующее. 
Базовая поверхность, это внутренний диаметр шлицевой поверхности 70H7, значит контролируем на точной оправке с посадкой по этому диаметру.
Так как допуск Н7 довольно широкий 30 микрон, то придется сделать несколько точных оправок (их еще называют «скалки») с шагом и допуском 3-5 микрон,
(69,997; 70,000; 70,003; 70,006; 70,009; 70,012; 70,015; 70,018; 70,021; 70,024; 70,027)
таким образом понадобятся около 10 оправок, вот на них и надо контролировать допуск торцового биения.
С радиальным биением хуже.
Вероятно придется городить специальное приспособление, так как контролировать надо боковую сторону зубьев,
а это значит нужна точная привязка по шагу или повороту колеса.
Теперь собственно теория
| что показывает радиальное биение и торцовое биение зубчатого колеса, как его определяют, на что они влияют. |
начну с конца.
Влияют на ресурс работы изделия, повышенный шум, вибрацию и износ сопутствующих элементов (опоры, подшипники и т.д.))
Показывают возможные отклонения колеса от теоретического положения после сборки, так как фактические отклонения в определенных пределах,
можно компенсировать при сборке, поэтому необходимо их знать.
Определяют различными способами измеряя, как непосредственно истинные размеры детали, так и опосредованно отклонения, через эталонные зубчатые колеса например.
Изображения
| Чертеж колеса.jpg (92.5 Кб, 33114 просмотров) |
Вложения
 | Чертеж колеса_большой.rar (492.4 Кб, 183 просмотров) |
Конструктор, инженер-механик на пенсии
Для этого нужно посмотреть как зуборезчики нарезают зубчатые колеса.
1. Во первых, в индивидуальном производстве зуборезчик выставляет шестерню относительно центра станка, включается вращение поворотного стола и стрелочным индикатором на внешнем диаметре заготовки меряется биение поверхности колеса относительно центра, величина биения задается конструктором, как раз это биение и есть радиальное биение зубчатого венца
2. Торцевое биение. Представь себе что торец шестерни зуборезчик выставил не параллельно столу зуборезного станка, верхний(ну да и нижний тоже) торец будет бить (торцевое биение), это значит ось зубчатого венца будет на некоторым малом угле к оси заготовки, ну примерно так это и будет выглядеть.
Можно как-нибудь по другому, да можно, например накладными оправками в центрах станка, но все равно не для всякой шестерни такие оправки сделаешь.
Конструктор по сути (машиностроитель)
Конструктор по сути (машиностроитель)
Это один крайний случай, ща другой опишу, более распространенный.
Ты, главное, шлицы исправь; косяк вышел такой, что после него на мелкие ошибки можно рукой махнуть.



