Инспектору по сварке
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
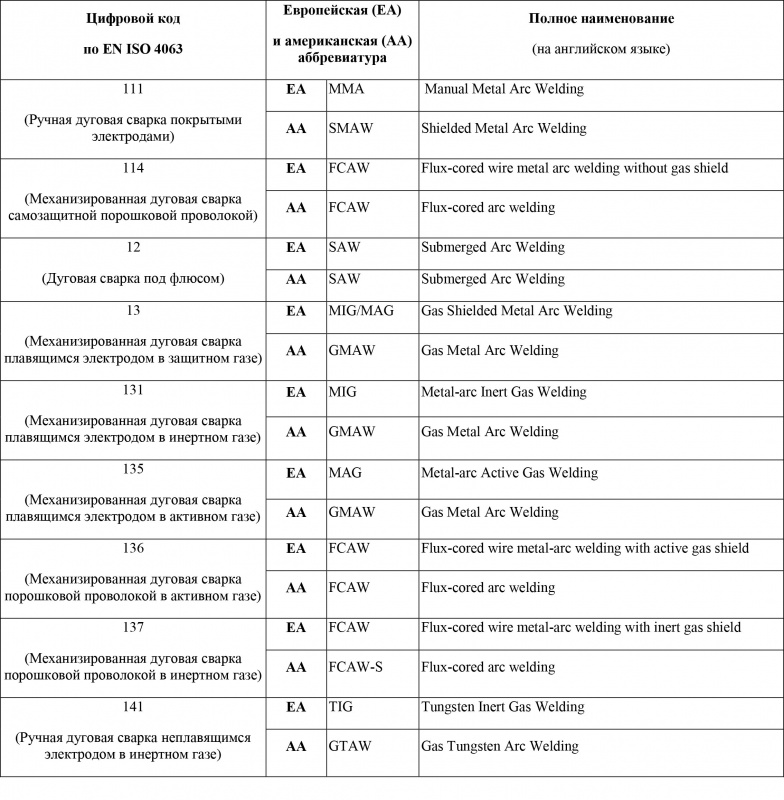
Международные коды и аббревиатура для основных процессов сварки
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
Н2 (РВ) — нижнее тавровое;
Г (РС) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Ручная дуговая сварка покрытыми электродами
Ручная дуговая сварка покрытым электродом это – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, защита сварочной ванны обеспечивается расплавлением и разложением компонентов покрытия.
Качество сварных соединений, выполненных ручной дуговой сваркой нельзя гарантировать без строгого соблюдения технологии сварки и операционного контроля за всеми процессами. Начиная от входного контроля материалов сварочных и основных, проверки квалификации сварщиков, соблюдения режимов сварки и окончательного контроля готового сварного соединения.
РД – ручная дуговая сварка;
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
Сущность ручной дуговой сварки покрытыми электродами
При ручной дуговой сварке покрытыми электродами дуга возбуждается при касании электродом свариваемой детали, в результате замыкании электрической сварочной цепи.
В процессе сварки покрытый электрод подается к свариваемой детали по мере плавления электрода и перемешается вдоль соединения с поперечными колебаниями для придания заданной формы и размеров шва.
В процессе ручной дуговой сварке происходит плавление покрытия и электродной металлической проволоки. Расправляющееся покрытие образует шлак и выделяются газы. Шлак обволакивает капли расплавленного металла, появляющиеся при плавлении стержня электрода. В ванне шлак всплывая на ее поверхность, образует защитный слой, предохраняющий металл от взаимодействия с атмосферным воздухом. Кроме того, поднимаясь на поверхность сварочной ванны, шлак очищает расплавленный металл от вредных примесей. Образующиеся при расплавлении покрытия сварочные газы вытесняют воздух из зоны сварки и, тем самым, защищают сварочную ванну от взаимодействия с кислородом и азотом.
Жидкий шлак затвердевает и образует на поверхности шва твердую шлаковую корку, которая удаляется после сварки. То есть, компоненты входящие в покрытие сварочного электрода обеспечивает защиту сварочной ванны и застывающего металла сварного соединения от реакций с атмосферными газами и очистку металла в процессе химических реакций происходящих в сварочной ванне.
Покрытыми электродами применяют для сварки сталей, чугунов и цветные металлов различной толщины. Так же покрытые электроды используется для наплавки с целью восстановление изношенных деталей и получения покрытий со специальными свойствами главным образом антикоррозионных и износостойких.
Перемещение сварочного электрода вдоль сварного шва и его подачу в зону сварке по мере его расплавления производит сварщик. В связи с этим стабильность процесса и качество сварки зависит от квалификации сварщика и его зрительно моторной координации, так как изменятся длина дуги, наклон электрода, скорость его перемещения, что приводит к изменению параметров режима — напряжения дуги и силы сварочного тока. При ручной дуговой сварке покрытыми электродами для обеспечения стабильности режимов сварки используют источники сварочного тока с крутопадающими вольт-амперными характеристиками.
Преимущества ручной дуговой сварки:
Недостатки способа:
Рациональные области применения:
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
 Конструктивные элементы сварных соединений
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.
Сварку можно вести слева направо, справа налево,
от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Число слоев шва при сварке
Толщина отдельного слоя не должна превышать 3…5 мм. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла.
Количество слоев шва при сварке стыковых и уголовных соединений:
| Швы | Толщина свариваемого металла, мм | ||||||
| 1-3 | 3-5 | 5-8 | 8-12 | 12-14 | 14-16 | 16-20 | |
| Стыковые | 1 | 2 | 1-3 | 3-4 | 4-5 | 5-6 | 5-7 |
| Угловые | 1 | 1 | 1-2 | 2-3 | 3-4 | 5 | 5-6 |
О технике ручной дуговой сварки читайте в статье Техника ручной дуговой сварки покрытыми электродами
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ручная дуговая сварка
Содержание:
Дуговая сварка является популярной технологией, во время которой тепловая энергия, требуемая для оплавления соединяемых кромок и электрода, достигает благодаря воздействию постоянным или высокочастотным током свариваемые металлические поверхности. Этот вид сваривания используется на многих производствах и предприятиях. Он обладает простым технологическим процессом, экономичностью расходных материалов.
Все элементы, которые применяются при сваривании, имеют компактные размеры, это намного облегчает маневренность, а высокая производительность обеспечивает около 10 часов беспрерывной работы. И это еще не все положительные качества сварочного процесса.

Краткая характеристика
Чтобы точно понять определение ручная дуговая сварка стоит внимательно рассмотреть особенности создания сварочной ванны. Она образуется в области нагревания. В этой зоне смешивается расплавленный металл детали с материалом присадочной проволоки.

Существует разные техники проведения дугового сварочного процесса. Простая рекомендует использовать простой и недорогой сварочный аппарат переменного или постоянного тока, а также необходимые защитные средства для сварщика.
Важно! Простая технология дуговой сварки предназначена для сваривания черных металлов, которые могут нормально выдерживать контакт с кислородом. Чтобы защитить сварочную ванну, где происходит оплавление стали и железа, требуется среда, выделяемая защитной обмазкой стержней.
Но существуют сложные виды сварок, к примеру, аргонодуговая, которая требует наличия горелки с соплом, через которую подается аргон или другая защитная газовая смесь. Инициирование сварочной дуги осуществляется при помощи короткого замыкания, которое образуется в результате контакта электрода с массой. Показатель температуры дуги может доходить до 50000С.
Преимущества и недостатки
Что такое дуговая сварка мы рассмотрели, но все же пред тем как приступать к этому процессу, стоит узнать его положительные и негативные качества. Эта технология пользуется высокой популярностью, она прекрасно подходит для разных областей производства. При помощи нее можно производить сваривание разных видов металлов, использовать для ремонта важных металлических конструкций.

РД сварка имеет другие не менее важные положительные особенности:
Однако стоит помнить, что технология ручной дуговой сварки имеет отрицательные качества:
7. Ручная дуговая сварка плавящимся электродом не предназначена для работы с титаном, танталом и любыми другими видами металла, которые имеют активные химические свойства. Стержневые элементы не смогут предотвратить окисление области шва.
8. Во время проведения сварки ток проходит по всей длине электрода. Если его показатели будут высокими, то стержень перегреется и сварное покрытие разрушится.
Важно! Перед тем как начинать сварочный процесс необходимо не только узнать что такое ручная дуговая сварка, но также нужно научиться пользоваться оборудованием. Желательно предварительно пройти обучение, научится выставлять правильные режимы для определенных видов металла. От этого зависит прочность и качество сварного шва.
Назначение
Среди главных областей промышленности, где применяют данный вид сварочной технологии, можно выделить:
РД сварочные работы часто применяются для проведения наплавок на поверхность деталей иных видов металла. Этот метод нашел широкое применение в бытовых условиях, его часто используют для сваривания беседок, скамеек, мангалов, качелей, применяют для ремонта изделий из металлической основы.
Виды дуговой сварки
РД сварка металлоконструкций может проводиться разными способами, которые могут отличаться технологией, видами используемого оборудования и расходных материалов.

Выделяют несколько классификаций, которые пользуются высоким спросом:
Но стоит учитывать, что каждый вид имеет подвиды сварочного процесса. Каждый из них имеет определенную технику проведения. Все же стоит рассмотреть каждую классификацию сварки с использованием дуги.
В соответствии с автоматизацией сварных работ выделяют:
В зависимости от вида и полярности тока сварка бывает:
В зависимости от типа защитного средства от влияния кислорода:
Стоит отметить! Все способы защиты могут зависеть от условий и целей рабочего процесса. Главное назначение состоит в предотвращении попадания в сварочную область кислорода, который негативно влияет на прочность шва.
В зависимости от видов используемых электродов:
В соответствии с условиями горения выделяют:
По способу защиты сварной ванны:
Особенности технологии

Тепло, которое необходимо для плавления кромок, получают от электрической дуги. В зоне действия дуги происходит образование области жидкого расплава, в которой возникает перемешивание металла обеих заготовок. Во время остывания они кристаллизуются, образуют единое целое, а именно сварной шов. Данную область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной.
Металлический стержень электрода покрывают специальным составом, который называется флюсом. Во время сильного нагревания он расплавляется, образует инертный газ, который формирует защитное облачко над рабочей зоной и предотвращает окислительные процессы при взаимодействии расплава с кислородом.
Для поддержания электродуги на держатель и на заготовки подается напряжение от источника.
Важно! Технологический процесс ручной дуговой сварки обычно проводится с использованием постоянного или переменного тока. Для этого применяются специализированные или универсальные источники.
Технология выполнения ручной дуговой сварки цветных металлов и сплавов, которые проявляют высокую химическую активность в нагретом состоянии, выполняется в атмосфере специально подаваемых газов с защитным действием в рабочую зону.
Имеется несколько основных приемов и движений стержней относительно поверхностей:
Обычный балансный инвертор с мощностью 220 В при номинальном повышении тока может применяться для разрезания листовых металлических заготовок, а также в виде прутка. При стандартном режиме аппарат используется для сварочного процесса.
Чтобы выполнение ручной дуговой сварки было правильным, а шов качественным, стоит запомнить несколько важных правил:
Подбор электродов
Технология ручной дуговой сварки покрытыми электродами требует применение качественного присадочного материала, это является важным условием. От выбора электродов зависит качество сварного шва. Стержни подбираются в соответствии с видом металла, который будет подвергаться свариванию.

При проведении ручной дуговой наплавки покрытыми электродами стоит учитывать свойства стержней, которые зависят от типа покрытия. Электроды, которые применяются для РДС, обычно имеют рутиловое или основное покрытие.
Данные электроды обладают важными особенностями:
Электроды для РДС и других видов дуговой сварки должны подбираться в зависимости от экономических факторов. Ручной дуговой сварочный процесс достаточно медленный, поэтому рекомендуется знать скорость наплавки стержня, чтобы установить, сколько времени и электродов потребуется на формирование сварного шва.
Обратите внимание! В продаже встречаются высокопроизводительные швы, которые повышают производительность рабочего процесса. Однако они подходят для создания горизонтальных швов.
Что означает маркировка
Рассматривая все о дуговой ручной сварке, стоит особое внимание уделить электродам, именно эти компоненты помогают сформировать прочный и качественный сварной шов. Важно учесть, что маркировка стержней определяет важные функции и качества:
Вид маркирования сочетает буквы и цифры. Сразу после названия и марки идет буква, которая определяет назначение стержней:
После букв идут цифры. Они указывают на степень возможного предела прочности на растяжение, показатели относительного удлинения, температурный режим сохранения ударной вязкости. Они важны только для профессионалов, работающие на ответственных и важных предприятиях.
После цифр следуют буквы, которые указывают на тип материала обмазки стержня:
Как нужно варить швы в разных положениях
Перед тем как приступать к ручной дуговой сварке покрытыми электродами, стоит рассмотреть ее технологию и способы проведения. Этот процесс может выполняться в разных пространственных положениях, и каждый способ обладает важными отличительными особенностями.

Нижнее положение
РД по сварке в нижнем положении рекомендует проводить полное проплавление сечений. Чтобы это получить, требуется надежно зафиксировать свариваемые элементы. Это сможет поддерживать подходящие параметры сварочной области. Чтобы повысить качество можно подложить съемные подкладки из медной основы.
Вертикальное положение
РД по сварке металлоконструкций в вертикальном положении осложнено тем, что расплавленные металлы под воздействием силы тяжести будут стекать вниз. Это может негативно отразиться на качестве сварного шва.
Именно по этой причине сварочный процесс в вертикальном положении выполняют сверху вниз, чтобы расплавленный металл стекал на уже сформировавшийся сварной шов. Однако данная технология значительно замедляет скорость выполнения сварочных работ. Часто для нее применяют специальные электроды.
Потолочное положение
Создание швов и наплавка валов ручной дуговой сваркой в данном положении достаточно тяжелый процесс. Чтобы расплавленный металл не стекал и не капал вниз, требуется создать силу поверхностного натяжения. Она сможет удерживать жидкий металл, но при условии, если последний будет иметь небольшую массу.
Опытные сварщики советуют при проведении сварочного процесса в потолочном положении максимально уменьшить размеры сварочной ванны. Чтобы это осуществить требуется постоянно прекращать сварочные работы, чтобы расплавленный металл смог нормально кристаллизоваться.
РД на сварные швы является популярным и проверенным способом, который применяется уже на протяжении длительного времени. Сварочный процесс обладает простой и легкой технологией, которая не требует большого опыта. Оборудование и материалы, которые используются для проведения сварочных работ стоят дешево, а их использование не вызовет особых сложностей. А главное этот метод прекрасно подходит для бытовых и производственных работ.



