Сотовый заполнитель для дверей – что это такое?
Сотовый наполнитель в межкомнатных дверях – это прессованный в виде сот гофрокартон. Если посмотреть на дверь с таким наполнителем в разрезе, то наполнитель напомнит вам пчелиные соты. Как правило, конструкция двери с таким наполнителем выглядит следующим образом:
каркас двери (МДФ или массив натуральной древесины)
облицовка (от пластика до массива)
брусок для установки замка
наполнитель из гофрокартона
Из чего изготавливают двери с сотовым наполнителем?
Начнём с каркаса двери. Он не отличается от других видов дверей – в несколько брусьев. Что касается наполнителя, то гофрокартон он и есть гофрокартон. Двери с таким наполнителем подойдут для малоэтажных построек. Связано с тем, что они могут выдержать вес до восьмидесяти килограмм.
Функции сот в дверях следующие: 1) заполнить собой пустое пространство; 2) придать межкомнатной двери жёсткости; 3) исключить возможную деформацию двери. Соты могут различаться между собой по жёсткости. Есть более жёсткие, а есть менее жёсткие.
Преимущества дверей с сотовым наполнителем
экологичность двери. В отличие от ПВХ и прочих синтетических материалов – гофрокартон экологичен и безопасен.
устойчивость к перепадам температурно-влажностного режима, устойчивость к лёгким ударам.
дверь с таким наполнителем будет лёгкой. В пределах семнадцати килограмм.
Недостатки дверей с сотовым заполнителем
главный недостаток сотового заполнителя – его звукоизоляционные свойства. Если попытаться оценить по пятибалльной шкале, то мы поставили бы 2-3 балла.
ещё один недостаток заполнителя заключается в том, что его используют для удешевления производства двери. Отсюда относительная дешевизна.
Межкомнатные двери с сотовым заполнением
Конструкция дверного блока
Каркас двери с сотовым заполнением изготавливается из хвойных пород древесины мебельной влажности (8 ± 2%), склеенных брусков с разным направлением волокон через микрошип (метод клеевого соединения деталей при продольном сращивании древесных фрагментов в массив). Это делается для того, чтобы снять напряжения в древесине и предотвратить изгиб дверного полотна (наборная конструкция менее подвержена деформации при изменении температуры и влажности). Ширина брусков каркаса должна быть не меньше одинарной, полуторной толщины полотна (толщина полотна облегченной межкомнатной двери, как правило не более 40 мм.), но не больше 60 мм. Каркас полотен шириной 900 мм и более, а также высотой более 2000 мм (нестандартных) должен иметь дополнительные вертикальные бруски с обеих сторон. Неостекленные (глухие) полотна изготавливают только с одним наружным каркасом. Остекленные двери имеют также внутренний каркас, соответствующий размеру вставляемого стекла. В местах расположения замка, продольные детали каркаса должны быть увеличены по ширине за счет дополнительной установки брусков.
На каркас с двух сторон наклеиваются в горячем прессе два листа из ХДФ (толщина листа 4 мм), или МДФ (6 мм) в результате чего получается единая прочная конструкция, устойчивая к механическим воздействиям и перепадам температуры и влажности. Изготовленный подобным образом «пирог» ламинируется различными финиш-пленками либо шпоном различных пород. На основе подобных полотен изготавливаются простые гладкие или более сложные филёнчатые варианты дверей. Вертикальные торцы полотна отделываются кромкой ПВХ, которая, в отличие от обычной меламиновой (бумажной) кромки, имеет высокую прочность и эластичность, при эксплуатации не отклеивается и не ломается. Острые углы кромки после приклеивания обрезаются и шлифуются на станке, что исключает возможность задирания и отслоения.
Следует добавить, что межкомнатные двери МДФ могут изготавливаться с притвором («четвертью», фальцем) либо без него. Этими терминами называют конструктивное исполнение торцов полотна двери, при котором его часть прикрывает (притворяет) часть дверной коробки. Осмыслить определение помогут эскизы, на одном из которых изображена дверь с притвором, на другом без него.
Очень часто притвор называют «четвертью», поскольку толщина притвора равна четверти толщины дверного полотна. А поскольку фреза, делая притвор, прорезает в дереве фальц, то было порождено еще одно название — двери с фальцем. Таким образом, дверь с четвертью, двери с фальцем и дверь с притвором — это три термина-синонима, означающих одно конструктивное решение, в разговорном плане применяемое в большинстве случаев по отношению к межкомнатным дверям. В комплекте с соответствующей дверной коробкой такая дверь в закрытом состоянии не имеет видимых щелей между коробкой и дверным полотном. Притвор в четверть обеспечивает повышенную теплоизоляцию и звукоизоляцию, а также скрывает неточности монтажа дверной коробки. Следует отметить, что стоимость межкомнатной двери МДФ с «четвертью», как правило выше аналога без притвора. Неотъемлемой составляющей любой межкомнатной двери МДФ является погонаж. Погонаж для двери – это несколько видов комплектующих: дверные коробки, наличники, доборы, нащельники и пороги. Они подбираются таким образом, чтобы соответствовать по материалу и стилю дверному полотну. Следует сказать, что для облегченных межкомнатных дверей используются самые простые и соответственно демократичные по цене варианты погонажных изделий.
Дверная коробка – элемент дверного блока для навешивания дверного полотна, который неподвижно закрепляется в дверном проеме. Основу для дверной коробки составляет сухой пиломатериал (показатель влажности – не более 8±2%) и МДФ. Коробочный брус изготавливается из сухого пиломатериала методом торцевого сращивания. Клееные заготовки профилируются в заданный размер. МДФ нарезается в заданный размер на форматно-раскроечном центре. Полоса МДФ приклеивается на клей-расплав на автоматической линии облицовывания погонажных изделий. Полученная «черновая заготовка» проходит обработку на четырехсторонних строгальных станках, после чего облицовывается финиш-пленками, либо шпоном.
Нащельник (планка притворная) — декоративная часть фасада в виде планки, которая крепится вертикально вдоль края полотна (снаружи или изнутри) с выносом, который может частично накладываться на или за соседнее полотно. Устанавливается на двустворчатые двери, изготавливается из МДФ. Притворная планка служит для сокрытия щелей между этими двумя дверьми. Как в случае с доборами и наличниками она подбирается в цвет дверного комплекта.
Достоинства и недостатки
Преимущества облегченных дверей:
Недостатки облегченных дверей:
117152, г. Москва, Загородное шоссе, д. 7, к. 5 (заезд со стороны к. 4), стр. 1, оф. 106
тел.: +7 (499) 112-38-49
Двери с сотовым заполнением — особенности конструкции

Ежегодно мир стройматериалов пополняется сотнями разнообразных новинок. Одной из полезных разработок строительной индустрии стали двери с сотовым заполнением. Такое необычное название этот способ внутреннего заполнения полой створки получил благодаря сходству структуры панели с пчелиными сотами. Внутренние соты производятся из высокотехнологичного картонного материала, спрессованного под давлением. Основная функция таких сот состоит в заполнении пространства между обшивкой двери и облегчении дверной конструкции.
Технология производства

Сотовая панель состоит из картона, который проходит через пресс и нарезается на твердые ленты. Далее такие ленты скрепляются в особом периодическом порядке. Изготовленная сотовая панель помещается в раму из цельного деревянного бруса. С помощью дополнительных перегородок производится усиление места предполагаемой врезки замка. На заключительном этапе конструкция покрывается облицовочным материалом. Внешнее декоративное покрытие может быть практически любым, зачастую используется шпон.
Преимущества

Благодаря особому строению конструкции, двери с сотовым заполнением имеют ряд неоспоримых преимуществ:
Недостатки
Недостатков у сотовых конструкций не так уж и много:
Внутри помещения двери с сотовым заполнением станут неплохим решением для квартиры, дачи и офиса, если учесть соотношение соотношение стоимости конструкции и ее внешнего вида.
Что такое сотовый наполнитель, его характеристики и преимущества для дверных конструкций
Большая часть всех межкомнатных дверных конструкций производится с применением сотового наполнителя для дверей. Использование этой инновационной технологии выгодно не только в экономическом ракурсе — это большой вклад в ресурсосбережение, бережливое и рациональное расходование природных богатств.
Что такое сотовый заполнитель
По своей структуре сотовый заполнитель представляет собой множество смежных ячеек (чаще всего шестигранной формы) из клееного и прессованного картона. В разрезе изделие похоже на пчелиные соты. Основными параметрами, которые влияют на качество, являются:
От них зависит прочность и жесткость применяемого материала. Изменяя толщину наполнителя, производитель регулирует физические характеристики готового продукта. Сегодня эта практичная фурнитура применяется для производства прочных и облегченных конструкций во многих производственных сферах.
Его преимущества и недостатки
Сотовый заполнитель обладает рядом достоинств:

Продукция с использованием этого элемента отличается долговечностью. Главный недостаток этого практичного материала — он легко воспламеняется. При обработке картона применяется противопожарная пропитка — свойства этого вещества позволяют исправить этот недостаток исходного материала.
Двери с таким наполнением, их характеристики и особенности
Деревянные двери, которые имеют сотовое заполнение, изготавливаются по принципу сэндвич-панелей. Сначала делается каркас из брусков. Для этих целей можно выбрать сосну или другие хвойные породы. В места крепления петель и дверной ручки с замком или защелкой устанавливаются дополнительные уплотнения из дерева. К рамке скобами крепится наполнитель соответствующей толщины.

Для обшивки полотна применяются листы ДСП и МДФ. Более высокая цена будет, если использовать в качестве материала для обвязки проема шпон из древесины ценных пород. Для получения качественной продукции используется метод горячего прессования путем воздействия температуры и давления. Заключительным этапом является приклеивание кромки.
Двери с сотовым наполнением производятся филенчатыми, шпонированными, ламинированными в различной цветовой гамме. Также интересным дизайнерским решением может стать применение разной степени остекления, витражных вставок, зеркальных компонентов.

Благодаря большому разнообразию моделей и характеристик эти перекрытия могут устанавливаться в любых помещениях. Экологическая чистота предусматривает установку таких конструкций даже в детских и медицинских учреждениях. Такие свойства, как легкость и прочность предполагают долговременную эксплуатацию. Нет необходимости крепить на этом дверном полотне усиленные дверные петли, и со временем оно не просядет под собственным весом и не изменит свою геометрию.
По степени поглощения внешнего шума дверь, имеющая каркас с сотовым наполнителем, не уступает металлической двери. Также внутренний ячеистый состав, обладающий свойствами сохранять тепло, обеспечивает утепление помещения, где установлено это практичное перекрытие.
При положительных характеристиках и особенностях этих межкомнатных перекрытий качественно-ценовое соотношение является благоприятным.
Статьи о сотовом заполнителе
Еще лет пять назад при поиске в сети Интернет на словосочетание «сотовый заполнитель» вы могли найти не больше десяти ссылок. Сегодня картина сильно изменилась: вам необходимо будет просмотреть несколько сот ссылок. Конечно, это в большей степени заслуги развития компьютерных технологий в нашей стране. Но, тем не менее, вы все равно сможете получить хоть какое-то представление о сотовом заполнителе (СЗ). Правда, часть информации написана таким эзоповым языком, что отнюдь не добавляет знаний, а только увеличивает количество вопросов.
В нашей статье мы постараемся изложить основные понятия, касающиеся сотовых заполнителей, и обеспечить хотя бы минимумом знаний тех, кто уже сегодня использует этот удивительный материал в своих изделиях или собирается это сделать в будущем
НЕМНОГО ИСТОРИИ
Впервые СЗ был изготовлен, как это ни удивительно, владельцем цирка Джорджем Мэем в 1943 году. Материал получился очень удачный и нашел широкое применение в военной технике. Хотя теперь бумажный СЗ не используется в самолетостроении, зато около половины дверей в мире имеют его между слоями облицовок. В последние годы он находит все более широкое использование и в мебельной промышленности.
Здесь следует сделать несколько примечаний.
1.Мы будем вести речь только о бумажных СЗ. Это весьма существенно, потому что соты сегодня изготавливают из огромного числа самых разнообразных материалов, таких как алюминиевая фольга и титановые сплавы, углеродные и стеклянные ткани, уникальные синтетические бумаги и пленки.
2.Первая ремарка полностью относится и к технологическим аспектам производства и переработки СЗ, а именно: для изготовления металлических и синтетических сотов часто используют сварную технологию, для стеклосот – тканную и т. д. Нами будут рассмотрены только технологические аспекты, применимые к бумажным СЗ.
3.Из огромного списка изделий, в которых сегодня используется СЗ, мы оставим всего две позиции, это дверные полотна и мебельные щиты. Делается это по двум соображениям: ограниченность объёма статьи и тематическая направленность журнала.
Сегодня СЗ производится во многих странах мира, однако лидером являются США. Из европейских стран следует отметить Нидерланды, Великобританию, Францию, Италию и Германию.
С начала 90-х годов прошлого века бурно развивается производство сотов в Китае.
В нашей стране производство бумажного СЗ связано со строительством «хрущевок». Небывалые объемы гражданского домостроения, начатого в то время, требовали новых технологий во всем. Тогда то и были куплены за рубежом несколько установок для производства СЗ, который использовался для изготовления дверных полотен. Так что не удивляйтесь, если при сносе «хрущевки» вы увидите двери с СЗ.
Однако в дальнейшем производство сотов в нашей стране не развивалось. Мы не будем анализировать причины, просто отметим сам факт.
Длительное время Российский рынок был инертен к СЗ: мебель делали из ДСП, двери – с реечным заполнением. Однако время берет свое и эпоха «двух сортов колбасы» прошла. Покупатель стал выбирать, а производитель считать. В этот момент и сошлись интересы покупателя и производителя на изделиях с сотовым заполнителем. Потребитель получил новое качество, а производитель – низкую себестоимость при высокой технологичности производства.
ГДЕ И КАК ИСПОЛЬЗОВАТЬ СОТЫ
Следует отметить, что СЗ не панацея. Он не является безальтернативным материалом, который в ближайшее время вытеснит все традиционные материалы, используемые сегодня в мебельной промышленности и при изготовлении межкомнатных дверей.
Однако есть несколько направлений, где конкурировать с СЗ практически бессмысленно.
Во-первых, это практически все межкомнатные двери: отличное качество при высокой технологичности изготовления, минимальных затратах и уникальных потребительских свойствах.
Во-вторых, это изготовление мебельных элементов повышенной толщины.
В этом случае великолепно сочетаются физико-механические свойства и экономические показатели. Например: при увеличении толщины СЗ прочность панелей возрастает, при этом вес такой конструкции увеличивается незначительно. Так вес «мебельной» соты размером 2000х800х50 мм составляет всего около двух килограммов, теперь сравните этот показатель с весом такой панели, изготовленной из ДСП – 58 кг.
Стоимость же СЗ при увеличенных толщинах существенно ниже стоимости традиционных материалов. Кроме того, сюда, как минимум, следует добавить и экономию при транспортировке.
Немаловажным фактором является и тот факт, что при изготовлении мебельных панелей с СЗ вы не ограничены в своих фантазиях стандартными толщинами, например ДСП, которые предлагает сегодня рынок.
В-третьих, это возможность изготовления мебельных конструкций, имеющих криволинейные поверхности второго порядка.
В-четвертых, это изготовление плоских мебельных панелей и дверных полотен с фасонной лицевой поверхностью. При склейке таких сотопанелей не требуется дополнительная механическая обработка СЗ – в нужных местах соты «продавливаются» филенчатой обшивкой во время процесса склейки.
СТРОЕНИЕ
СЗ представляет собой ячеистую структуру, созданную из тонколистовых материалов по форме напоминающую пчелиные соты (отсюда – «сотовый»). Наибольшее распространение нашли СЗ с шестигранной формой ячейки (см. рис.1).
.jpg)
Рис. 1. Сотовый заполнитель с шестигранной ячейкой.
Основным геометрическим параметром СЗ является размер ячейки, который представляет собой расстояние между параллельными гранями ячейки (иногда об этом параметре говорят, как о диаметре окружности, вписанной в шестигранную ячейку), рис.2.
.jpg)
Рис. 2. Геометрические параметры сотовой ячейки, где
СТРУКТУРНЫЕ КОМПНЕНТЫ И ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
СЗ, строго говоря, представляет собой сложную конструкцию, состоящую, как минимум, из двух материалов – бумаги и клея. Отсюда следует, что при равных геометрических параметрах физико-механические свойства СЗ существенно зависят от свойств бумаги и клея.
Клей. При изготовлении СЗ как в нашей стране, так и за рубежом, чаще всего используют эмульсию ПВА. Объясняется это в основном экологической чистотой этого адгезива, высокой технологичностью и экономической целесообразностью.
В последнее время появились СЗ, изготовленные с использованием клеев-расплавов. Эти соты характеризуются более высокой прочностью и устойчивостью к температуре.
Бумага. Обычно используется бумага вторичной переработки с плотностью от 120 до 180 г/ кв. м.
Прочность. Решающим механическим параметром для СЗ является прочность при сжатии. Эта характеристика является самой существенной как при переработке сотов в изделия, так и при дальнейшей эксплуатации изделий с СЗ. (Еще иногда говорят о сдвиговой прочности, но этот параметр, как правило, для рассматриваемых нами изделий обеспечивается технологией изготовления сотов).
Другие физические свойства. СЗ, состоящий до 95% из воздуха, обладает хорошей звуко- и теплоизоляцией, великолепно абсорбирует энергию.
Теплопроводность СЗ незначительно превышает теплопроводность воздуха и существенно зависит от конвективного переноса тепла. Звукоизолирующие свойства панелей с СЗ очень сильно зависят от конкретной конструкции этих панелей[1].
КАК ДЕЛАЮТ СОТЫ
Существует достаточно большое количество технологий изготовления СЗ. Мы рассмотрим наиболее распространенные. Используемая технология существенно влияет на качество выпускаемой продукции и ее стоимость.
1. Вдоль рулонного полотна бумаги наносятся клеевые полосы. Ширина полос и расстояние между ними выбираются в зависимости от размера ячейки. Рулон бумаги с нанесенными клеевыми полосами разрезается на листы определенной длины, которые впоследствии собираются в пакет (сотопакет). При сборке пакета ориентация клеевых полос осуществляется в шахматном порядке. Количество листов в пакете в дальнейшем определяет длину сотов в растянутом виде. Готовый пакет склеивается. Обычно эта процедура осуществляется в нагреваемом прессе. Далее сотопакет разрезается на бумагорезательной машине на сотодольки необходимой высоты, которые поставляются потребителю.
.jpg)
Рис. 3. Технологическая схема изготовления сотового заполнителя:
1 – роль бумаги; 2- отрезанный лист бумаги с нанесенными клеевыми полосами; 3 – сотопакет; 4 – сотодолька; 5 – сотодолька в растянутом виде (перед использованием в изделии).
.jpg)
Рис. 4. Сотодольки:
1 – в растянутом виде; 2 – в сжатом.
Перед использованием сотодолька растягивается до состояния, когда ячейки принимают форму шестигранников и закладываются в заранее подготовленное пространство.
Данная технология характеризуется низкой производительностью и неудовлетворительной точностью сборки сотопакетов, что приводит к низкому качеству сотов.
2. В дальнейшем эта технология изготовления СЗ была развита и автоматизирована. Были созданы сотоформирующие машины, на которых осуществляются следующие процессы: нанесение клеевых полос (при этом используется минимум два рулона бумаги) и сборка сотопакета. В самом простом варианте для сборки пакетов используют плоское мотовило (позволяет формировать одновременно два сотопакета). На более совершенных машинах используют восьмигранные «колеса» (одновременно происходит сборка восьми пакетов).
Однако далее процесс изготовления сотов ничем не отличается от описанного в первом варианте.
Эта технология намного производительнее первой и позволяет получать соты высокого качества. Наиболее узким местом этой технологии является изготовление сотодолек.
Современное производство дверных полотен и мебельных щитов зачастую требует использования сотового заполнителя в виде бесконечной ленты. Для получения бесконечной ленты в двух вышеописанных технологиях сотодольки склеивают между собой на специальном станке.
3. Третий способ изготовления сотов заключается в том, что склеенные между собой в шахматном порядке 2, 4, 6 или 8 листов бумаги нарезаются на узкие полоски (ширина полоски соответствует высоте производимой соты), которые склеиваются между собой в бесконечную ленту, рис.5.
Это, по нашему мнению, наиболее прогрессивная технология производства СЗ. Ее отличают высокая производительность и качество, возможность получения СЗ в виде бесконечной ленты или в виде отдельных сотодолек любой заданной длины,
.jpg)
Рис. 5. Технологическая линия изготовления сотового заполнителя.
ИЗГОТОВЛЕНИЕ ДВЕРНЫХ ПОЛОТЕН И МЕБЕЛЬНЫХ ПАНЕЛЕЙ
На рис. 6 приведена принципиальная схема изготовления дверных полотен и мебельных панелей с СЗ. Для ее реализации в достаточно независимом варианте необходимо иметь форматно-раскроечное оборудование и станки по изготовлению закладных деталей и деталей рамки.
Стандартная панель включает в себя следующие элементы:
.jpg)
Рис. 6. Принципиальная схема изготовления панелей с СЗ.
.jpg)
Рис. 7. Комплектующие для изготовления дверного полотна:
1 – два вертикальных бруса; 2 – два горизонтальных бруса; 3 – закладные элементы; 4 – сотодолька; 5 – две облицовки.
.jpg)
Рис. 8. Крепление элементов рамки и СЗ скобами.
СЗ вручную растягивается, укладывается в полость рамки мебельной панели и закрепляется с помощью скоб по ее внутреннему периметру. В местах закладных элементов СЗ подгибается, рис. 9.
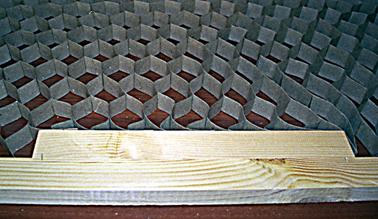
Рис. 9. Закладная деталь в дверном полотне.
На рамку мебельной панели поочередно укладываются облицовки с нанесенным клеем и закрепляются скобами. Далее осуществляется процесс прессования. Перед дальнейшей обработкой панели складируются в горизонтальном положении не менее чем на сутки.
В заключение хочется подчеркнуть, что сотовый заполнитель является одним из наиболее экономичных современных конструкционных материалов. Высокая прочность при малом весе, низкая стоимость, экологическая чистота, высокая тепло- и звукоизоляция, способность хорошо воспринимать ударные нагрузки, высокая технологичность переработки – все эти факторы определяют широкий диапазон использования сотового заполнителя, который ограничен только Вашей фантазией.



