Револьверная головка
Смотреть что такое «Револьверная головка» в других словарях:
РЕВОЛЬВЕРНАЯ ГОЛОВКА — барабан или диск узел металлорежущего станка (револьверного, карусельного и др.), микроскопа, киносъемочного аппарата и т. д., в гнездах которого закрепляется параллельно или перпендикулярно оси поворота револьверной головки нескольких режущих… … Большой Энциклопедический словарь
РЕВОЛЬВЕРНАЯ ГОЛОВКА — (поворотный барабан млн. диск) приспособление металлорежущего станка (револьверного, карусельного и др.), микроскопа, кино съёмочного аппарата и др. В ней закрепляется несколько режущих инструментов, оптических систем и т.д., которые перемещаются … Большая политехническая энциклопедия
револьверная головка — барабан или диск, узел металлорежущего станка (револьверного, карусельного и др.), микроскопа, киносъёмочного аппарата и т. д., в гнёздах которого закрепляется параллельно или перпендикулярно оси поворота револьверной головки несколько режущих… … Энциклопедический словарь
РЕВОЛЬВЕРНАЯ ГОЛОВКА — (от англ. revolve вращаться, возвращаться) поворотный барабан или диск приспособление металлореж. станка (револьверного, карусельного и др.), микроскопа, киносъёмочного аппарата и т. п. В Р. г. закрепляется неск. реж. инструментов, оптич. систем… … Большой энциклопедический политехнический словарь
ГОЛОВКА — элемент детали или узла в конструкции многих технических устройств, а также в радиоэлектронных устройствах записи и воспроизведения информации. Термин «Г.» применяется в разных значениях: (1) в машиностроении а) в инструменте (Г. резца,… … Большая политехническая энциклопедия
Лоботокарные — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Лоботокарные Станки — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Лоботокарный станок — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Многошпиндельные токарные автоматы — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Многошпиндельный токарный автомат — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
РЕВОЛЬВЕРНАЯ ГОЛОВКА

Револьверная головка с инструментом
Смотреть что такое «РЕВОЛЬВЕРНАЯ ГОЛОВКА» в других словарях:
РЕВОЛЬВЕРНАЯ ГОЛОВКА — барабан или диск узел металлорежущего станка (револьверного, карусельного и др.), микроскопа, киносъемочного аппарата и т. д., в гнездах которого закрепляется параллельно или перпендикулярно оси поворота револьверной головки нескольких режущих… … Большой Энциклопедический словарь
РЕВОЛЬВЕРНАЯ ГОЛОВКА — (поворотный барабан млн. диск) приспособление металлорежущего станка (револьверного, карусельного и др.), микроскопа, кино съёмочного аппарата и др. В ней закрепляется несколько режущих инструментов, оптических систем и т.д., которые перемещаются … Большая политехническая энциклопедия
револьверная головка — барабан или диск, узел металлорежущего станка (револьверного, карусельного и др.), микроскопа, киносъёмочного аппарата и т. д., в гнёздах которого закрепляется параллельно или перпендикулярно оси поворота револьверной головки несколько режущих… … Энциклопедический словарь
Револьверная головка — поворотный узел станка, прибора или аппарата, несущий несколько инструментов, оптических систем и т.п. Р. г. обязательный узел револьверного станка (См. Револьверный станок), применяется на многих автоматах и полуавтоматах, а… … Большая советская энциклопедия
ГОЛОВКА — элемент детали или узла в конструкции многих технических устройств, а также в радиоэлектронных устройствах записи и воспроизведения информации. Термин «Г.» применяется в разных значениях: (1) в машиностроении а) в инструменте (Г. резца,… … Большая политехническая энциклопедия
Лоботокарные — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Лоботокарные Станки — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Лоботокарный станок — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Многошпиндельные токарные автоматы — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Многошпиндельный токарный автомат — Токарный станок Токарный станок станок для обрабоки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание… … Википедия
Револьверная головка станка и ее функциональный блок управления

Револьверная головка станка и практические аспекты реализации управления электроавтоматикой токарных станков, именно этому посвящена данная статья. Обоснована актуальность применения подхода проектирования системы управления электроавтоматикой станков независимо от типа применяемых аппаратных средств. Рассмотрена автоматическая смена инструмента на станках с чпу токарной группы, а также алгоритм и реализация функционального блока управления револьверной головкой.
Перенос выполнения управляющих программ с уровня автономных ПЛК на уровень системы ЧПУ позволил абстрагироваться от типа применяемых модулей ввода/вывода управляющих сигналов. В результате привязка машинного кода осуществляется не во время компиляции под конкретную платформу, а за счет конфигурирования аппаратного обеспечения.
Например, для коммуникации в рамках системы ЧПУ широкое применение нашёл высокоскоростной протокол EtherCAT, обеспечивающие объединение в единую информационную сеть разнородных управляющих элементов (контроллеров приводов и компоненты системы управления электроавтоматикой). Независимо от фирмы-производителя аппаратуры поддерживающей этот международный стандарт (Beckhoff, NCT, Yaskawa и др.) программный код функционального блока остается неизменным, так же, как и математическое обеспечение ядра системы ЧПУ. Изменению подвергается только диапазон разделяемой памяти, являющейся проекцией состояния физических входов/выходов и служащей буфером обмена данными между программно-реализованным контроллером и аппаратными средствами управления.
Такой подход обеспечивает независимость проектирования системы управления электроавтоматикой станков от типа применяемых аппаратных средств автоматизации, что позволяет повторно использовать разработанные ранее функциональные блоки.
Рассмотрим станки с ЧПУ с автоматической сменой инструмента и их системы. Широкое применение при проектировании станков токарной группы нашло оборудование производства фирм Colombo, Baruffaldi, Duplomatic и Sauter (Таблица 1).

Таблица 1. Сравнение технических характеристик револьверных головок различных производителей
Револьверная головка станка с чпу применяется как носитель инструментов в токарных, токарно-фрезерных, трубообрабатывающих и карусельных станках. Обычно головка имеет пять-шесть инструментальных гнезд, редко более восьми. Конструкция револьверных головок разнообразна, но выделяют два принципиально различающихся типа: для не вращающихся (резцов, расточных пластин, блоков, сверл и других инструментов для обработки тел вращения и отверстий) и вращающихся инструментов (рис. 1). Револьверная головка станка второго типа служит для установки сверл и других инструментов при обработке отверстий, не совпадающих с осью вращения заготовки (параллельных, перпендикулярных и т. д.), а также для выполнения фрезерных и других работ и оснащаются механическими деталями для передачи вращения шпинделю и инструменту (зубчатые колеса, подшипники, муфты и др.). Револьверная головка станка должна обладать высокой жесткостью, позволяющей выполнять грубые работы и вместе с тем обеспечивать высокую точность при чистовой обработке.

Рис. 1 Револьверная головка Duplomatic SMB*
Широкая номенклатура изделий каждого производителя обусловлена конструктивными особенностями важными для различных типов станков: количество инструментов, расположение инструментов (осевое/радиальное), способ крепления инструмента и др. На основе выделенных в таблице 1 критериев большинство оборудования можно разделить на подгруппы, для реализации унифицированных управляющих подпрограмм (функциональных блоков). При этом каждый из критериев – это параметр, не влияющий на алгоритм управления в целом, а определяющий только количественные характеристики технологического оборудования.
На рис. 2 представлен алгоритм смены инструмента, который имеет револьверная головка токарного станка. Согласно алгоритму необходимо выполнить следующую последовательность действий:

Рис. 2 Алгоритм смены инструмента для револьверных головок
Проведенный анализ алгоритма смены инструмента позволил определить отличительные особенности различных типов оборудования, в дальнейшем выделенные в качестве параметром функционального блока:
Использование алгоритма поиска кратчайшего пути позволяет существенно сократить вспомогательное время выполнение операции смены инструмента. Примем в качестве параметров: А – номер активного инструмента, Т – номер требуемого инструмента, N – общее количество инструментов. Если справедливо одно из неравенств:
Револьверная головка
Револьверная головка – специальное устройство, в котором устанавливаются различные режущие инструменты: сверла, зенкеры, развертки, метчики и др. Револьверная головка является важным составным элементом токарно-револьверных станков (автоматов и полуавтоматов), устанавливается на продольном суппорте станка. Применение револьверной головки на указанных станках позволяет выполнять обработку заготовок (или каких-либо деталей) сложной формы и одновременно значительно уменьшить вспомогательное время (т. е. повысить производительность труда). Револьверная головка, имея вертикальную, горизонтальную и в ряде случаев (т. е. модификаций) наклонную ось вращения, периодически поворачивается в соответствии с последовательностью технологического процесса и фиксируется относительно продольного суппорта. Кроме того, через ось револьверной головки подводится к обрабатываемой заготовке (или детали) смазочно-охлаждающая жидкость с целью улучшения режима резания. Револьверные головки широко применяются в станочных автоматических линиях машиностроительных предприятий.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Делительная головка
Делительная головка Делительная головка – устройство, применяемое для установки, закрепления и периодического поворота или непрерывного вращения небольших заготовок, обрабатываемых на фрезерных станках. В инструментальных цехах машиностроительных предприятий
Револьверная головка
Револьверная головка Револьверная головка – специальное устройство, в котором устанавливаются различные режущие инструменты: сверла, зенкеры, развертки, метчики и др. Револьверная головка является важным составным элементом токарно-револьверных станков (автоматов и
Головка самонаведения
Головка самонаведения Головка самонаведения – автоматическое устройство, которое устанавливается на управляемое средство поражения для того, чтобы обеспечить высокую точность наведения на цель.Главными частями головки самонаведения являются: координатор с
20-мм американская двуствольная револьверная пушка МК11
20-мм американская двуствольная револьверная пушка МК11 В 1965 году ВМС США приняли на вооружение 20-мм двуствольную револьверную пушку МК11, разработанную фирмой «Хьюз».Стрельба из пушки ведется одновременно из двух стволов. Боекомплект тот же, что и у 20-мм пушки М61А1 (т.е.
РЕВОЛЬВЕРНЫЕ ГОЛОВКИ




![]()
![]()
Общие сведения. В револьверной головке помещают несколько инструментальных шпинделей или инструментов. Смена инструментов на рабочей позиции станка осуществляется путем ее поворота- Револьверные головки могут иметь 4, 5,6, 12,16 позиций (граней).
Достоинства револьверных головок: простота конструкции, небольшие затраты времени на смену инструмента (2. 3 с). Их недостатки: небольшое число размещаемых инструментов, недостаточная жесткость, относительно низкая точность коротких шпинделей.
Револьверными головками оснащают токарные автоматы, агрегатные станки, токарные, вертикально-сверлильные и вертикально-фрезерные станки с ЧПУ.
Оси инструментов могут быть направлены радиально (рис. 13.9, а), параллельно оси головки (рис. 13.9, б), под углом к ней (рис. 13.9, в). В последнем случае число позиций в головке может быть увеличено, так как расположение инструментов, соседних по отношению к находящемуся в рабочей позиции, позволяет увеличить длину рабочего хода головки. В револьверных головках станков типа ‘гибкий модуль» инструменты устанавливаются как в радиальном направлении, так и в осевом.
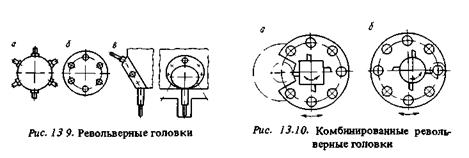
Эта же цель достигается путем размещения двух револьверных головок на одном корпусе, на двух отдельных корпусах, находящихся на одних салазках, или на разных салазках. При большом числе стыков жесткость револьверной головки снижается.
Механизмы делительного вращательного движения. Для поворота револьверной головки применяются электрический, гидравлический, пневматический источники энергии и их комбинации. В состав привода поворота могут входить: двигатель (электрический, гидравлический, пневматический), передаточный механизм (зубчатая или червячная передача) и делительный механизм (кулачковый, мальтийский, зубчато-рычажный в сочетании с гидроцилиндром. Делительные механизмы обеспечивают поворот револьверной головки на определенный постоянный угол и обычно применяются в станках, работающих по жесткой программе в массовом производстве. В станках с ЧПУ при необходимости поворота револьверной головки на различные углы, задаваемые программой, и вращения без остановок в промежуточных позициях применяются механизмы с управляемым жестким упором ударного действия или с упором, вводимым в гнездо; упоры могут одновременно служить фиксаторами. В револьверных головках современной конструкции механические преобразователи движения заменяют управляемым электрическим приводом, осуществляющим также торможение поворотного устройства.
Часто используется метод позиционирования, состоящий в том, что исполнительный орган с замедлением перебегает позицию фиксации, а затем выходит на эту позицию при обратном вращении головки с малой скоростью. При применении регулируемого электропривода используют улучшенный трапецеидальный закон изменения скорости, оптимизируя работу механизма поворота на этапах разгона и торможения.
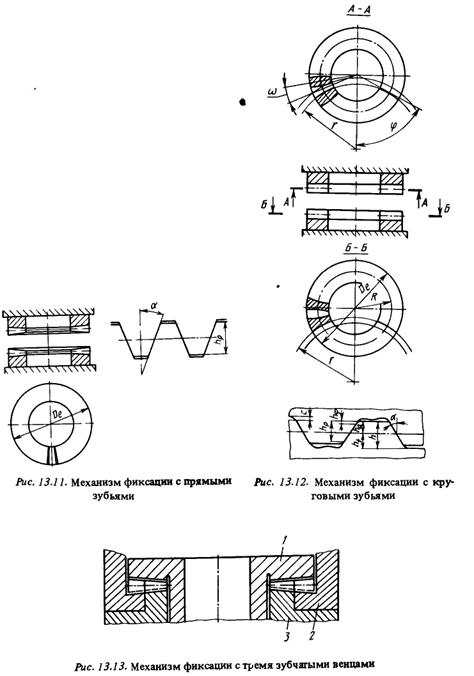
Механизмы фиксации. Эти механизмы обеспечивают необходимую точность позиционирования и жесткость головки под нагрузкой.
Механизмы одинарной фиксации допускают относительно большую погрешность индексации. Для ее снижения фиксатор располагают на возможно большем расстоянии от оси поворота головки.

Одна полумуфта закреплена на неподвижном корпусе, другая — на поворотной части револьверной головки. Перед поворотом головка расфиксируется путем отвода ее от корпуса.
Благодаря увеличению числа отдельных фиксирующих пар и усреднению погрешностей деления механизм обладает повышенной точностью. Его недостатки: потери времени на разъединение венцов, возможность всасывания пыли при уменьшении давления внутри механизма отвода поворотной части головки.
Механизм фиксации, состоящий из трех зубчатых венцов (рис. 13.13), работает следующим образом. Подъем венца 1 приводит к расфиксации головки. Затем происходит поворот головки вместе с зубчатым венцом 2. После опускания венец 1 зацепляется с венцами 2 и 3, и происходит фиксация поворотного устройства. Этот механизм обладает следующими преимуществами: устранено всасывание обычно запыленного воздуха в его внутреннюю полость, уменьшено время на фиксацию и расфиксацию благодаря снижению массы поднимаемого узла. Однако по сравнению с механизмом, состоящим из двух венцов, он имеет пониженную жесткость, обусловленную наличием дополнительных контактных поверхностей и износом зубьев венцов 2 и З. Контакт венцов можно сделать более полным, если обеспечить податливость венца/.
Проектирование зубчатых торцовых муфт с прямыми зубьями. Геометрические параметры муфт на первом этапе определяют предварительно, на втором уточняют по критериям жесткости и прочности стыка и необходимого усилия затяжки, на третьем проверяют экспериментально.
Выполнив эскизный проект револьверной головки, определяют наружный диаметр муфты Dе , задаются числом зубьев z = 96 (если головка должна иметь 4, 6, 8 или 12 позиций) или z = 72 (если требуется позиционирование через каждые 5° ). Вычисляют модуль зубчатых венцов

и округляют его до стандартного значения, равного 2; 2,5; 3 и 4 мм.
Рабочая высота зуба

средний радиус венца


длина зуба (ширина венца)


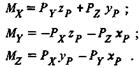
Определив геометрические параметры муфты, находят минимальную силу, необходимую для ее затяжки. На расчетной схеме (рис. 13.14) верхняя (подвижная) полумуфта с прикрепленным к ней узлом, например поворотной частью револьверной головки, не показана. В момент резания на револьверную головку действуют составляющие силы резания  и сила затяжки Р, направленная по нормали к условной площадке
и сила затяжки Р, направленная по нормали к условной площадке  стыка колец и проходящая через их центр 0. Если составляющие силы резания перенесли в начало координат, на револьверную головку, кроме сил действуют три момента:
стыка колец и проходящая через их центр 0. Если составляющие силы резания перенесли в начало координат, на револьверную головку, кроме сил действуют три момента: 

Результирующая сил Р и Р z создает равномерное давление в точках стыка между плоскими кольцами, находящихся на окружности среднего радиуса:
 (13.1)
(13.1)
где S — площадь проекции контактных поверхностей на плоскость Q:
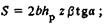
 коэффициент, учитывающий неравномерность и прерывистость контакта:
коэффициент, учитывающий неравномерность и прерывистость контакта:

Суммарный момент от моментов 
Суммарный момент увеличивает давление на одной половине кольца на  и на столько же уменьшает его на другой. Максимальное значение
и на столько же уменьшает его на другой. Максимальное значение  в точках кольца на окружности радиуса R
в точках кольца на окружности радиуса R
 (13.2)
(13.2)
где  осевой момент инерции области Q.
осевой момент инерции области Q.
Так как  то
то

Момент Mz увеличивает давление на одной стороне зубьев на  и на столько же уменьшает на другой стороне:
и на столько же уменьшает на другой стороне:
 (133)
(133)
Максимальное и минимальное давление в точках контакта, находящихся на окружности радиуса R:
 (13.4)
(13.4)
С учетом зависимостей (13.1)—(13.3) получаем

Жесткость стыка считается достаточной, если в процессе черновой обработки ни в одной его точке на окружности радиуса R давление не становится меньше допускаемого  , принимаемого равным (1. 2) МПа. Это условие соблюдается, когда сила затяжки удовлетворяет соотношению
, принимаемого равным (1. 2) МПа. Это условие соблюдается, когда сила затяжки удовлетворяет соотношению
 (13.5)
(13.5)
В результате упругих деформаций поверхностей зубьев муфты режущая кромка инструмента в направлении осей Z и У смещается на δz и δy:
 (13.6)
(13.6)
 (13.7)
(13.7)
где  и
и  — значения угловой контактной податливости стыка зубьев относительно осей X и Y-
— значения угловой контактной податливости стыка зубьев относительно осей X и Y-  ; к — коэффициент контактной податливости стыка:
; к — коэффициент контактной податливости стыка: 
Зубчатые венцы муфт проектируют в следующем порядке. Выполняют эскизный проект револьверной головки, на основе которого определяют геометрические параметры зубчатого венца и координаты хр,ур, zp точки приложения силы резания. Принимают значения параметров  Исходя из требуемой жесткости станка, допустимые смещения
Исходя из требуемой жесткости станка, допустимые смещения  режущей кромки инструмента в результате деформации поверхностей зубьев принимают равными 0,05-0,1 общего допустимого смещения режущей кромки. Например, при проектировании револьверной головки токарно-револьверного станка усилия Рx, Ру, Рz, схему нагружения и координаты точки приложения нагрузки можно установить по ГОСТ 17—70 (проверка 17).
режущей кромки инструмента в результате деформации поверхностей зубьев принимают равными 0,05-0,1 общего допустимого смещения режущей кромки. Например, при проектировании револьверной головки токарно-револьверного станка усилия Рx, Ру, Рz, схему нагружения и координаты точки приложения нагрузки можно установить по ГОСТ 17—70 (проверка 17).
Определяют нагрузки на муфту для типового чернового режима обработки. При этих нагрузках по зависимости (13.5) вычисляют требуемое усилие затяжки муфты.
По зависимости (13.4) рассчитывают максимальное давление на боковых поверхностях зубьев  и сравнивают с допускаемым [ aQ ], которое принимают равным 700 МПа. Если условие прочности не соблюдается, необходимо изменить конструктивные параметры зубчатых венцов.
и сравнивают с допускаемым [ aQ ], которое принимают равным 700 МПа. Если условие прочности не соблюдается, необходимо изменить конструктивные параметры зубчатых венцов.
Проектирование зубчатых торцовых муфт с круговыми зубьями. На основе эскизного проекта револьверной головки определяют наружный диаметр муфты Dg и проверяют ее зубья на прочность по зависимости
где М— крутящий момент, создаваемый нагрузкой и приведенный к оси полумуфты, Н-м; [σ] — допускаемое напряжение сопротивления разрыву для материала муфты, МПа.
Затем вычисляют модуль муфты

и округляют до стандартного. Определяются другие параметры муфты ( см. рис. 13.12):



