Формирование структуры металла в зоне термического влияния сварных соединений
Зона термического влияния является обязательным спутником сварного шва при всех способах сварки плавлением и давлением, кроме холодной сварки. Эта зона охватывает основной металл, не расплавляющийся в процессе сварки и сохраняющий неизменным свой химический состав, но изменивший свою структуру и механические свойства вследствие нагрева и охлаждения (термообработки) в процессе сварки.
Прочность сварного соединения и его эксплуатационные свойства во многом зависят от структурных изменений, которые происходят в ЗТВ. Строение и размеры ЗТВ зависят от химического состава и теплофизических свойств свариваемого металла, мощности источника теплоты, степени его концентрированности, скорости движения и других факторов. Ширина ЗТВ меняется от 1…3 мм при ручной дуговой сварке до 20 мм и более при электрошлаковой сварке.
Термический цикл любой точки металла сварного соединения характеризуется максимальной температурой нагрева, длительностью нагрева до определенной температуры и скоростью охлаждения. Для ЗТВ характерно неравномерное распределение максимальных температур нагрева (рис. 1.4).
Рис. 1.4. Термический цикл при сварке плавлением: 1, 2, 3, 4 – точки, в которых измерялась температура
Результат теплового воздействия на металл в ЗТВ зависит от его отношения к термообработке. В зависимости от способа и погонной энергии сварки возможны два предельных случая:
1) закалка – при быстром охлаждении – с образованием твердых и хрупких структур и возникающих при этом значительных по величине напряжений;
2) перегрев – при медленном охлаждении, – характеризующийся чрезмерным ростом зерна и снижением пластических и вязких свойств металла.
Оценить общий характер возможных превращений, протекающих в ЗТВ при сварке низкоуглеродистых сталей, можно по диаграмме железо–цементит, а при различных скоростях охлаждения – по термокинети- ческим диаграммам распада аустенита, которые построены для большинства марок углеродистых и легированных сталей. Скорость охлаждения обычно оценивается в интервале температур наименьшей устойчивости аустенита (500…550 °С). При малых скоростях охлаждения, соответствующих электрошлаковой и ванной сварке, превращение аустенита приводит к формированию структуры, состоящей из феррита и перлита. При средних скоростях охлаждения (автоматическая сварка под флюсом) в зависимости от марки стали образуются перлит и бейнит или бейнит и мартенсит с небольшим количеством феррита. При скорости охлаждения выше критической образуется только мартенсит. Мартенситное превращение сопровождается увеличением объема стали и возникновением больших напряжений, которые могут вызвать разрушение металла. В подобных случаях приходится принимать специальные меры к улучшению структуры металла ЗТВ и предотвращению образования мартенсита. Эти меры сводятся к изменению теплового режима в процессе сварки, выбору рациональной формы разделки кромок под сварку и последующей термообработке.
На рис. 1.5 показана схема структур, образующихся в зоне термического влияния при сварке стыкового соединения из малоуглеродистой стали за один проход.
Рис. 1.5. Строение ЗТВ при сварке низкоуглеродистой стали
Над сечением шва показана кривая температур, а рядом – часть диаграммы железо–цементит в том же масштабе. В зависимости от температуры нагрева в ЗТВ различают следующие участки:
Участок нормализации (перекристаллизации). Этот участок охватывает металл, нагретый до температуры, немного превышающей тем- пературу аллотропических превращений (900…1050 °С). Происходящий здесь процесс перекристаллизации при нагреве и охлаждении приводит к значительному измельчению зерен металла. Структура металла становится более мелкозернистой по сравнению с исходной. Механические свойства металла этого участка обычно лучше, чем основного металла.
Участок неполной перекристаллизации. Он включает металл, нагретый до температур 700…850 °С. При этих температурах происходит частичная перекристаллизация, т. е. часть феррита остается в исходном состоянии, другая – образует аустенит. При последующем охлаждении и распаде аустенита образуется мелкозернистая структура, поэтому здесь, наряду с зернами основного металла, не изменившимися в процессе сварки, присутствуют зерна, образовавшиеся при перекристаллизации.
Участок рекристаллизации (старения). Он наблюдается при сварке сталей, предварительно подвергшихся пластической деформации (ковке, прокатке). Температурный интервал участка 450…650 °С. На этом участке ЗТВ происходят сращивание (укрупнение) раздробленных при нагартовке зерен основного металла и некоторое его разупрочнение по сравнению с исходным состоянием. При сварке изделий из литья рекристаллизации не наблюдается. Для металлов и сплавов, склонных к старению, необ- ходимо учитывать некоторое снижение пластичности на этом участке.
Об изменении прочностных и в определенной степени пластических свойств в различных участках металла шва и ЗТВ можно судить по изменению твердости (рис. 1.6).
Повышение твердости обычно связано с повышением прочности и снижением пластичности. Характер распределения твердости в ЗТВ может быть различным, он определяется химическим составом стали и режимом сварки. Обычно в сварных изделиях не допускается твердость в зоне сварки более НВ = 300 МПа.
Таким образом, зона термического влияния неоднородна по структуре и механическим свойствам. Наиболее ослабленным является участок перегрева, а наилучшие механические свойства имеет участок нормализации. В целом механические свойства ЗТВ хуже, чем у основного металла, поэтому ее размеры необходимо ограничивать.
Чувствительность стали к изменению термического цикла сварки зависит от содержания в ней углерода, а также элементов, повышающих ее прокаливаемость и склонность к перегреву.
В сварных соединениях низкоуглеродистой и большинства низколегированных сталей рост зерна в околошовной зоне не оказывает заметного влияния на свойства металла.
При сварке углеродистых и особенно легированных сталей быстрое охлаждение околошовной зоны вызывает часто закалку металла и образование структур, имеющих значительные твердость и хрупкость. В этих случаях для улучшения структуры и свойств ЗТВ применяют термическую обработку, обычно высокий отпуск.
Рис. 1.6. Изменение механических свойств в металле шва и околошовной зоне: а – твердость; б – прочность; в – пластичность
В последние годы в строительстве возрос объем сварочных работ с применением углеродистых и низколегированных сталей, поставляемых в термоупрочненном состоянии. По сравнению с горячекатаным термоупрочненный металл (закаленный и отпущенный при определенной температуре) имеет более высокие механические свойства и более низкую температуру хладноломкости.
При сварке такой стали в зоне термического влияния может наблюдаться разупрочнение (рис. 1.7). Протяженность разупрочненной зоны («мягкой прослойки») и величина разупрочнения оказывают большое влияние на прочностные свойства сварного соединения. При правильном выборе сварочных материалов и режимов сварки прочность сварных соединений может быть практически равной прочности основного металла, если протяженность разупрочненного участка и величина разупрочнения малы.
Рис. 1.7. Схема возможных вариантов распределения твердости в сварном соединении: ОМ – основной металл; св. шов – сварной шов, ЗТВ – зона термического влияния
При сварке давлением (например, контактная сварка) сварной шов может иметь как литую структуру, так и пластически деформированную. Например, при контактной точечной сварке прохождение тока вызывает разогрев и расплавление металла в зоне сварки, создающее ядро сварной точки. Точечная сварка низкоуглеродистой стали без расплавления металла хотя и возможна, но недостаточно надежна и поэтому на практике почти не применяется.
Диаметр ядра, определяющий в основном прочность сварной точки, зависит от диаметра рабочей поверхности электрода, толщины листов, давления, силы тока и времени его прохождения. При неправильно подобранном режиме сварки может не произойти достаточного расплавления металла, и получается непроваренная точка. Когда ядро расплавляется, прилегающая к нему по окружности зона металла находится в пластическом состоянии и плотно сжимается давлением электродов. Давление создает уплотняющее кольцо пластического металла, удерживающего жидкий металл ядра. При недостаточном давлении уплотняющее кольцо не может удержать жидкий металл ядра, и происходит внутренний выброс (выплеск) металла в зазор между листами.
Кристаллизация жидкого металла происходит так же, как и при электродуговой сварке, т. е. от поверхности ядра к его середине. Ядро имеет столбчатую дендритную структуру. При охлаждении и затвердевании происходит уменьшение объема расплавленного металла ядра. В результате в центральной части ядра могут образовываться усадочная раковина, пористость и рыхлость металла. Чем толще металл, тем сильнее неблагоприятное влияние усадки. Наиболее надежным способом борьбы с этим явлением может служить повышение рабочего давления.
При сварке давлением также имеется ЗТВ, однако ее общие размеры относительно малы и не оказывают решающего влияния на прочность сварного соединения.
Практическую часть работы рекомендуется выполнять в следующей последовательности:
Просмотров: 26422 Создан: 2012-10-18 Источник: Трубные технологии
Разупрочнение
Как правило, это явление происходит при повышенных температурах эксплуатации конструкций и особенно интенсивно в условиях ползучести. Практическое значение разупрочнения на безопасность конструкции более всего заметно в теплоэнергетике.
Типичная картина изменения механических свойств стали в условиях ползучести приведена в табл. 4.1 [65].
Таблица 4.1. Изменение механических свойств стали 12Х1МФ с увеличением длительности эксплуатации паропроводных труб при 20°С (числитель) и 540°С (знаменатель)
Испытывали образцы, вырезанные в поперечном направлении из прямых участков однотипных паропроводных труб (диаметр 275 мм, толщина стенки 25 мм) [65]. Как видно из табл. 4.1, стандартные прочностные характеристики (о0 2, ов) стали 12Х1МФ заметно изменяются как при комнатной, так и при повышенной температурах. Пластические характеристики (65, Ф) при этом практически не изменяются.
По данным В.Ф. Резинских явление разупрочнения наблюдается в роторных сталях 20ХЗМВФ и 25Х1М1Ф, эксплуатируемых длительное время при повышенных (520-565 °С) температурах эксплуатации.
Рис. 4.2. Изменение условного предела текучести роторных сталей в процессе длительной эксплуатации и искусственного старения
Наиболее интенсивное разупрочнение сталей 25Х1М1Ф и 20ХЗМВФ выявляется при параметре Р = 19,6-20,5 (см. рис. 4.2) вследствие роста размеров субзерен полигональной структуры и уменьшения плотности свободных дислокаций на порядок. Развивается также рекристаллизация, приводящая к аномальному росту зерен до ^0,5 мм [66]. Выражение для параметра Р:
К моменту, характеризуемому Р = 20,5, значения твердости и прочности при кратковременном разрыве составляют менее 50% от исходных. При этом долговечность образцов, испытанных на длительную прочность, снижается на несколько порядков (рис. 4.3). Следствия недо-
Рис. 4.3. Долговечность образцов (тр) из стали Р2МА, испытанных при 550 °С и напряжениях 100, 160 и 200 МПа, в зависимости от длительности (тэ) эксплуатации (1) и изотермических выдержек (2)
Диагностируется недопустимое разупрочнение металла с помощью неразрушающих методов исследования микроструктуры и измерения твердости стали.
Обсуждая возможность диагностирования технического состояния по данным о разупрочнении металла ротора, следует проявлять
осторожность при интерпретации результатов твердометрии. Использовать этот метод особенно трудно на ранних этапах эксплуатации ротора, поскольку максимальное изменение твердости происходит в конце срока его службы. Например, при исследовании высокотемпературного ротора из хроммолибденванадиевой стали, снятого с эксплуатации после наработки 114000 ч, не было заметно значительных изменений в твердости в зонах, наиболее подверженных воздействию ползучести [67].
Таблица 4.2. Допустимые значения твердости основного металла, сварных швов и зон термического влияния
Допустимая твердость металла, НВ
шва и зоны термического влияния,^
Ст2, СтЗ, 10, 15, 20, 15К, 16К
08Х18Н10ТД2Х18Н10Т,
10Х17Н13М2ТД0Х17Н13МЗТ
2. Твердость коррозионного и переходного слоев в швах сварных соединений из Двухслойной стали должна быть НВ lt; 220.
При диагностировании технического состояния оборудования и аппаратов иногда приводятся допустимые значения твердости металла, сварных швов и зон термического влияния по маркам сталей. Например, такие сведения представлены в ИТНЭ-93 [68] для сосудов,
работающих под давлением, на которые не распространяются правила Госгортехнадзора [68] (табл. 4.2). Элементы сосудов и аппаратов, определяющие их прочность, должны отбраковываться, если твердость основного металла и сварных швов выходит за нормативные значения.
Поскольку по замерам твердости определяются пределы прочности (ГОСТ 22761) и текучести (ГОСТ 22762), то ограничение значений твердости имеет вполне определенный смысл. Ограничение твердости основного металла снизу гарантирует для каждой марки стали расчетное значение прочностных характеристик стали и соответственно прочность силовых элементов конструкции. Ограничение твердости основного металла и сварного шва сверху снижает вероятность трещи- нообразования и хрупкого разрушения. Для сварного шва ограничение его уровня твердости имеет целью снижение склонности металла к образованию трещин и уровня остаточных сварочных напряжений.
В нормативно-технической литературе не всегда четко прописаны условия, при которых назначаются работы по определению твердости металла. Так, в упомянутом выше ИТНЭ-93 замеры твердости металла с наружной или внутренней поверхности назначаются при обнаружении на корпусе сосуда (аппарата) выпучин, вмятин или гофр. Следует расширить область применения твердометрии. Ее обязательно следует назначать во всех случаях появления микротрещин и трещин, возможности азотирования, науглероживания и обезуглероживания слоев металла, а также после случайного и/или стационарного перегрева отдельных зон элементов конструкции.
Явление разупрочнения представляет большую опасность для дисперсионно-упрочняемых сплавов в условиях усталости (см. п. 5.2).
Характеристика свариваемости и рекомендации по сварке
Физическая свариваемость теплоустойчивых сталей, определяемая отношением металла к плавлению, металлургической обработке и последующей кристаллизации, не вызывает существенных осложнений, что при современных сварочных материалах и уровне технологии позволяет обеспечить необходимую стойкость металла швов против образования горячих трещин и высокие характеристики их работоспособности.
Технологическая (иногда называемая тепловой) свариваемость осложняется охрупчиванием металла в результате образования метастабильных (неустойчивых) структур в участках соединения, нагревавшихся выше температуры Асз, и разупрочнением в участках, нагревавшихся в интервале температуры — температура отпуска стали. Образование хрупких структур (мартенсита) и суммирование сварочных и эксплуатационных напряжений могут исчерпать пластичность металла и вызвать разрушение конструкции из-за образования холодных трещин как сразу после сварки, так и в течение определенного времени после ее окончания.
Образование закалочных структур во многом определяется системой легирования сталей и швов: хромомолибденованадиевые стали более склонны к холодным
трещинам по сравнению с хромомолибденовыми. Появлению «замедленных» холодных трещин способствует диффузионно подвижный водород.
Устранения разупрочнения можно добиться термообработкой (нормализация + отпуск при Т = 700 °С) посіє сварки.
Общими рекомендациями по всем способам дуговой сварки являются: обязательная и тщательная зачистка и подготовка поверхности свариваемых кромок, постоянство тепловых режимов, надежная защита зоны сварки и жесткое соблюдение режимов подогрева и термообработки сварных соединений.
Разделка кромок осуществляется механически или плазменно-дуговой резкой. Сварку проводят при температуре окружающего воздуха не ниже О °С с предварительным и сопутствующим местным или общим подогревом (табл. 11.1).
Рекомендуемые температуры подогрева при сварке и термообработки после сварки
Рекомендуемая температура подогрева
Рекомендуемая температура отпуска после сварки
Критерии выбора технологии и режимов сварки и последующей термической обработки сварных соединений
Сообщение об ошибке
Критерии выбора технологии и режимов сварки и последующей термической обработки сварных соединений
Применяемые в сварочной технике разнообразные конструкционные материалы должны удовлетворять определенным требованиям не только эксплуатации (прочность при статической или динамической нагрузке, при нормальной, низкой или высокой температуре, под действием тех или иных активных сред), но и технологии сварки. Поэтому исследования свариваемости, представляющей комплексную технологическую характеристику поведения металлов при сварке, уже давно стали составной частью работ по созданию новых марок металла.
Прежде всего сварные соединения всех металлов должны обладать определенными показателями специальных свойств (например, жаропрочностью, высоким сопротивлением коррозии, термостойкостью и т. д.) при отсутствии нарушений сплошности (трещины, поры).
В качестве примера наиболее типичных условий, обеспечивающих свариваемость, можно привести следующие:
Очень часто требования эксплуатации и требования сварки оказываются противоречивыми. В наибольшей степени это проявляется при сварке сложнолегированных высокопрочных металлов и сплавов, в которых упрочнение достигается благодаря фазовому наклепу и дисперсионному упрочнению. Как правило, чем выше прочность свариваемых материалов, тем труднее обеспечить равнопрочность сварных соединений основному металлу и избежать образования горячих или холодных трещин.
В связи с этим при выборе критериев для расчетного определения режимов сварки тех или иных металлов необходим строго дифференцированный подход. Он зависит от физико-химических свойств свариваемых металлов и сплавов и от того, в каких зонах сварного соединения при данном виде или способе сварки возникают опасные дефекты или происходят неблагоприятные изменения структуры и свойств.
Однако, несмотря на разнообразие свойств и их изменений при сварке, в целях обеспечения ее оптимальной технологии все металлы и сплавы удобно разбить на три основные группы:
При сварке металлов и сплавов первой группы вследствие высокого объемного эффекта полиморфного превращения ведущими в формировании структуры и свойств, как правило, являются мартенситное превращение и отпуск мартенсита, второй группы – кристаллизация, эвтектоидный распад и старение закаленных высокотемпературных фаз, а третьей группы – кристаллизация (особенно эвтектическая), рекристаллизация и старение. Общим для материалов второй и третьей групп является невозможность исправления грубой кристаллической структуры металла шва и рекристаллизованной структуры околошовной зоны последующей термической обработкой из-за малого объемного эффекта полиморфного превращения или отсутствия фазовой перекристаллизации.
Ниже рассматриваются принципы выбора критериев для расчетного определения режимов сварки плавлением разнообразных конструкционных материалов.
Критерии выбора технологии и режимов сварки металлов и сплавов с большим объемным эффектом полиморфного превращения
К материалам с большим объемным эффектом полиморфного превращения относят в первую очередь сталь перлитного и мартенситного классов, а также сплавы циркония, олова и т. д.
Выбор режимов и технологии сварки стали определяется типом конструкции, условиями ее эксплуатации и характером термической обработки до и после сварки. Последний фактор является решающим для получения необходимых структуры и механических свойств соединений. Все многообразие вариантов предъявляемых требований можно свести к следующим основным случаям.
2. Сталь перед сваркой подвергают термической обработке на высокую прочность (нормализация или закалка с высоким отпуском). После сварки предусматривается отпуск для снятия напряжений и выравнивания механических свойств в различных участках соединений. К сварным соединениям предъявляют требование равнопрочности с основным металлом в сочетании с определенными значениями ударной вязкости, пластичности и ряда специальных свойств, характеризующих работоспособность соединений в соответствующих условиях (например, критическая температура хрупкости и сопротивление хрупкому разрушению в условиях ударных или статических нагрузок при низких температурах; пределы длительной прочности и ползучести; сопротивление локальному разрушению при повышенных температурах и сложнонапряженном состоянии и т. д.).
В этом случае при технологических расчетах необходимо обеспечить выполнение двух противоречивых условий: во-первых, предупредить образование холодных трещин в околошовной зоне и шве в процессе сварки и при последующем хранении изделий до отпуска, во-вторых, добиться наименьшего возможного разупрочнения основного металла на участке высокого отпуска зоны термического влияния. Чтобы выполнить второе условие, сварку нужно вести по возможности при жестких режимах, т. е. пребывание этого участка основного металла выше температуры отпуска Тот до сварки должно быть минимальным.
Это, однако, удается обеспечить практически только при относительно высоких скоростях нагрева и охлаждения. В качестве основного критерия при расчете параметров технологии и режимов наиболее производительных методов однопроходной и многослойной сварки длинными участками следует принимать предельно допустимую скорость охлаждения υд, гарантирующую отсутствие трещин в околошовной зоне и шве.
Обычно величину υд устанавливают по данным для околошовной зоны, так как металл шва благодаря использованию менее легированного (особенно по углероду) присадочного металла обладает более высоким сопротивлением образованию холодных трещин.
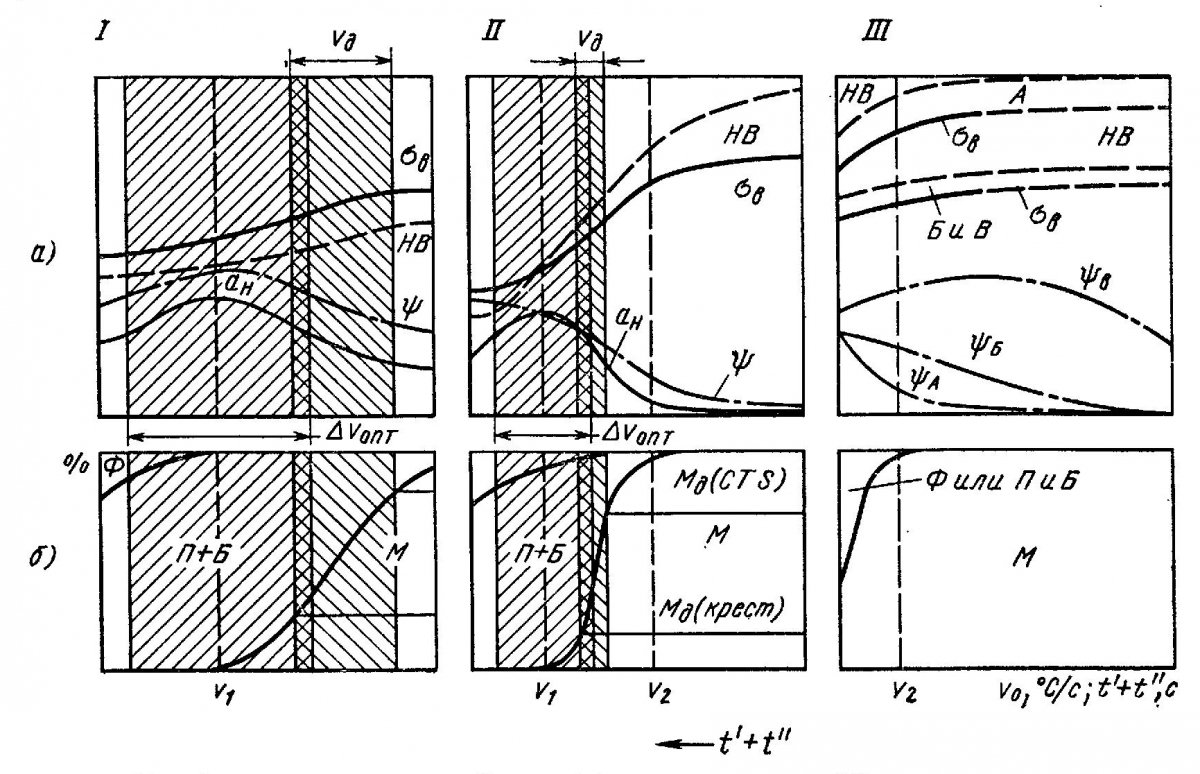
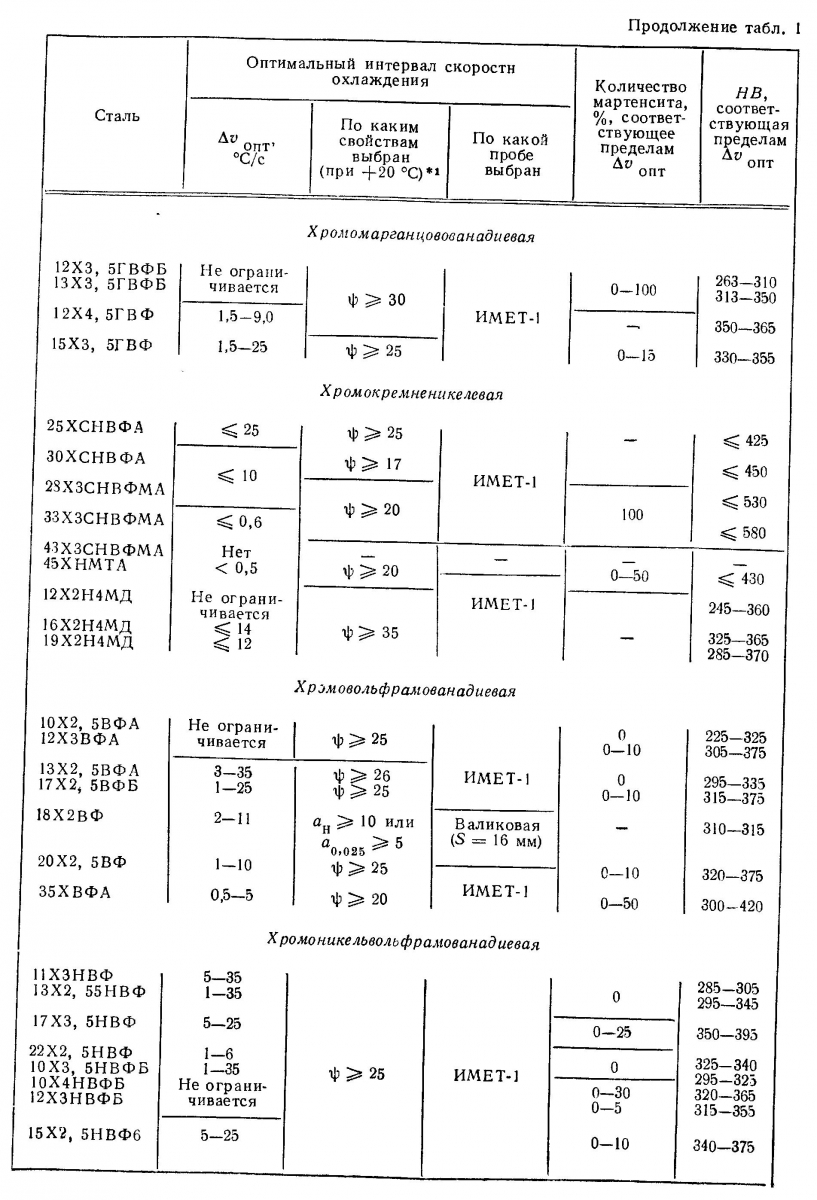
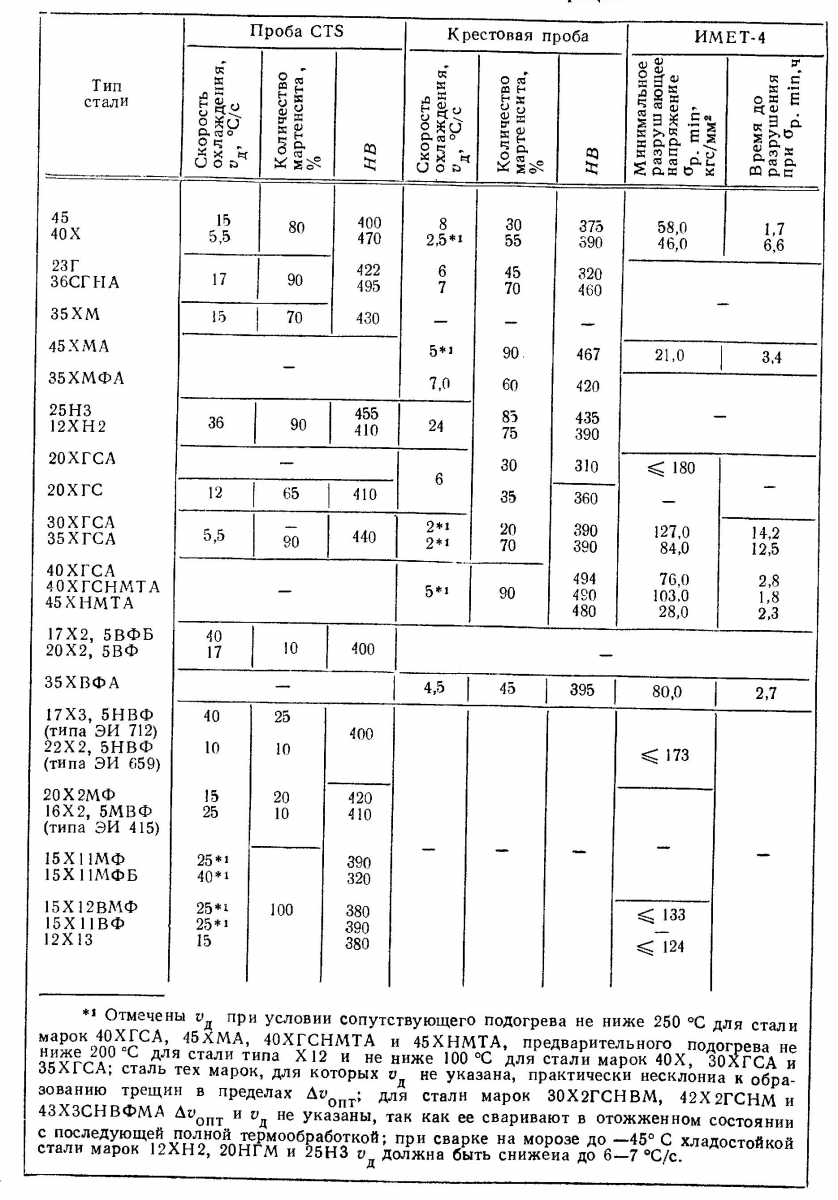
Предельно допустимую скорость охлаждения околошовной зоны и соответствующую ей длительность t‘+t« пребывания металла выше температуры Ас3 при нагреве t‘ и охлаждении t« устанавливают по данным сварки жестких проб лучше всего воспроизводящих тип соединений и уровень напряжений в данной сварной конструкции. Указанные величины выбирают для стали с повышенным содержанием углерода в зависимости от ее реакции на термический цикл: по допустимому содержанию мартенсита в околошовной зоне [перлитная сталь со средней устойчивостью аустенита, у которой при сварке можно регулировать структурное состояние и свойства (рис. 1, сталь группы II)], обеспечивая достаточно полное развитие самоотпуска мартенсита в процессе охлаждения при однопроходной сварке или процессов отпуска при многослойной сварке. Последнее касается стали с высокой устойчивостью аустенита, практически не изменяющей своего структурного состояния и свойств в околошовной зоне при простом термическом цикле (рис. 1, сталь группы I преимущественно с бейнитной структурой и группы III с мартенситной структурой). При сварке стали с пониженным содержанием углерода скорость υд целесообразно выбирать весьма высокой, так как образование трещин удается предупреждать, резко ограничивая рост зерен. При этом не происходит и разупрочнения основного металла в зоне отпуска.
При сварке стали со средней устойчивостью аустенита выбранный по υд режим часто требует корректировки для получения заданных механических свойств. В этом случае дополнительным критерием служит интервал скоростей охлаждения Δυопт в котором обеспечиваются оптимальные механические свойства в околошовной зоне и в других участках соединения до и особенно после отпуска. Интервал Δυопт устанавливают по методам ИМЕТ-1, по валиковой пробе или непосредственно на сварных соединениях.
Если предельно допустимую скорость охлаждения не удается обеспечить без подогрева или без перехода на сварку участками, то для уточнения параметров режимов и технологии сварки необходимы специальные исследования влияния продолжительности tот на разупрочнение основного металла в процессе сварки, например, с помощью метода ИМЕТ-1 или непосредственно на сварных соединениях.
К стали, сварные соединения которой должны быть после отпуска равнопрочны основному металлу, относятся:
В обоих случаях структуру и механические свойства сварных соединений регулируют полностью при сварке. Рассчитывая технологию и режимы сварки, следует исходить не только из того, чтобы предупредить образование холодных трещин без отпуска, но и из необходимости обеспечить оптимальное соотношение механических свойств металла в околошовной зоне (для предупреждения охрупчивания вследствие закалки, роста зерна и перегрева), в зоне отпуска (для предупреждения отпускной хрупкости) и шве непосредственно после сварки.
Для выполнения этих условий в качестве основного критерия расчета параметров технологии и режимов однопроходной и многослойной сварки длинными участками принимают скорость охлаждения υо околошовной зоны. Эту скорость выбирают в зависимости от толщины металла и конструкции соединения внутри интервала скоростей Δυопт (и соответствующих им длительностей t‘+t«), в котором достигается оптимальное сочетание механических свойств в зоне термического влияния и шве. Чтобы предупредить опасность образования холодных трещин, скорость охлаждения υо следует назначать с учетом допустимой скорости υд, которая в зависимости от типа стали и жесткости сварного соединения может в большей или меньшей мере ограничивать диапазон приемлемых скоростей охлаждения внутри интервала Δυопт (группы стали I и II на рис. 1). Значения Δυопт и υд устанавливают методами, указанными в п. 2.
К стали, к которой предъявляют эти требования, относятся низколегированная сталь типа 12ХН2, 25Н3, 36СГНА, 18Х2ВФ, 20НГМ, 23Г, 17ГС, 20ХГС, 35ХГСА, 40Х, а также сталь 45.
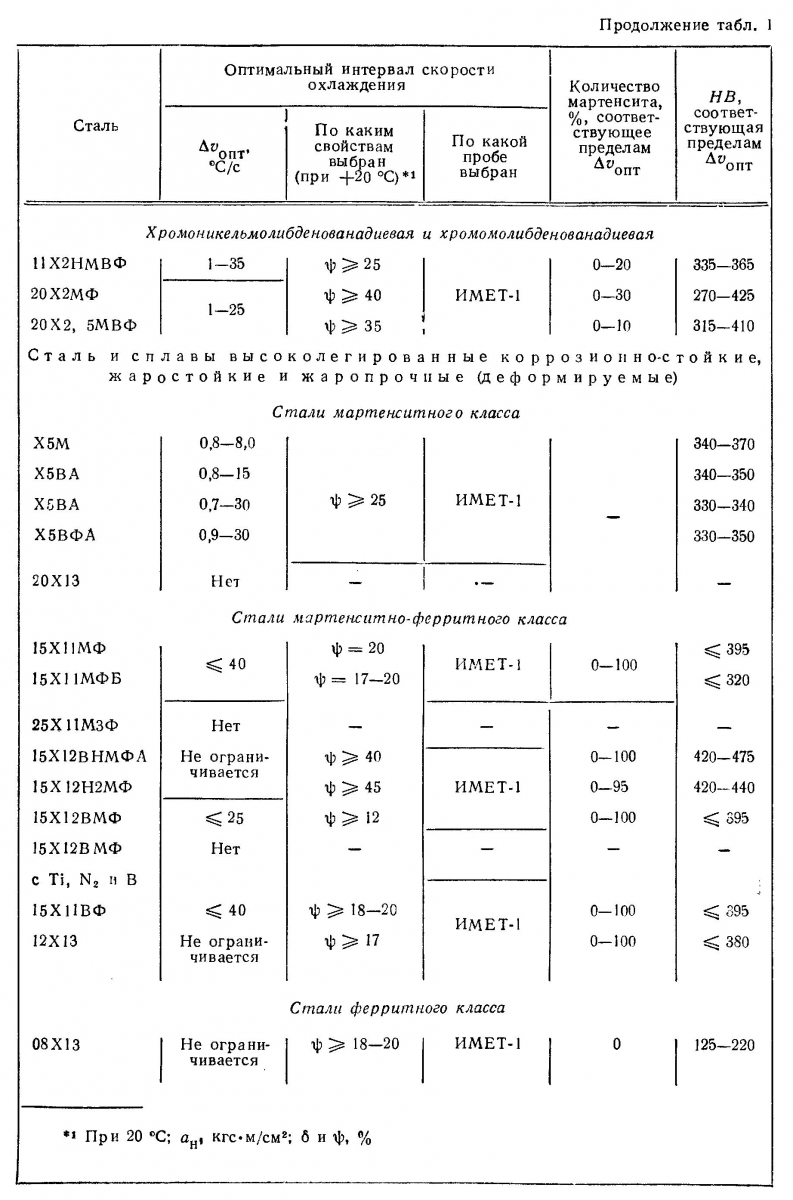
4. Сталь перед сваркой подвергают отжигу, а после сварки – полной термической обработке (закалка и низкий отпуск) на сверхвысокую прочность 150– 200 кгс/мм2. Требования к сварным соединениям те же, что и к соединениям 2-й группы. К этой группе относят сталь с высокой устойчивостью аустенита – низколегированную с повышенным содержанием углерода (35ХГСА, 40ХГСА, 40ХГСНМТА, 45ХМА, 45ХНМТА), с 2 – З% Cr (30Х2ГСНВМ, 42Х2ГСНМ, 43ХЗСНМФА) и 12% Cr (15Х12НМВФА). Ее применяют для изделий малой толщины, которые сваривают преимущественно в один-три прохода. Параметры сварки выбирают по скорости охлаждения околошовной зоны υд, гарантирующей отсутствие холодных трещин при сварке и в течение вылеживания изделий до отпуска или полной термической обработки.
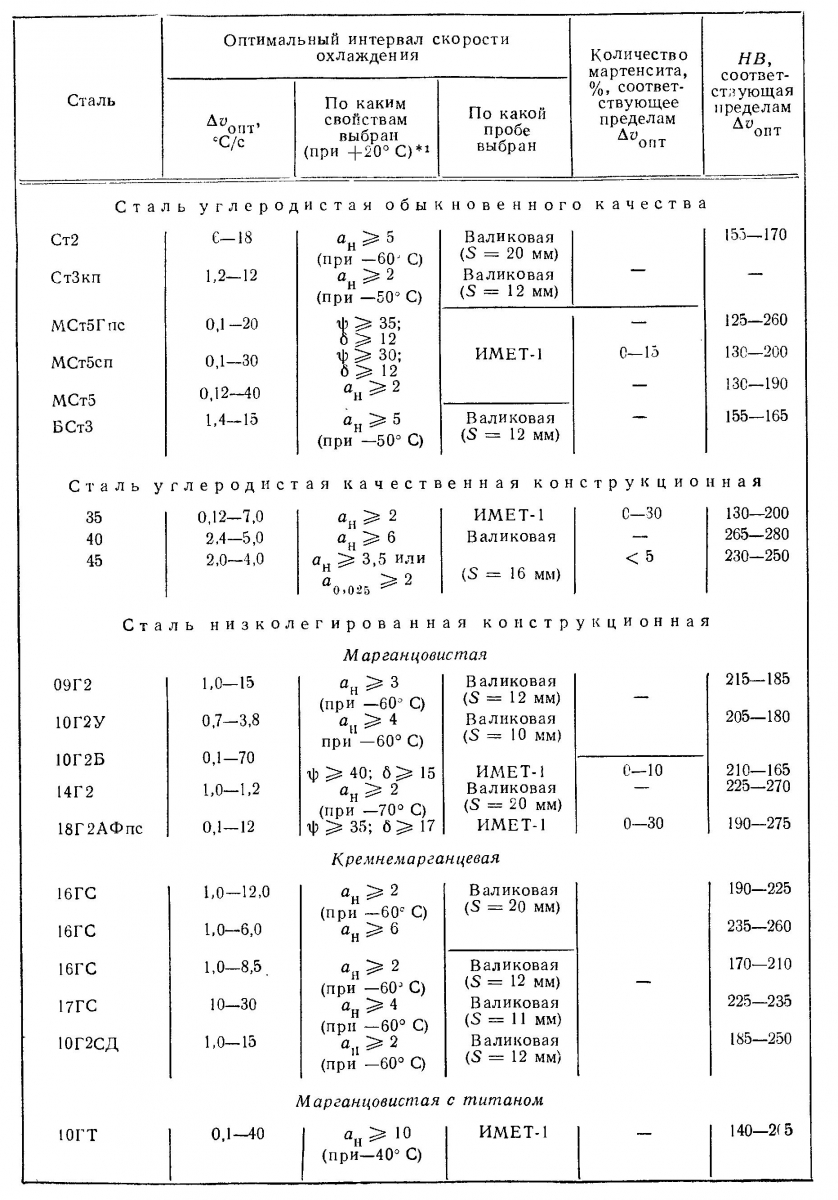
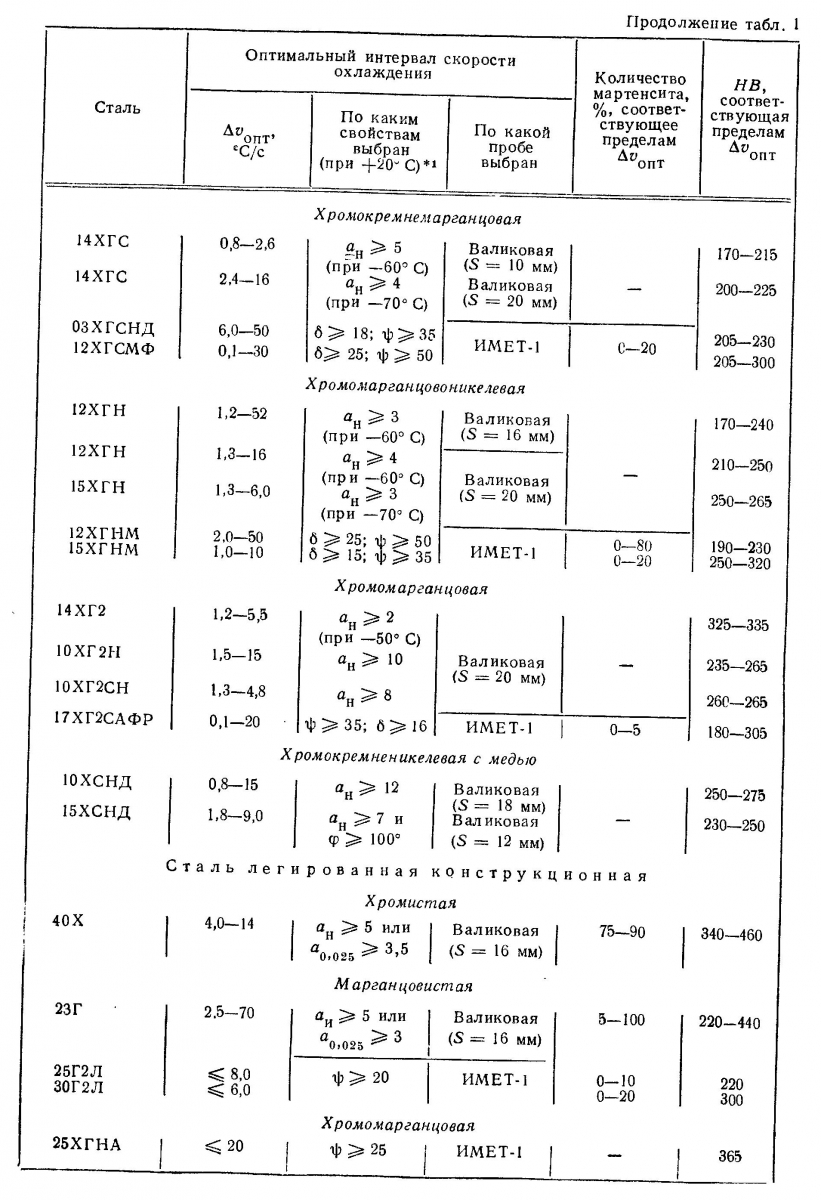
Значения критериев υд и Δυопт для стали различных марок приведены в табл. 1 и 2.
Критерии выбора технологии и режимов сварки металлов и сплавов с малым объемным эффектом полиморфного превращения. В этом разделе рассмотрены принципы выбора технологии и режимов сварки α и α+β-сплавов титана. Сплавы титана, как и сталь, претерпевают в процессе обработки по термическому циклу сварки полиморфные превращения, однако если в железе γ→α – превращение сопровождается увеличением удельного объема на З%, то в титане β→α- превращение имеет практически неощутимый объемный эффект противоположного знака (удельный объем уменьшается на 0,13%).
Титан и его сплавы широко используют для ответственных сварных конструкций, работающих при повышенных и при отрицательных температурах в условиях сложнонапряженного состояния.
С точки зрения требований к механическим свойствам сварных соединений целесообразно подразделить сплавы на две основные группы.
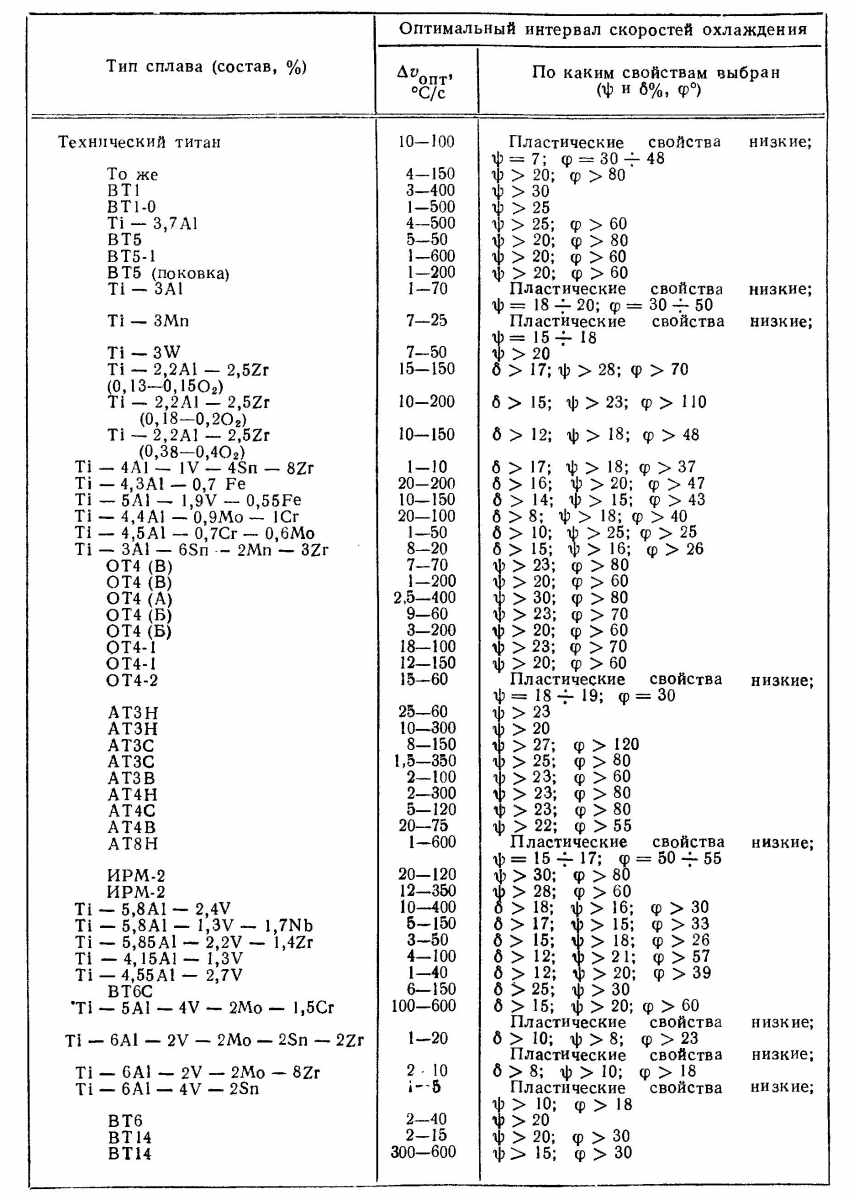
1. Сплавы, применяемые в состоянии после прокатки или отжига. Упрочняющую термическую обработку после сварки не проводят. Для изделий с жесткими соединениями назначают отжиг с целью снятия напряжений. К сплавам этой группы относят технический титан и его α и α+β-сплавы мартенситного класса, упрочнение которых достигается целиком благодаря легированию α-твердого раствора. Содержание β-стабилизаторов в этих α+β-сплавах ниже или несколько выше предела их растворимости в α-фазе (рис. 2, группа III).
Уровень пластических свойств сварных соединений этих сплавов и ширина интервала Δυопт существенно зависят от содержания газов, алюминия, типа и количества β-стабилизаторов. Особенно резко пластичность падает при высоком содержании алюминия (ОТ4-2, АТ6, АТ8).
Для повышения сопротивления сплавов титана замедленному разрушению (образованию холодных трещин) рекомендуется ограничивать содержание газов в основном металле (О и N ≤ 0,1 – 0,15% и Н≤0,005 – 0,008%) и вводить в него и в металл шва 1 – З% Zr, подавляющего отрицательное влияние кислорода.
2. Сплавы, применяемые в состоянии после упрочняющей термической обработки (закалка и старение). Перед сваркой основной металл подвергают закалке или отжигу, а после сварки закалке и старению. К этой группе относят сплавы с α+β-структурой.
Основным критерием выбора режимов и технологии сварки α+β-сплавов также служит интервал Δυопт. Однако его назначают не только ради получения максимальных пластических свойств соединений после сварки, а также чтобы обеспечить благоприятные условия правки до полной термообработки. В противном случае из-за низкой пластичности шва и околошовной зоны после сварки изделия перед правкой приходится подвергать отжигу или закалке в зависимости от состава сплавов. Выбор интервала Δυопт должен быть обоснован также и с точки зрения требуемой прочности, пластичности и ряда специальных свойств соединений после окончательной термической обработки. При высоком содержании β-стабилизаторов в сплаве интервал Δυопт следует выбирать так, чтобы химическая и физическая неоднородность сварных швов и околошовной зоны была минимальна. Здесь имеются в виду внутрикристаллическая неоднородность в металле шва при кристаллизации, рост зерна в шве и околошовной зоне, обогащение пограничных областей зерен, субзерен и фрагментов легирующими элементами и другие процессы, приводящие к резкому снижению дисперсности продуктов старения, т. е. выделений α-фазы и интерметаллических соединений. Кроме того, для получения по возможности равномерных механических свойств во всех участках сварного соединения необходимо ограничивать подстаривание основного металла в процессе сварки в участке зоны термического влияния, который нагревается до температур интенсивного старения. Обычно эти требования выполняются в условиях сварки при очень жестких режимах.
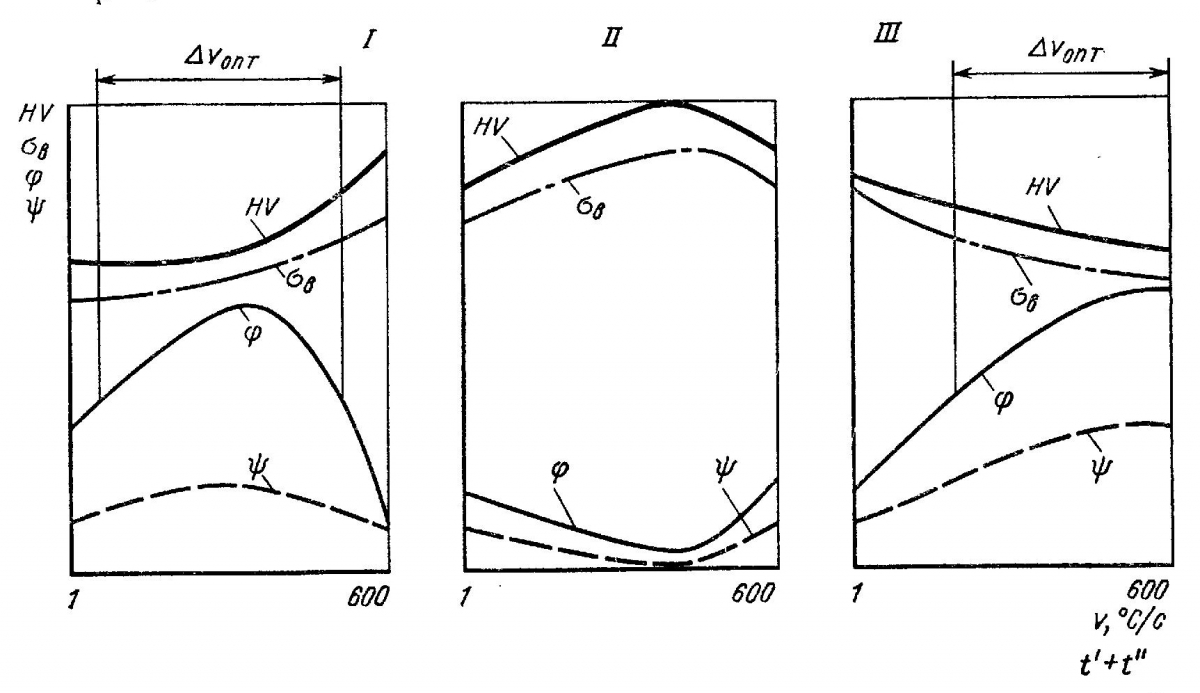
На рис. 2 сплавы с α+β-структурой разделены на две группы в зависимости от количества β-фазы. Сварные соединения сплавов группы с малым и средним количеством остаточной β-фазы [ВТ6, ВТ14 (Б), ВТ14 (А), ВТ14] характеризуются резким снижением пластических свойств в широком интервале средних скоростей охлаждения вследствие неблагоприятного соотношения α‘-, ω- и β-фаз (рис. 2, группа II). Ширина этого интервала зависит от количества β-стабилизаторов. Вне этого интервала пластичность несколько повышается: при малых скоростях охлаждения – вследствие снижения количества β-фазы, а при высоких скоростях, наоборот, за счет ее увеличения. Для правки изделий из этих сплавов после сварки необходим отжиг на α-фазу. После закалки и старения пластичность соединений практически не возрастает.
Рис.2. Изменение механических свойств сплавов титана в околошовной зоне в зависимости от скорости охлаждения при сварке.I– сплавы со структурой чистойα-фазы или с малым количествомω— иβ-фаз (технический титан ВТ1,α-сплавы с 3,7’%, А1, ВТ5, ВТ5-1 и др.), низколегированныеα+β-сплавы (AT3 – АТ8, ОТ4-0, ОТ4-1, ОТ4, ВТ4, ОТ4-2, ВТ18, ВТ20 и т. д.);II– сплавы с фазовой структуройα‘ +β+ωпри малом и среднем количествеβ-фазы (среднелегированныеα+β-сплавы ВТ6, ВТ14, ВТ8, ВТ9, ВТ3-1 и т. д,);III– сплавы со структуройβ+α‘ +αпри повышенном и высоком содержанииβ-фазы (высоколегированныеα+β-сплавы ВТ16, ВТ22, метастабильныеβ-сплавы ВТ15, ИВТ-1 и т. д.)
К сплавам второй группы (рис. 2, группа III), отнесены высоколегированные α+β-сплавы с высоким содержанием β-фазы (BT16) или со структурой метастабильной β-фазы (BT15). Высокое содержание β-фазы в околошовной зоне и шве обеспечивает высокую пластичность сварных соединений этих сплавов непосредственно после сварки в условиях средних и жестких режимов. Благодаря этому они легко подвергаются правке. У более легированного сплава ВТ15 Δυопт значительно более широкий, чем у сплава ВТ16. Вне интервала Δυопт (при малых скоростях охлаждения) пластичность падает из-за появления α— и α‘-фаз. Резкое снижение пластичности сварных соединений этих сплавов (особенно BT15) после старения связано с химической неоднородностью структуры.
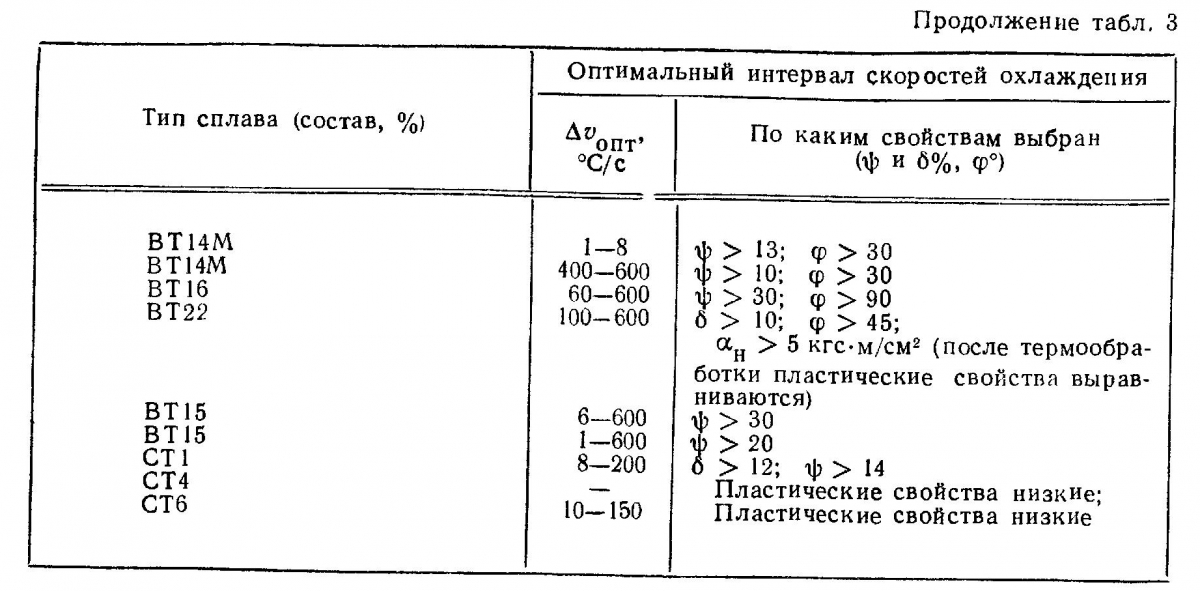
Рекомендуемые значения Δυопт для различных сплавов титана приведены в табл. 3, а сравнительные данные о сопротивляемости их образованию холодных трещин – в табл. 4.
Критерии выбора технологии и режимов сварки металлов и сплавов, не имеющих полиморфных превращений. К группе материалов без полиморфизма следует отнести аустенитные сплавы на железохромоникелевой или никельхромистой основах, сохраняющие при комнатной температуре структуру γ-твердого раствора, сплавы тугоплавких металлов, алюминиевые сплавы, β-сплавы титана и т. д.
Основные задачи при выборе технологии и режимов сварки таких сплавов: предупреждение высокотемпературного межкристаллитного разрушения сварных швов и околошовной зоны (горячих трещин); обеспечение заданного уровня прочности и пластичности металла шва и зоны термического влияния при отрицательных, комнатной или повышенных температурах; получение заданных характеристик длительной прочности, ползучести и коррозионной стойкости в условиях эксплуатации.
Как правило, все эти материалы стремятся сваривать в условиях жестких режимов.
Одно из наиболее надежных средств предотвращения образования горячих трещин при сварке – повышение качества свариваемого металла: ограничение содержания кремния, бора, фосфора, серы и других примесей в аустенитной стали и никелевых сплавах, а также примесей внедрения в сплавах тугоплавких металлов. При сварке сплавов из тугоплавких металлов, как и при сварке сплавов титана и циркония, предусматривают эффективные меры защиты металла сварных соединений от насыщения примесями: струйную защиту инертными газами, сварку в камерах с контролируемой атмосферой, электронно-лучевую сварку.
Важное условие предупреждения горячих трещин – выбор соответствующего присадочного материала. При сварке аустенитных сплавов стремятся получить наплавленный металл, имеющий в своем составе вторую фазу в виде мелкодисперсных включений феррита, карбидов ниобия, термодинамически устойчивых нитридов типа TiN, тугоплавких оксидов. Легирование сварных швов аустенитной стали и никелевых сплавов большими количествами молибдена, вольфрама, тантала, при которых подавляется процесс высокотемпературного разрушения, эффективно только при условии жесткого ограничения содержания в сварочной ванне кремния, фосфора, серы, легкоплавких примесей и газов. Положительные результаты дает рафинирование металла сварочной ванны или модифицирование структуры шва с помощью галоидных или высокоосновных флюсов– шлаков.
Присадочные материалы для сварки сплавов алюминия должны содержать легирующие элементы, уменьшающие интервал кристаллизации и повышающие температуру затвердевания сплавов. Это достигается регулированием количества и распределения легкоплавкой эвтектики и введением в металл шва элементов, образующих с компонентами эвтектики более тугоплавкие перитектики.
Окончательный выбор и корректирование состава присадочного материала производят по результатам технологических сварочных проб на горячие трещины, а также по результатам коррозионных и механических испытаний сварных соединений.
При выборе режимов сварки данной группы сплавов необходимо соблюдение двух условий: предупреждение высокотемпературного межкристаллитного разрушения сварных соединений; получение минимальной зоны разупрочнения (для термически упрочняемых алюминиевых сплавов) или минимальной зоны повышенной хрупкости в месте сварки (для сплавов молибдена, вольфрама, хрома).
Влияние режимов сварки на образование горячих трещин неоднозначно. Уменьшение величины погонной энергии, увеличение скорости охлаждения металла шва способствуют подавлению зональной ликвации, измельчению зерна, уменьшению величин внутренних деформаций и в этом смысле благоприятно сказываются на технологической прочности соединений. Однако те же причины могут вызвать образование менее благоприятно ориентированной структуры шва и увеличение темпа нарастания внутренних деформаций.
Соотношение этих факторов при выбранном режиме сварки определяет сопротивление сварных соединений образованию горячих трещин и соответственно оптимальный интервал режимов (по Δυопт) для соединений данного уровня жесткости. Все это в равной степени относится и к такому технологическому приему, как предварительный и сопутствующий подогрев изделий при сварке.
Режимы сварки не оказывают резкого влияния на механические свойства аустенитной стали, однако увеличение размеров сварочной ванны нежелательно, так как в этом случае снижается коррозионная стойкость соединений связи с появлением четко выраженной ликвационной зоны и зон выпадания карбидов и некоторых других фаз из твердого раствора.
При сварке нагартованных сплавов ниобия и тантала, а также термически не обрабатываемых сплавов алюминия (АМг, АМгЗ, АМг5, АМг6, АМц и др.) в зоне термического влияния наблюдается некоторое разупрочнение, связанное с рекристаллизацией обработки. При сварке сплавов в отожженном состоянии сварные соединения равнопрочны основному металлу. Для повышения пластичности сварных соединений сплавов ниобия, склонных к старению, проводят отжиг после сварки для перестаривания. Другие сплавы не требуют термической обработки.
Сплавам вольфрама, хрома и молибдена свойственно резкое охрупчивание. при сварке вследствие образования в зоне сварочного нагрева литой и рекристаллизованной структуры. Для уменьшения размеров зоны хрупкости и ограничения роста зерна в этой зоне сварку сплавов рекомендуют выполнять при минимально возможной погонной энергии и в импульсных режимах с использованием различных теплоотводящих устройств.
По характеристикам кратковременной и длительной прочности сварные соединения сплавов вольфрама, хрома и молибдена не отличаются от основного металла в рекристаллизованном состоянии.
Важную технологическую проблему представляет сварка высокопрочных стареющих сплавов на основе алюминия (АВ, АВ5, АК6, АК6-1, Д20, В95 и др.). При выборе режимов сварки сплавов стремятся ограничить перегрев жидкого металла, сократить продолжительность пребывания сварочной ванны в жидком состоянии, сократить пребывание металла зоны термического влияния при высоких температурах. При этом повышается сопротивление шва и околошовной зоны хрупкому разрушению и уменьшается степень разупрочнения основного металла вблизи шва. Эти условия обеспечиваются при использовании источников тепла большой интенсивности, позволяющих вести сварку с повышенной скоростью. Жесткие режимы сварки способствуют также уменьшению пористости. После сварки проводят полную термическую обработку сварных конструкций: закалку+ искусственное старение для сплавов типа АВ; отжиг перед сваркой, закалку+ искусственное старение для сплава Д20; закалку+ естественное старение для сплавов Д1 и Д16; длительный гомогенизирующий отжиг+ естественное старение для сплава В95.
Таблица 1. Оптимальный интервал скоростей охлаждения при сварке по данным изменения структуры и свойств сталей в околошовной зоне
Таблица2.Допустимые скорости охлаждения при сварке по данным испытаний на сопротивляемость стали образованию холодных трещин
Таблица 3. Оптимальный интервал скоростей охлаждения при сварке по данным изменения структуры и свойств сплавов титана в околошовной зоне (метод ИМЕТ-1)