Водяные экономайзеры
Водяные экономайзеры
Водяные экономайзеры является неотъемлемой частью современного парогенератора. Экономайзер благодаря применению труб небольшого диаметра является недорогой и компактной поверхностью нагрева, в которой эффективно используется теплота уходящих газов. В связи с этим у современных парогенераторов водяной экономайзер воспринимает до 18 % общего количества теплоты, переданной через поверхности нагрева парогенератора,
В водяных экономайзерах в зависимости от вида топлива и КПД парогенератора при нагреве воды на 1 К продукты сгорания охлаждаются на 2-3 К. В зависимости от температуры, до которой вода подогревается в экономайзере, их делят на некипящие и кипящие. Некипящими называют экономайзеры, в которых по условиям надежности их работы подогрев воды производится до температуры на 40 К меньшей, чем температура насыщения в барабане парогенератора. В кипящих экономайзерах происходит не только подогрев воды, но и частичное ее испарение. Массовое содержание пара в смеси на выходе из кипящего экономайзера доходит до 15%, а иногда и более. Гидравлическое сопротивление водяного экономайзера по водяному тракту для парогенераторов среднего давления не должно превышать 8 % рабочего давления в барабане.
В зависимости от металла, из которого изготовляются водяные экономайзеры, их разделяют на чугунные и стальные. Чугунные водяные экономайзеры изготовляются для работы при давлении в барабане парогенератора до 2,4 МПа, а стальные могут применяться для любых давлений.
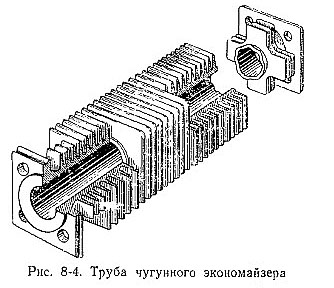
Чугунный водяной экономайзер состоит из ребристых чугунных труб. Труба выпускаемых в настоящее время экономайзеров конструкции ВТИ показана на рис. 8-4, а конструктивные данные труб различной длины приведены в 8-1.
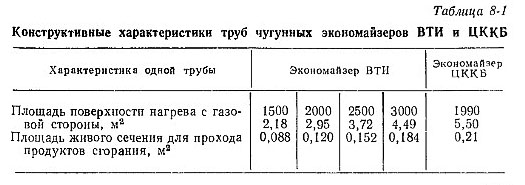
Трубы соединяются между собой посредством калачей, как показано на рис. 8-5. Питательная вода последовательно проходит по всем трубам снизу вверх, что обеспечивает удаление воздуха из экономайзера. Продукты сгорания проходят через зазоры между ребрами труб.
На рис. 8-5 показан общий вид экономайзера, собранного из описанных чугунных труб. Число труб в ряду выбирается из условия получения скорости продуктов сгорания в экономайзере в пределах 6-9 м/с при поминальной паропроизводительности парогенератора. Число горизонтальных рядов в экономайзере выбирается из условия получения необходимой поверхности нагрева.
В чугунных, водяных экономайзерах недопустимо кипение воды, так как это приводит к гидравлическим ударам и разрушению экономайзера. Поэтому чугунные экономайзеры всегда работают как некипящие.
Продукты сгорания в экономайзере целесообразно направлять сверху вниз для создания противоточной схемы движения воды и газов, при которой обеспечиваются лучшие условия теплообмена и минимальная поверхность нагрева экономайзера. Компоновка поверхности нагрева чугунного водяного экономайзера может производиться в одну или две колонки. При компоновке не рекомендуется принимать к установке в одном ряду менее трех и более восьми труб. Для обеспечения удовлетворительной наружной очистки поверхности нагрева водяного экономайзера обдувочный аппарат не должен обслуживать более четырех труб в горизонтальном ряду и более восьми горизонтальных рядов. Через каждые восемь рядов следует предусматривать разрыв между трубами не менее 600 мм для установки обдувочного аппарата, осмотра и ремонта экономайзера.
Стальные экономайзеры изготовляются из труб диаметром от 28 до 38 мм, которые изгибаются в змеевики. Змеевики водяного экономайзера обычно размещают в опускном газоходе при поперечном омывании их продуктами сгорания. Расположение змеевиков чаще всего шахматное, но может быть и коридорное.
Коллекторы водяного экономайзера имеют круглую форму, л в промышленных котлах их обычно размещают за пределами газохода, укрепляя на опорах. Для разгрузки мест присоединения змеевиков к коллекторам от веса самих змеевиков, заполненных водой, их обычно подвешивают с помощью специальных подвесок к каркасу котла или опирают на каркас с помощью опорных стоек. Для сохранения шага змеевиками к опорным стойкам приваривают гребенки.
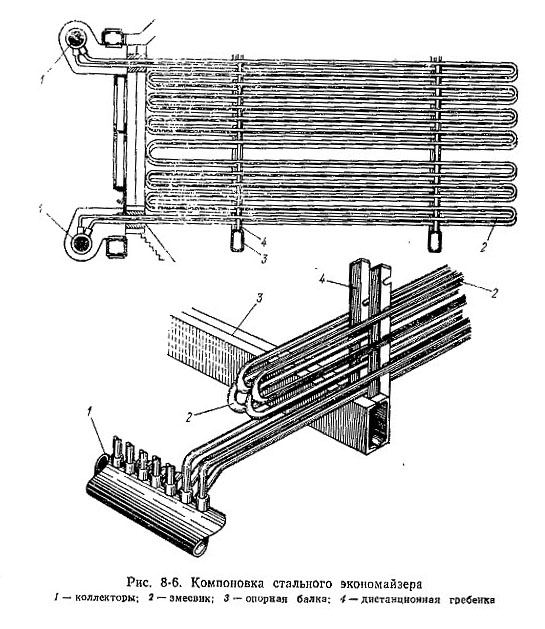
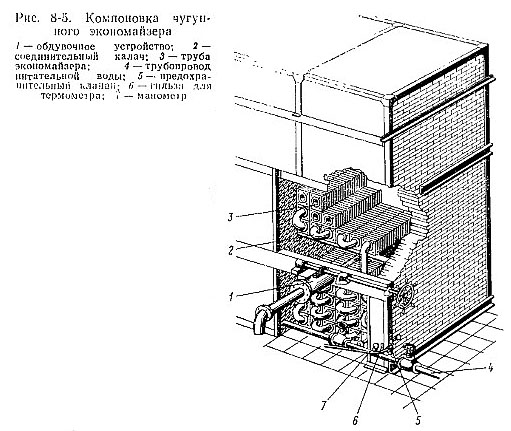
На рис. 8-6 показана компоновка стального водяного экономайзера. Питательная вода поступает в нижний коллектор, и, пройдя по параллельно включенным змеевикам, направляется в промежуточный коллектор экономайзера для выравнивания распределения воды по отдельным змеевикам. Установка промежуточных коллекторов особенно необходима, если в экономайзере происходит частичное парообразование, так как перемешивание должно производиться до начала парообразования. При этом недогрев воды на входе в кипящую часть поверхности нагрева экономайзера должен составлять не менее 40 К.
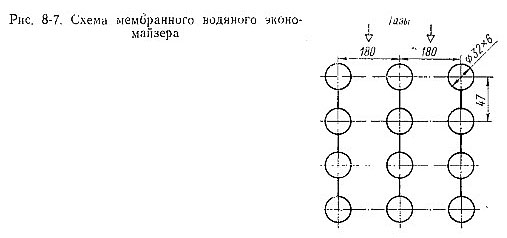
В последние годы плавниковые трубы (см. рис. 5-26) находят применение не только для мембранных экранных поверхностей нагрева газоплотных котлов, но и для мембранных водяных экономайзеров. Мембранный водяной экономайзер, изготовленный Подольским машиностроительным заводом имени С. Орджоникидзе, был испытан на котле производительностью 75 т/ч при сжигании сланцев. Испытанный мембранный экономайзер состоял из 10 мембранных пакетов, изготовленных из плавниковых труб 32×6 мм (схема экономайзера показана на рис. 8-7). Как показали испытания и опыт эксплуатации, экономайзер работает надежно без термических деформаций мембранных пакетов (прогибов, выпучиваний).
Развивая конструкцию мембранных водяных экономайзеров, Подольский завод разработал мембранно-лепестковые водяные экономайзеры. Мембранно-лепестковая конструкция состоит из цельносварных мембранных панелей, на проставки которых поперек приварены частые и тонкие лепестки. В поперечном потоке газов лепестки омываются продольно, но, имея небольшую длину (равную ширине проставки), они работают как входные
элементы с высокой эффективностью и существенно улучшают коэффициент оребрения мембранной панели. При этом пара ле-пестков, располагающихся на проставке, по высоте не превышают диаметра труб и не приводят к увеличению габаритов экономайзера (в отличие от поперечного оребрения на трубах). Это создает компактность пучка и позволяет производить ремонт выемкой отдельного змеевика из пакета. Компактность в таких мембранно-лепестковых змеевиках приблизительно в 1,5-2 раза выше, чем поперечно оребренных. Мембранно-лепестковая поверхность нагрева, разработанная Подольским заводом, не имеет подобных аналогов за рубежом.
При сжигании газообразного топлива для конденсации водяных паров из продуктов сгорания (используется теплота, выделяющаяся при конденсации водяных паров) применяют контактные экономайзеры. Нагрев воды в них осуществляется за счет непосредственного контакта нагреваемой воды с продуктами сгорания. Контактный экономайзер располагается после всех поверхностей нагрева котлоагрегата. Вода, нагреваемая в нем, должна деаэрироваться и может быть использована для технологических нужд или горячего водоснабжения.
При сжигании твердых многозольных топлив наблюдается золовый износ змеевиков стальных водяных экономайзеров, который особенно значителен в местах повышенных скоростей и концентраций уноса в продуктах сгорания. Для защиты стальных экономайзеров от золового износа при сжигании высокозольных топлив в местах, подверженных износу, устанавливают накладки или защитные манжеты.
При наиболее часто применяемой П-образной компоновке котла и сжигании твердого топлива змеевики водяного экономайзера рекомендуется располагать параллельно задней степе котла. Это облегчает ремонт змеевиков, так как износу подвергаются не все змеевики, а только прилегающие к внешней стене шахты, потому что повышенные скорости и концентрации золы будут на внешней образующей поворота. Поперечное расположение змеевиков допускается при сжигании жидких, газообразных и малозольных твердых топлив.
Для смывания пузырьков воздуха с внутренней поверхности змеевиков скорость воды в трубах некипящей ступени должна быть не менее 0,3 м/с и не более 1,5 м/с во избежание чрезмерного сопротивления экономайзера. В кипящей ступени экономайзера скорость воды должна быть не менее 1 м/с.
При питании экономайзера водой с низкой температурой (близкой к температуре точки росы) происходит коррозия наружной поверхности вследствие конденсации водяных паров из продуктов сгорания. Однако исследования коррозии низкотемпературных поверхностей нагрева показали, что концентрация S03 в продуктах сгорания и температура точки росы не определяют однозначно скорости коррозии, хотя и влияют на нее. Исследования, выполненные ВТИ, показали, что на скорость коррозии влияют также аэродинамические факторы.
Основными путями уменьшения низкотемпературной коррозии водяных экономайзеров являются: повышение температуры стенки поверхности нагрева, применение присадок (жидких, минеральных или газообразных), ведение процесса горения с минимальными коэффициентами избытка воздуха, систематическая очистка поверхности нагрева от золовых отложений, ликвидация застойных зон и равномерное омывание поверхности нагрева продуктами сгорания. Повышение температуры стенки труб экономайзера осуществляется путем подачи деаэрированной воды с температурой 103-104 °С. При установке вакуумных деаэраторов температура воды, поступающей в экономайзер, не должна быть ниже 70 °С.
При наличии растворенного в питательной воде кислорода или углекислого газа происходит интенсивная коррозия внутренней поверхности нагрева экономайзера. Особенно быстро выходят из строя вследствие коррозии стальные экономайзеры, имеющие небольшую толщину стенки труб по сравнению с чугунными. Интенсивность коррозии возрастает при пониженных нагрузках котла вследствие уменьшения скорости воды в трубах экономайзера. Коррозии подвергаются в первую очередь участки, на которых имеются местные сопротивления (повороты, прикипевший шлам, колечки сварочного грата). Для предотвращения коррозии внутренней поверхности нагрева водяных экономайзеров содержание растворенного в питательной воде кислорода не должно превышать значений, указанных в табл. 6-1.
Схемы включения некипящих и кипящих водяных экономайзеров в общий водяной тракт парогенератора различны. В соответствии с требованием правил Госгортехнадзора чугунные экономайзеры должны быть отключаемыми по водяному тракту и тракту продуктов сгорания (иметь обводный газоход для пропускания продуктов сгорания мимо экономайзера). При этом правилами Госгортехнадзора разрешено выполнять индивидуальные чугунные экономайзеры не отключаемыми по водяному тракту при условии непрерывного питания котла водой с помощью автоматического регулятора, устанавливаемого на входе воды в экономайзер.
Обводный газоход для отключения индивидуального водя-ного экономайзера по тракту продуктов сгорания необязателен при наличии сгонной линии, обеспечивающей постоянный пропуск воды через экономайзер в случае повышения температуры воды после пего. Пользоваться сгонной линией приходится при растопке котла. Схема включения чугунного экономайзера с устройством сгонной линии и размещением необходимой арматуры показана на рис. 8-8.
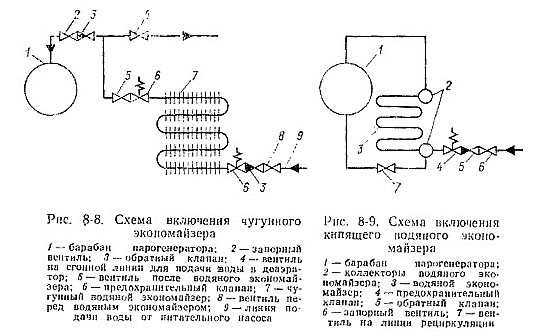
Стальные экономайзеры, в которых допускается закипание воды, как правило, выполняются не отключаемыми по водяному тракту и тракту продуктов сгорания. Во избежание превращения всей воды, находящейся в экономайзере, в пар при растопке парогенератора предусматривается рециркуляционная линия. Эта линия соединяет входной коллектор экономайзера с барабаном парогенератора и обеспечивает поступление воды в экономайзер при ее испарении в период растопки. На линии рециркуляции устанавливается вентиль, который открывается при растопке парогенератора и закрывается при включении парогенератора в паровую магистраль. Схема включения стального экономайзера с линией рециркуляции и необходимой арматурой показана на рис. 8-9.
Водяные экономайзеры
Водяной экономайзер представляет собой разновидность теплообменника, используемого в стационарных и блочно-модульных котельных и предназначенный для подогрева питательной воды перед её поступлением в котёл за счёт тепла уходящих газов из топки. Применение водяных экономайзеров повышает КПД котельной установки.
Как правило, экономайзеры для котельных изготавливают либо из гладких, либо из ребристых чугунных труб. Для условий более высоких температур и давления применяются стальные гладкие трубы.
Трубы сгибаются в вертикальные змеевики и компонуются в пакеты (обычно высотой до 1 м с разрывами 65-80 см). Такая конструкция максимально удобна для эксплуатации и обслуживание агрегата. Трубы экономайзера располагаются в шахматном порядке, что создает оптимальные условия для теплообмена.
Типы водяных экономайзеров
Различают поверхностные и контактные водяные экономайзеры. Поверхностные экономайзеры в свою очередь бывают – питательные (нагрев воды для питания котлов) и теплофикационные (нагрев воды для систем отопления).Специалисты рекомендуют, не допускать переключение экономайзеров с нагрева воды паровых котлов на нагрев воды для открытых систем теплоснабжения или систем горячего водоснабжения.
Кроме того, водяные экономайзеры делят на кипящие и некипящие. Они не имеют принципиальных различий в своей конструкции. Кипящие экономайзеры на выходе дают кипящую воду.
Чугунные и стальные экономайзеры
Чугунные водяные экономайзеры используются для нагрева воды в паровых котлах и в системах теплоснабжения с рабочим давлением до 24 кгс/см². Собираются они из чугунных ребристых труб длиной 2-3 метра, соединенных между собой чугунными коленами.
Основным преимуществом чугунных экономайзеров является их повышенное сопротивление к химическому и механическому разрушению. Использование в конструкции чугуна значительно увеличивает срок службы. Чугунные экономайзеры изготавливают только некипящего типа. При этом входная температура воды в экономайзере должна быть на 5-10°С выше температуры точки росы уходящих газов, а на выходе – на 40°С ниже температуры насыщенного пара, при соответствующем давлении в котле.
Стальные водяные экономайзеры используются в котлах с любым давлением, в том числе с давлением выше 22 атм.
Стальные экономайзеры изготавливают как кипящего, так и некипящего типа. Некипящие стальные экономайзеры по своему устройству мало отличаются от чугунных.
В конструкции кипящего экономайзера обязательно должна быть предусмотрена возможность беспрепятственного отвода пара в котел. Кипящий экономайзер составляет одно целое с котлом, поэтому и требуемая правилами Котлонадзора питательная арматура устанавливается не перед котлом, а перед экономайзером.
Поскольку теплообменники кипящего типа не отделяются от барабана котла отключающим устройством, ограничивающим предел нагревания воды, допускается вскипание и частичное испарение питательной воды. Как правило количество образующегося паранаходится в пределах 5—15% от общего расхода пара котлом. Желательно, чтобы эта величина не превышала значения 25%.
Стальные водяные экономайзеры конструируются из змеевиков и коллекторов по типу пароперегревателей. Змеевики типовых конструкций изготавливают длиной 1820 мм.
Стальные экономайзеры сильнее чугунных подвержены внутренней коррозии кислородом воды, поэтому их применение требует оснащения котельной оборудованием для деаэрации питательной воды.
Котлы со встроенными экономайзерами
В настоящее время возможны самые различные варианты исполнения водяных экономайзеров, в т.ч. непосредственно интегрированные в конструкцию котла. Как правило, встроенные экономайзеры используются в котлах большой мощности. Примером может являться паровой котел Viessmann Vitomax 200-HS паропроизводительностью 0,7 – 25 т/ч. Встроенные экономайзеры котлов поставляются с обвязкой и сопутствующей арматурой.
Экономайзеры паровых котлов

За единицу паровой котельной установки принято считать установленное оборудование:
габаритов котельной установки;
— система воздуховодов первичного и вторичного воздуха;
— система подачи воздуха по зонам котла;
— система газоходов котла.
Для управления работой и обеспечения нормальных условий эксплуатации котлы, пароперегреватели и экономайзеры должны быть снабжены арматурой, контрольно-измерительными приборами и приборами безопасности, доступными для наблюдения и обслуживания.

Содержание
Виды экономайзеров
Водяные экономайзеры – устройства, предназначенные для подогрева воды или воздуха в котельной установке с помощью тепла уходящих продуктов сгорания топлива, которые для лучшего теплообмена двигаются сверху вниз, а вода – снизу вверх. Экономайзер повышает КПД котельной установки. Область применения экономайзеров – нагрев питательной воды паровых котлов и воды систем теплоснабжения. Экономайзеры котла выполняют либо из гладких, либо из ребристых чугунных труб; на более высокие температуру и давление – из стальных гладких труб.
Различают поверхностные и контактные экономайзеры. Поверхностные экономайзеры в свою очередь бывают – питательные (нагрев воды для питания котлов) и теплофикационные (нагрев воды для систем отопления).
По материалу конструкции различают чугунные и стальные экономайзеры. К основным характеристикам оборудования также относятся: схема присоединения и степень нагрева воды – экономайзеры «кипящего» и «не кипящего» типа; размещение относительно котлов – групповое и индивидуальное.
Контактные водяные экономайзеры используются для нагрева воды систем бытового и технологического горячего водоснабжения. Использование тепла, полученного в контактных экономайзерах (для бытового горячего водоснабжения) допускается при наличии промежуточных теплообменников. Устанавливаются контактные экономайзеры непосредственно за котлами или после поверхностных экономайзеров.
Чугунные экономайзеры используются для нагрева питательной воды паровых котлов и воды систем теплоснабжения с рабочим давлением до 2,4 МПа. Собираются они из чугунных ребристых труб длиной 2-3 метра, соединенных между собой чугунными коленами. К месту монтажа чугунные экономайзеры поставляют россыпью или блоками. Несколько горизонтальных рядов труб (до восьми) образуют группу, группы компонуют в колонны, разделенные металлическими перегородками. Группы собирают в каркасе с глухими стенками с теплоизоляционной обшивкой. Торцы экономайзеров закрывают съемными металлическими щитами. Экономайзеры оборудуются стационарными обдувочными устройствами, встроенными в блоки. Количество горизонтальных рядов, которые обдуваются одним устройством, не должно превышать четырех.
Преимуществом чугунных экономайзеров является их повышенное сопротивление к химическому и механическому разрушению. Использование чугуна значительно увеличивает срок службы оборудования по сравнению со стальными экономайзерами. Чугунные экономайзеры бывают только «не кипящего» типа. При этом температура воды на входе в экономайзере должна быть на 5-10°С выше температуры точки росы уходящих газов, а на выходе из экономайзера – на 40°С ниже температуры насыщенного пара, при соответствующем давлении в котле.
Стальные экономайзеры применяются для котлов с избыточным давлением пара выше 23 кгс/см², представляют собой несколько секций змеевиков, изготовленных из труб определенной длины и радиуса гиба. Змеевики стальных экономайзеров типовых конструкций изготавливают длиной 1820 мм. Отдельные пакеты змеевиков не должны иметь более 25 рядов и высоту более 1,5 м. Между пакетами должны быть предусмотрены разрывы для размещения обдувочных устройств.
Стальные экономайзеры бывают «не кипящего» и «кипящего» типа. В экономайзерах «кипящего» типа допускается вскипание и частичное испарение (до 25 %) питательной воды. Эти экономайзеры не отделяются от барабана котла отключающим устройством. При сжигании природного газа температура воды на входе в стальной экономайзер должна быть не ниже 65°С.
Контактные экономайзеры позволяют снизить затраты топлива на 10% и хорошо компонуются с котлами ДКВР и другими котлами.
По подсчетам специалистов, применение теплообменников уходящих газов (экономайзеров) позволяет экономить до 9% энергетического топлива, позволяет снижать эмиссии загрязняющих веществ в атмосферу.
Могут быть предусмотрены самые различные технико-технологические варианты проектирования экономайзера котла. Возможно разнообразие вариантов исполнения экономайзера (встроенный, расположенный рядом, отдельно стоящий). Встроенные экономайзеры котла поставляются в стандартной комплектации с обвязкой и сопутствующей арматурой.
Современные экономайзеры устанавливаются как на паровые, так и на водогрейные котлы многих фирм-производителей котельного оборудования.
Устройство и принцип работы
Поверхность нагрева экономайзера состоит из труб с дополнительным продольным оребрением. Трубы, соединенные между собой по воде дугами, объединяются в отдельные пакеты. Пакеты труб устанавливаются в каркасе с промежутками в 650 мм и соединяются между собой калачами.
В канавках фланцев ребристых труб прокладывается шнуровой асбест для предотвращения перетоков газа. Боковые стенки каркаса имеют внутреннюю и наружную металлические обшивки с теплоизоляцией из совелитовых плит или другого теплоизоляционного материала, равноценного по своим характеристикам совелитовым плитам. Торцевые стороны экономайзера закрыты щитами с крышками, установленными на прокладках с помощью болтов. Сплошные сварные швы листов обшивки и крышки с прокладками

обеспечивают газовую плотность экономайзера. Привод воды к экономайзеру осуществляется через коллекторы.
Подготовка к работе.
Блочный экономайзер поставляется собранным в отдельные транспортабельные блоки.
Сварные работы по монтажу экономайзера и элементов системы ГИО должны выполняться согласно подразделу 5.3 «Правил устройства и безопасной эксплуатации паровых и водогрейных котлов» (в дальнейшем «Правил»). Стыковые сварные швы, соединяющие между собой камеры импульсные с патрубками, пламенепроводами, демпфером и смесителем, при монтаже подвергаются внешнему осмотру, контролю неразрушающими методами и механическим испытаниям в соответствии с «Правилами». Исправление их дефектов должно соответствовать статье 5.12 «Правил».
При соединении блоков экономайзера калачами могут возникнуть несовпадения отверстий фланцев труб и калачей под болты или шпильки. Для устранения этого необходимо приподнять верхнюю или нижнюю секции труб с установкой под них прокладки соответствующей толщины.
При монтаже верхних и нижних коллекторов с двумя и тремя подводами может возникнуть непараллельность фланцев, коллекторов и выходных колен. Для устранения этой непараллельности необходимо использовать стальные конусные прокладки (с установкой с каждой стороны) и паронитовые прокладки.
При подготовке экономайзера к работе, в случае необходимости разъединения болтовых соединений труб с дугами, для предотвращения выпадения болтов при последующей сборке, необходимо закрепить болты М20Х85 стопорными кольцами. При использовании шпилек для соединения труб с дугами и калачами, стопорные кольца не используются.
Для обеспечения газоплотности между экономайзером и фундаментом должен прокладываться листовой или шнуровой асбест. В качестве упора, предотвращающего выбивание асбеста при работе ГИО, необходимо по контуру экономайзера приварить прерывистым швом стальную полосу.
Крепление экономайзера к фундаменту выполняется приваркой нижней рамы экономайзера к закладным элементам, установленным со стороны камер газоимпульсной очистки.
Верхний газовый короб приваривается к экономайзеру сплошным швом. У двухколонковых экономайзеров перегородки экономайзера и газового короба должны быть сварены между собой.
После окончания монтажа экономайзер должен быть подвергнут гидравлическому испытанию пробным давлением в соответствии с «Правилами». Все обнаруженные неплотности должны быть устранены. Верхний газовый короб, импульсные камеры, пламенепроводы и демпфер должны быть изолированы теплоизоляцией в соответствии с проектом котельной.
Чугунный экономайзер.
Недостатками чугунных экономайзеров является громоздкость, особенно при больших площадях нагрева, низкая теплопередача и большая чувствительность к гидравлическим ударам, что не позволяет нагреть в них воду до кипения. Наличие нестандартного газохода экономайзера увеличивает металлоемкость конструкции и затраты на его изготовление и монтаж, увеличивает присосы воздуха и потери тепла в окружающую среду; быстрое загрязнение чугунных ребристых труб золой и сажей снижают технико-экономические показатели чугунных экономайзеров.
Типы экономайзеров

Чугунные водяные экономайзеры выполняют только «не кипящими». Температура воды на выходе из чугунного экономайзера должна быть меньше температуры насыщения на 20 °С, так как закипание воды в чугунном экономайзере недопустимо. В стальном экономайзере допустимо закипание воды. Температура воды на входе всех экономайзеров должна быть выше температуры точки «росы» топочных газов на 5…10 °С для избежания низкотемпературной коррозии.
Экономайзеры «не кипящего» типа собирают из чугунных, ребристых труб с квадратными фланцами, торцевые стороны этих фланцев имеют канавки с четырех сторон, в которые укладывается шнуровой асбест для уплотнения. Отдельные чугунные, ребристые трубы (длиной 1,5; 2; 2,5; 3 м) соединяют между собой калачами. В целях проведения очистки от внешних отложений, особенно от тех, которые образуются между ребрами, чугунные трубы в свою компоновку включают блоки, причем так, чтобы число горизонтальных рядов было не более 8 (4 + 4), между которыми устанавливается обдувочный аппарат. При растопке котла, пока котельная установка не имеет достаточной паровой производительности, нагретая в чугунном экономайзере вода сливается в деаэратор или бак с питательной водой по «сгонной» линии. Жидкость, которая располагается в экономайзере котельной установки, должна перемещаться только снизу вверх, делая это со скоростью 0,3 м/с, так как при нагревании воды выделяется воздух, который потом в верхней части экономайзера удаляется воздушником.
Дымовые газы в экономайзере могут двигаться в любом направлении со скоростью 6…10 м/с. Чугунные экономайзеры могут иметь обводной газоход для топочных газов. Если будет зафиксировано чрезмерный рост уровня температуры воды, которая выходит их экономайзера, находящегося в не кипящем состоянии, то следует перевести газы, частично или же полностью, на обводной боров, а также открыть сгонную линию и усилить питание.
На экономайзере «не кипящего» типа устанавливается арматура: на входе –обратный клапан, обводная линия с вентилем, вентиль запорный, регулятор питания, манометр, термометр, предохранительный клапан; на выходе –вентиль для выпуска воздуха (вантуз), манометр, предохранительный клапан, термометр, сгонная линия, запорный вентиль. Кроме того, на нижнем коллекторе должны быть проведена установка трубопроводов, необходимых для спуска воды (сливной вентиль), а в удобных местах следует разместить устройства для отбора проб воды и измерения температур и давления, а на верхнем коллекторе котельной установки – вентиль для удаления воздуха.
Экономайзеры кипящего типа выполняются из стальных труб диаметром 28…42 мм и устанавливаются горизонтально в шахматном порядке на каркасе. Они способны перенести высокие давления, в них может произойти частичное закипание воды (до 15 %), но они имеют большую предрасположенность к образованию коррозии и не отключаются от котла (т.е. остановка экономайзера влечет остановку котла).
На входе экономайзера «кипящего» типа устанавливается такая же арматура, как можно наблюдать на приборах «не кипящего» типа. Исключение здесь составляют обводная и сгонная линии и вантуз. На выходе же арматура не устанавливается. Делается это для обеспечения свободного прохода пароводяной смеси в барабан котла. Питательные экономайзеры предназначены для пропуска питательной воды, а теплофикационные –сетевой воды. Через теплофикационный экономайзер воду пропускают параллельными потоками, ввиду большего расхода воды, чем в питательном экономайзере.
Порядок работы и техническое обслуживание.
Эксплуатация экономайзера должна производиться в соответствии с инструкцией, разработанной на основании требований «Правил», типовой инструкцией для персонала котельных и настоящей инструкцией, утвержденной руководством предприятия-изготовителя. Инструкция по эксплуатации экономайзера может быть включена в общую инструкцию по эксплуатации котлов.
Периодичность циклов очистки может уточняться и устанавливаться по явным изменениям температуры уходящих за экономайзером газов и его газового сопротивления.
См также
Список использованных источников:
2) Паровые котлы.Конспект лекций. Бойко Е.А. 2005 г.



