Что такое вулканизация обуви
Горячая вулканизация — процесс соединения частей обуви, когда к модели под воздействием тепла крепятся подошва из резины и каблук.

Фото с сайта www.cit-funds.ru
Горячая вулканизация. Метод горячей вулканизации для крепления деталей обуви (резиновой подошвы к основной части) используют в целях экономии затратных материалов. В результате изделие отличается прочностью, устойчивостью к износу и внешним повреждениям, не пропускает влагу.
Отличительной характеристикой метода горячей вулканизации является способ производства самой подошвы: для этого используют специальную сырую резиновую смесь, тип зависит от вида обуви и ее назначения. Качественными показателями резиновой смеси являются текучесть (чем выше, тем лучше) и пластичность. Метод горячей вулканизации позволяет оптимизировать и ускорить производство обуви с минимальными затратами труда, поэтому данный способ так популярен.
Крепление подошвы осуществляется на пресс-формах или котлах. Конструкция пресс-машины включает в себя две полуматрицы, которые формируют боковые поверхности деталей низа, а также пуансон и металлическое копило.
В процессе горячей вулканизации используют термостойкие материалы верха и устилки. Вулканизация происходит при заданной температуре и давлении. В пресс-формы закладывают резиновую смесь и прессуют ее, после чего подошва приобретает необходимую форму и профиль. Процесс проходит под внешним давлением от чего основа обуви имеет монолитную структуру. Если вглядеться в подошву, можно увидеть следы от пресс-машины.
Необходимая высокая точность размеров и форма следа обуви достигается при использовании затяжного копила, на котором выравнивают толщину изделия, центруют устилку. Зачастую используют устилки с кожи комбинированного метода дубления.




В процессе горячей вулканизации используют специальные клеи, выбор которых достаточно широк: каучуковые, севанитовые, нейритовые. Клеевая пленка обеспечивает хорошее, крепкое крепление подошвы к основной части обуви. В целях уплотнения клеевого шва используют ленточки, выполненные также из сырой резиновой смеси.
Метод горячей вулканизации часто модернизируется. Так иногда в производстве обуви используют не внешнее, а внутренне давление, называемое газообразованием. При этом низ обуви имеет пористую структуру, более мягкую в сравнении с монолитной. Пористая подошва практична в использовании: отличается невысокой теплопроводностью, привлекательным внешним видом, устойчива к истиранию.
Прессовая вулканизация: подошву прикрепляют к затяжной кромке заготовки верха обуви в вулканизированных прессах с одновременным формованием подошв.
В пресс-форме под давлением и при высокой температуре осуществляется одновременно вулканизация сырой резиновой смеси, формование низа из этой смеси и прикрепление его к заготовке верха обуви.
Сущность метода горячей вулканизации состоит в том, что процесс прикрепления резиновых деталей низа совмещается с формованием их из сырой резиновой смеси и вулканизацией резины. Такое совмещение обеспечивает получение наиболее прочного и монолитного соединения резинового низа с верхом обуви.
Вулканизация сырой резиновой подошвы и прикрепление ее к верху текстильной обуви осуществляются в специальном вулканизационном котле под давлением и при высокой температуре.
При изготовлении обуви по методу котловой вулканизации на след обуви накладывают подошву из сырой резиновой смеси; вулканизация этой подошвы и ее прикрепление к верху осуществляются в вулканизационных котлах.
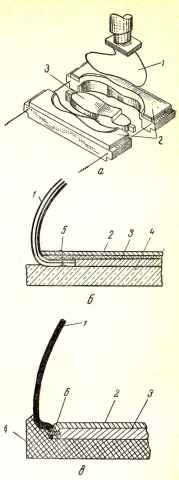
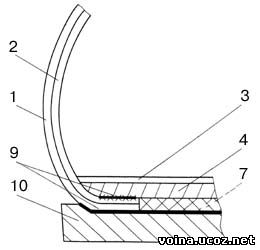
Метод горячей вулканизации: а—схема прессформы для изготовления обуви горячей вулканизации:1- металлическая колодка; 2- полуматрицы; 3- пуансон;б—схема крепления при обтяжно-затяжном способе; в — схема крепления при способе внутреннего формования:1- заготовка; 2- стелька; 3- простилка; 4- подошва; 5- затяжной гвоздь (текс); 6- ниточный шов
Метод горячей вулканизации основан как на технологии обувного, так и резинового производства; впервые он был разработан на обувной фабрике « Скороход » в 1938 г. Этот метод включает две разновидности: методы прессовой и котловой вулканизации.
Кроме колодки, рабочими органами прессформы являются две полуматрицы и пуансон. Пройма, имеющаяся в матрице, по размерам и контуру соответствует следу отформованной заготовки; посредством матрицы формуют урез подошвы. Пуансон формует ходовую часть подошвы. В пуансоне и в полуматрицах вмонтированы электрические нагреватели, которые нагревают резиновую смесь от 150 до 200° С.
Отличительными признаками обуви горячей вулканизации являются: наличие фирменной марки обувной фабрики на геленочной части подошвы с ходовой стороны, возможные следы вы- прессовок от стыка полуматриц в носочной и пяточной частях подошвы.
Что такое вулканизация обуви




Глава VIII. Метод горячей вулканизации в производстве обуви
§ 1. Общие сведения
Метод вулканизации резинового низа на обуви разработан в СССР в 1934 г. на ленинградской фабрике «Скороход» коллективом, руководители которого И. А. Вейнберг, В. Т. Зуев, М. О. Магид и Ф. В. Хомяков удостоены Государственной премии за совершенствование технологии обуви 1.
При методе горячей вулканизации экономия резины составляет 20-25% по сравнению с клеевым и рантовым методами крепления в результате исключения потерь при вырубании деталей из пластин и потерь при фрезеровании и шлифовании подошв и каблуков.
В табл. VIII.1 показана эффективность метода горячей вулканизации по сравнению с другими методами,
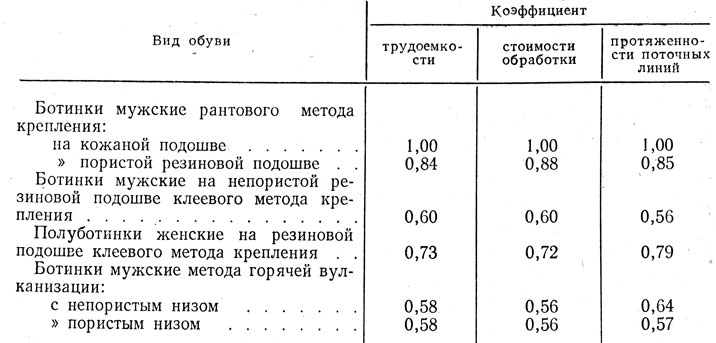
Таблица VIII.1. Сравнительные технико-экономические показатели различных методов крепления низа обуви
К недостаткам метода горячей вулканизации следует отнести высокие требования к термостойкости материалов заготовки верха обуви, не всегда высокое качество привулканизованного низа обуви, трудности со сменой ассортимента в связи с необходимостью заменять пресс-формы.
Метод горячей вулканизации может применяться не только для изготовления резинового низа на обуви, но и для сборки заготовок кирзовых сапог. С высокой эффективностью этим методом можно вулканизовать кант и прикреплять ушки, соединять задний шов. Сборка заготовок сапог при этом значительно эффективнее ниточной сборки.
§ 2. Процесс горячей вулканизации
Сущность процесса горячей вулканизации заключается в том, что затянутая заготовка верха обуви надевается на формовую колодку пресс-формы, в которой формуется, вулканизуется и прикрепляется к верху низ обуви из сырой резиновой смеси.
Пресс-форма для метода горячей вулканизации (рис. VIII.1) состоит из формовой колодки 1, матрицы 2 и пуансона 3. При смыкании этих деталей образуется камера, имеющая конфигурацию низа обуви. Пуансон пресс-формы может быть подвижным или неподвижным.
Сырую резиновую смесь закладывают в пресс-форму в виде заготовки, форма которой напоминает форму низа обуви. Резиновую смесь можно засыпать в виде гранул, но тогда текучесть смеси должна быть больше.
Низ прикрепляется к верху обуви клеями, наносимыми на взъерошенную затяжную кромку заготовки верха. Иногда применяют упрочняющие ленточки (одни или в комбинации с клеями) из специальных сырых резиновых смесей.
Из различных способов вулканизации низа на обуви 1 чаще всего применяются способы внешнего давления, роста (внутреннего давления), запрессовки (чередования давлений).
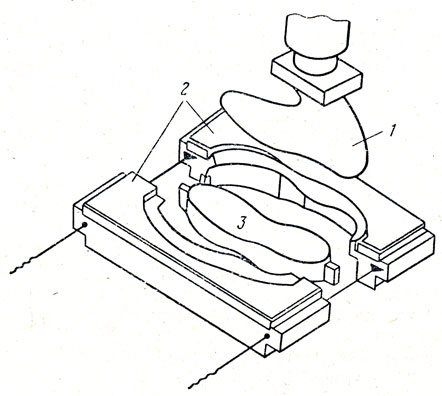
Рис. VIII.1. Схема пресс-формы
Способ внешнего давления
При этом способе давление, необходимое для формования низа обуви из сырой резиновой смеси, его вулканизации и приклеивания к затяжной кромке заготовки верха обуви, подается извне пуансоном (отсюда и название способа). Давление это равно 1,2-2,5 МПа (12-25 кгс/см 2 ).
На рис. VII 1.2 стрелками показана последовательность движения частей пресс-формы при способе внешнего давления. Полуматрицы Б сводятся (1),на них опускается (садится) колодка A с затянутой заготовкой верха обуви (2). На пуансон В помещают заготовку из сырой резиновой смеси. Пуансон поднимается (5) и прессует смесь. По окончании вулканизации пуансон опускается (4), полуматрицы раздвигаются (5), колодка с готовой обувью поднимается (6). Рабочий снимает готовую обувь, цикл повторяется.
При способе внешнего давления при движении пуансона на определенную высоту в камеру пресс-формы приходится закладывать смеси несколько больше ее объема из-за недопрессовки, которая может возникнуть из-за разной толщины и различной упрессовки заготовки верха обуви. Подсчитано, что увеличение или уменьшение высоты камеры на 1 мм изменяет ее объем на 7,5%. Лишняя смесь выдавливается в виде выпрессовок, которые удаляют при отделке.
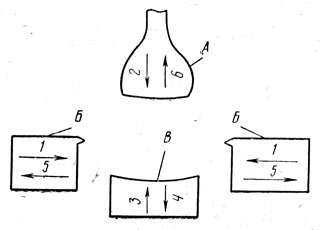
Рис. VIII.2. Схема взаимодействия частей пресс-формы при способе внеш-него давления
Давление формования зависит от состава и текучести смеси. На рис. VIII.3 показана кривая зависимости давления формования при температуре 160° С от пластичности смеси. Очевидно, смеси пластичностью ниже 0,3 по Карреру применять нецелесообразно.
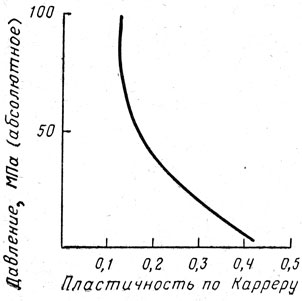
Рис. VIII.3. Кривая зависимости давления формования при температуре 160° С от пластичности смеси
С другой стороны, давление формования увеличивается при отклонении площади сырой заготовки от площади пресс-формы (рис. VIII.4). При 100%-ном заполнении площади пресс-формы для формования смеси необходимо минимальное давление. Если же площадь образца смеси при том же объеме пресс-формы, составляет 95% от ее площади, то давление равно 166% от минимального. Чем ближе форма заготовки из сырой рези-новой смеси к форме пуансона, тем меньшее требуется давление.
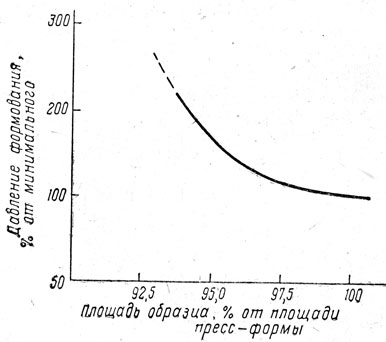
Рис. VIII.4. Кривая зависимости давления формования от площади заготовки сырой резиновой смеси
При использовании смесей большой пластичности и текучести давление может быть снижено, но характер зависимости остается таким же.
В работе И. А. Вейнберга [1 ] показано, что для получения высокой прочности крепления низа к верху обуви горячей вулканизации достаточно давление 0,3 МПа (3 кгс/см 2 ). Показатели физико-механических свойств вулканизата при давлении свыше 0,3-0,5 МПа (3-5 кгс/см 2 ) также не улучшаются. Следовательно, для получения низа обуви высокого качества и прочного его приклеивания требуется давление 0,5 МПа (5 кгс/см 2 ). Применение более высокого давления связано с трудностями формования сырой резиновой смеси.
Оптимальные режимы горячей вулканизации устанавливают обычно по прочности крепления низа обуви к затяжной кромке [1 ]. На рис. VIII.6 показаны кривые зависимости прочности крепления низа обуви от времени вулканизации. Из рис. VIII.6 четко виден экстремальный характер зависимости. Изменение времени вулканизации с увеличением толщины низа обуви показано ниже.
Конечно, эти данные относятся к определенной смеси, но отражают общий характер процесса.
Установлено [1], что оптимальная прочность крепления наблюдается при некоторой недовулканизации резинового низа вблизи
Способ внешнего давления широко применяют благодаря сравнительно короткому времени вулканизации и высоким показателям физико-механиче-ских свойств низа обуви.
Способ роста
Способ роста осуществляется без внешнего давления, только за счет давления газов, выделяющихся при термическом разложении порообразователей в процессе вулканизации. Давление развивается внутри самой смеси, поэтому способ называется еще и способом внутреннего давления.
При способе роста используется пресс-форма закрытого типа с не-подвижным пуансоном. Смесь занимает лишь часть пресс-формы. При нагревании пресс-формы порообразователи разлагаются, выделяющиеся газы образуют в еще не завулканизованной резиновой смеси газовые пузырьки, давление смеси 0,5-0,7 МПа. Это давление стремится увеличить объем пузырька, смесь растет (рис. VIII.7).
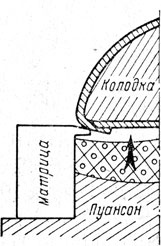
Рис. VIII.7. Схема процесса горячей вулканизации при способе роста
Когда смесь разрастется во всю камеру, стенки ее будут препятствовать дальнейшему росту, т. е. создается давление, формующее низ обуви.
Приращение объема смеси в процессе вулканизации характеризуется коэффициентом приращения
При способе роста процесс вулканизации как бы распадается на два этапа:
прогревание смеси с разложением порообразователей, рост объема заготовки, частичную вулканизацию;
окончательную вулканизацию и приклеивание низа обуви.
Способ запрессовки
Способ запрессовки предназначен для изготовления пористого низа на обуви. Процесс вулканизации происходит как за счет внутреннего давления газов, выделяющихся при термическом разложении порообразователей, так и за счет внешнего давления, создаваемого пуансоном. Внешнее давление обеспечивает четкие рисунок и грань на пористом низе обуви, а также хороший блеск.
На рис. VIII.8 показана схема взаимодействия частей пресс-формы пресса ПГВ-1 при способе запрессовки. Колодка в прессе располагается следом вверх, рабочий ход пуансона направлен вниз.
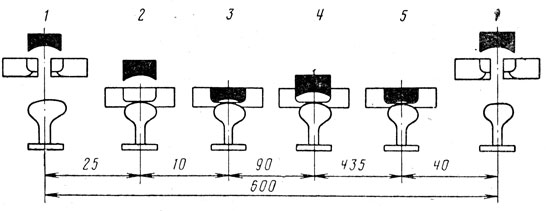
Рис. VIII.8. Схема взаимодействия частей пресс-формы пресса ПГВ-1 при способе запрессовки
| Температура, °С: | |
| матриц | 150-155 |
| пуансона | 165-170 |
| Время, мин | 10 |
| Внешнее давление, МПа (кгс/см 2 ) | 1,4 (14) |
Последовательность выполнения способа запрессовки (см. рис. VIII.8) следующая:
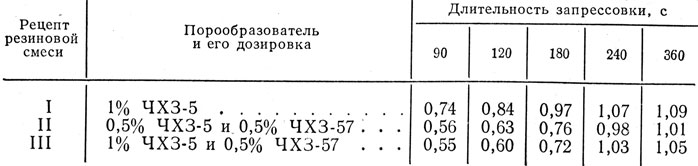
Таблица VIII.2. Влияние длительности запрессовки на плотность, г/см3, низа обуви
( Примечание. Количество порообразователя берут в процентах от массы смеси.)
Способ запрессовки более сложен по сравнению со способом роста и позволяет получать более тяжелый низ обуви, что обусловливается задержкой процесса порообразования.
Оборудование для вулканизации низа на обуви
К роторным относятся пресс-агрегаты АГВ-12-1 и АГВ-12 для вулканизации пористого низа способом роста, оснащенные 12 пресс- формами с неподвижным пуансоном; АГВ-6 и АГВ-6р, оснащенные шестью пресс-формами с подвижным пуансоном; АГВ-8СК с восьмью пресс-формами для вулканизации непористого низа сапог способом внешнего давления (они целесообразны для времени вулканизации 11-14 мин).
Технические характеристики стационарных и роторного прессов 1 приведены в табл. VIII.3.
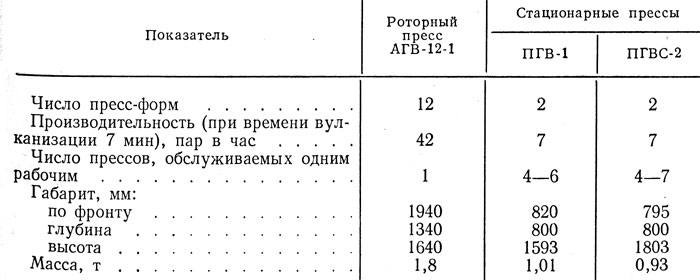
Таблица VIII.3. Технические характеристики прессов для вулканизации низа на обуви
Схема роторного пресса АГВ-12 приведена на рис. VIII.9. В кожухе на барабане попарно закреплены 12 пресс-форм. Вращение барабана прерывистое или от гидромеханического привода, включаемого реле времени (автоматический цикл), или пусковыми кнопками при световой сигнализации реле времени (ручной цикл).
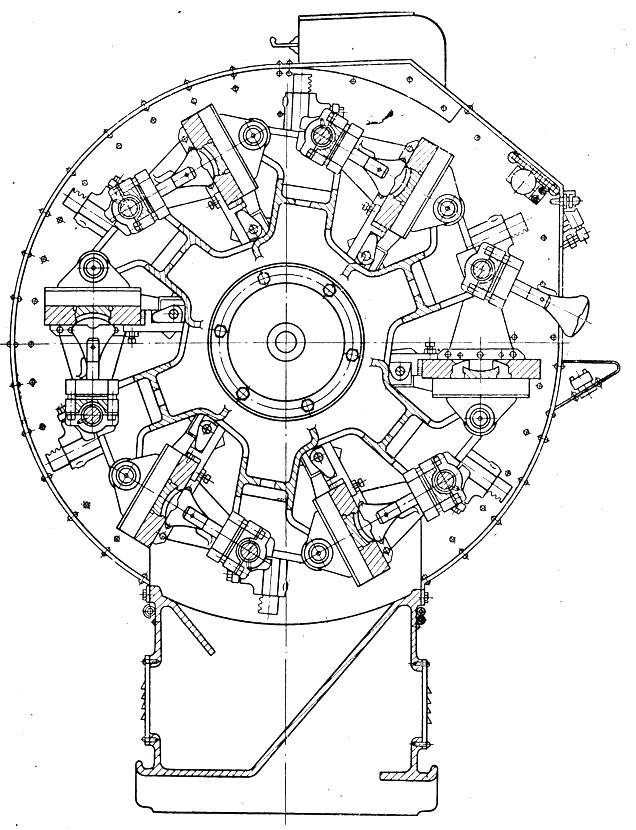
Рис. VIII.9. Схема роторного пресса АГВ-12
Пресс-формы закрытого типа с неподвижным пуансоном приспособлены для способа роста. Раскрывание и закрывание матриц, поворот, опускание и подъем колодки осуществляются автоматически при повороте барабана.
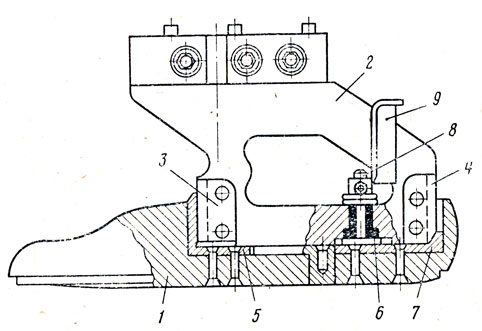
Рис. VIII.10. Схема съемной колодки для изготовления домашней обуви
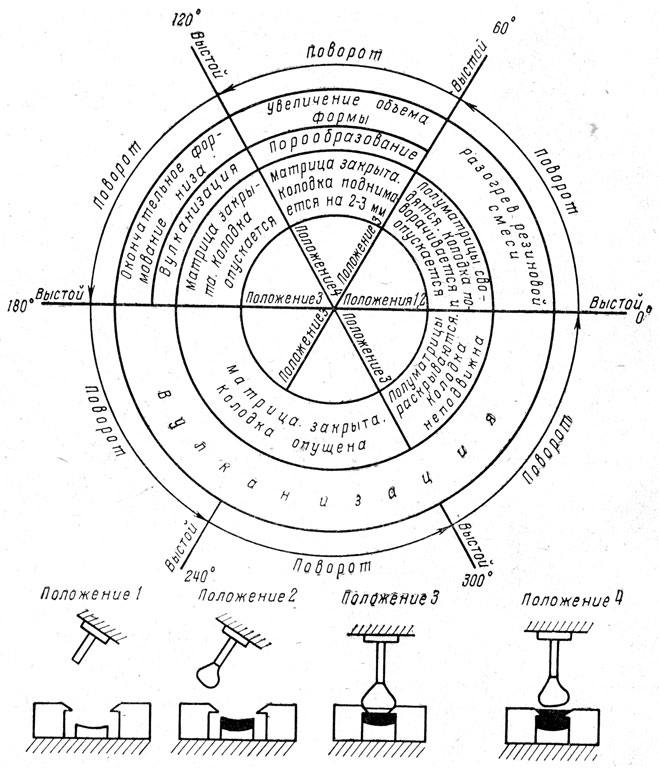
Рис. VIII.11. Циклограмма работы роторного пресса АГВ-12 и схема взаимодействия частей пресс-формы
Несмотря на эффективность применения в отдельных случаях роторных прессов, наиболее совершенны конструкции стационарных прессов. Это объясняется эффективностью использования коротких режимов вулканизации (до 6 мин) и надежностью стационарных прессов.
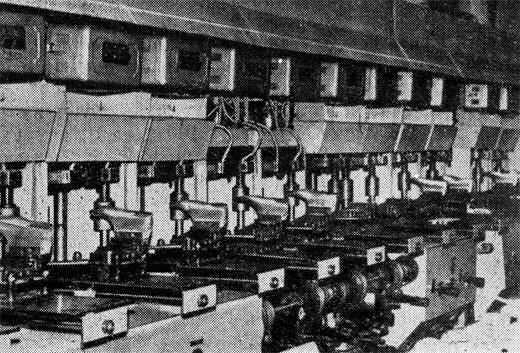
Рис. VIII.12. Линия из прессов ПГВ-1
Пресс ПГВ-1 полуавтоматического действия. Колодка следом вверх передвигается по направляющим салазкам из рабочей зоны на место перезарядки. Рабочий снимает готовую обувь с колодки, надевает затянутую заготовку верха обуви и кладет детали из сырой резины. Нажатием на педаль рабочий посылает колодку с заготовкой в рабочую зону, начинается рабочий цикл. Когда колодка останавливается в рабочей зоне, полуматрицы сходятся, и вся верхняя траверса, в которой находятся матрицы и пуансон, опускается. Матрицы соприкасаются с верхом обуви. Начинается процесс горячей вулканизации, после окончания которого матрицы автоматически расходятся, траверса поднимается, и колодка с готовой обувью выдвигается из рабочей зоны пресса на место перезарядки. Рабочий снимает готовую обувь и надевает новую заготовку.
Пресс ПГВС-2 создан на базе пресса ПГВ-1 и предназначен для вулканизации низа сапог. Отличается длинным гребнем колодки, рассчитанным для голенищ сапог 8.
§ 3. Резиновые смеси для метода горячей вулканизации
Для вулканизации низа на обуви применяются различные резиновые смеси:
для изготовления пористого и непористого низа обуви, для подошвы и каблука;
для сборки заготовок верха кирзовых сапог; для упрочняющих ленточек [1-3, 5, 9].
К резиновым смесям каждого типа предъявляют особые требования.
Смеси для вулканизации низа на обуви должны хорошо формоваться в пресс-форме. Они должны обладать высокой текучестью, что может быть достигнуто использованием стереорегулярных синтетических и натурального каучуков. Вместе с тем резиновые смеси низкой текучести требуют длительного времени вулканизации.
Формуемость смесей улучшается при повышении содержания пластификаторов до 30 масс. ч. на 100 масс. ч. каучука. Однако избыток пластификаторов может снижать прочность готовых вулканизатов и прочность крепления привулканизированного низа обуви.
С другой стороны, в смеси для горячей вулканизации можно добавлять значительное количество (до 100 масс. ч. на 100 масс. ч. каучука) наполнителей, которые улучшают износостойкость низа обуви.
Резиновые смеси для низа обуви метода горячей вулканизации содержат обычные ингредиенты для резиновых смесей (табл. VIII.4). В отличие от смесей, вулканизуемых на прессах с двусторонним нагреванием 9, в смесях для низа обуви имеется повышенное содержание вулканизующих веществ, что связано с односторонним нагреванием (со стороны пуансона).
В резиновые смеси для пористого низа на обуви вводят 1,2-3 масс. ч. порообразующих веществ на 100 масс. ч. каучука.
Важным показателем является пластичность сырых резиновых смесей, которая должна быть равна 0,2-0,3 по Карреру для изготовления непористого низа на обуви и 0,35-0,60 для изготовления пористого низа.
Резиновые смеси для заготовок сапог изготовляют на основе хлоропреновых каучуков (см. табл. VIII.4), обладающих хорошими адгезионными свойствами, устойчивых к действию жиров, имеющихся в юфти. Смеси должны хорошо и быстро формоваться, что достигается их высокой пластичностью (0,50-0,55 по Карреру).
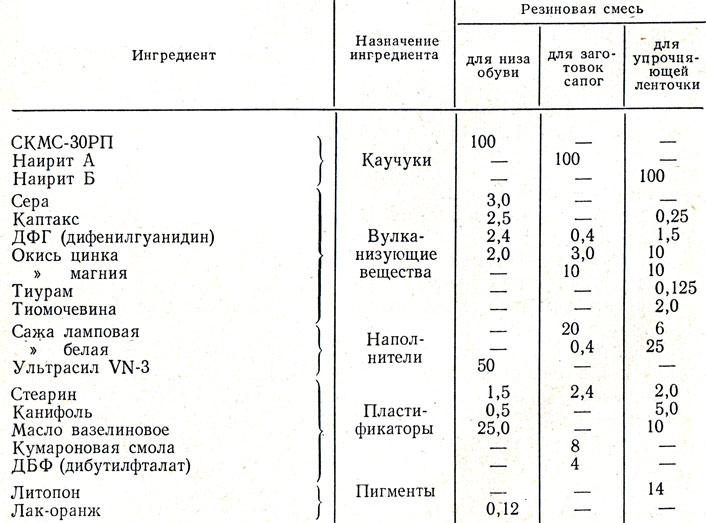
Таблица VIII.4. Резиновые смеси, масс, ч., применяемые для метода горячей вулканизации
Для повышения прочности связи привулканизированного низа к верху обуви применяют упрочняющие ленточки из сырой резиновой смеси (см. табл. VIII.4) на основе хлоропренового каучука. Ленточки имеют пластичность 0,4-0,5, что обеспечивает их хорошие формовочные свойства.
Резиновые смеси для метода горячей вулканизации изготовляют по общепринятой методике [1, 5, 7, 8]:
подготовка сырья (просеивание, развешивание, измельчение, пластикация);
смешение ингредиентов на вальцах или в резиносмесителях;
калибрование смеси на каландрах;
Несколько отличается от общепринятой методики термообработка. Она вводится в связи с тем, что детали, вырубленные из калиброванной ленты резиновой смеси определенной толщины, при охлаждении претерпевают усадку до 11,8% [1].
Подобная усадка может значительно затруднить производство и снизить качество обуви. Чтобы избежать усадки, проводится термообработка пластин в воде при температуре 50-60° С в течение 5-15 мин.
§ 4. Требования к материалам заготовок обуви метода горячей вулканизации
Для производства сапог методом горячей вулканизации выпускается так называемая термостойкая юфть, представляющая собой яловку хромового дубления, водостойкость которой обеспечивается, кроме слабого жирования (7-9%), импрегнированием с использованием водоотталкивающих веществ.
При подборе режимов учитывают термостойкость материалов верха при времени вулканизации не более 12 мин [5].
Рекомендуемая температура матриц и пуансона дана в табл. VIII.5.
Это означает, что при основной сушке перед прикреплением подошв обувь должна быть несколько пересушена.
Сложнее обстоит дело со стелечными материалами, которые изготовляют хромтаннидным методом дубления. Стелечный материал хромового дубления слишком мягок. Термостойкость кож несколько увеличивается в результате дополнительного циркониевого и алюминиевого додубливания и повышенного наполнения минеральными веществами. Такие стелечные кожи удовлетворительно переносят режим горячей вулканизации.
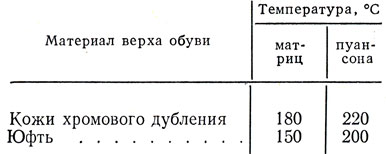
Таблица VIII.5. Температура ° С, матриц и пуасона при вулканизации обуви с верхом из различных кож
Практически комбинированные стельки изготовляют из слоя термостойкой стелечной кожи толщиной 2-2,5 мм и слоя простилочного картона толщиной 1,6-1,8 мм.
§ 5. Технология метода горячей вулканизации
Метод горячей вулканизации применяется как для вулканизации низа на обуви, так и для сборки заготовок верха сапог.
Вулканизация низа на обуви
При вулканизации низа на обуви для правильного выполнения процесса вулканизации необходимо, чтобы контур затянутой заготовки строго совпадал с контуром проймы матриц. Для этого материалы верха обуви должны иметь определенные толщину и упрессовку.
След обуви подготавливают к вулканизации так же, как и при клеевом методе крепления.
Последовательность операций по подготовке следа обуви к вулканизации низа следующая:
удаление скобок (тексов) из стельки; срезание излишков затяжной кромки;
горячее формование носочной и пяточной частей затянутой обуви;
сушка обуви после затяжки;
взъерошивание затяжной кромки;
прикрепление геленка и простилки;
съем обуви с колодок;
первая и вторая намазки затяжной кромки клеем с последующими сушками.
При использовании для верха обуви сильно жированных кож типа юфти можно применять полиуретановые клеи.
Совмещение с обжимом по следу применяется для вулканизации низа на обуви обтяжно-затяжного способа формования заготовки. Матрица соприкасается с затяжной кромкой на расстоянии 1-2 мм от грани следа. Плотное замыкание камеры пресс-формы при боковом обжиме обеспечивается упором губок матриц в резиновый шнур, заложенный в круговой паз колодки.
Совмещение с боковым обжимом наиболее целесообразно:
для вулканизации низа на обуви беззатяжного способа формования заготовки верха;
для обуви зимнего и осенне-весеннего сезонов. Обувь отличается высокой водостойкостью. Наличие резиновой полоски высотой 14-16 мм, образующейся на боковой поверхности обуви, не только защищает от проникания влаги, но и придает формоустойчивость обуви и позволяет не применять жестких задников и подносков.
Эти возможности эффективно используются при изготовлении женской утепленной обуви. Зимние сапожки изготовляют с верхом из дублированного драпа, который формуют беззатяжным способом. Исключение металлических крепителей и жестких деталей придает обуви легкость и гибкость. Хорошие теплозащитные свойства достигаются за счет утепленной вкладной стельки, состоящей из слоев войлока и байки.
Заготовку обуви типа «чулок» с втачной стелькой по грани следа надевают на прессовую колодку. Объемную заготовку из дублированного обувного драпа изготовляют на швейных машинах. Возможны два типа заготовок [1]: с втачной стелькой (рис. VIII. 14, а) и из двух частей, соединяемых продольным швом от носочной кипяточной части (рис. VIII.14, б).
Таким методом эффективно изготовлять домашнюю обувь. При этом обеспечивается производительность до 30 пар на одного рабочего в смену.
Далее следует вулканизация низа сапог.
В табл. VIII.6 приведены режимы вулканизации низа на обуви.
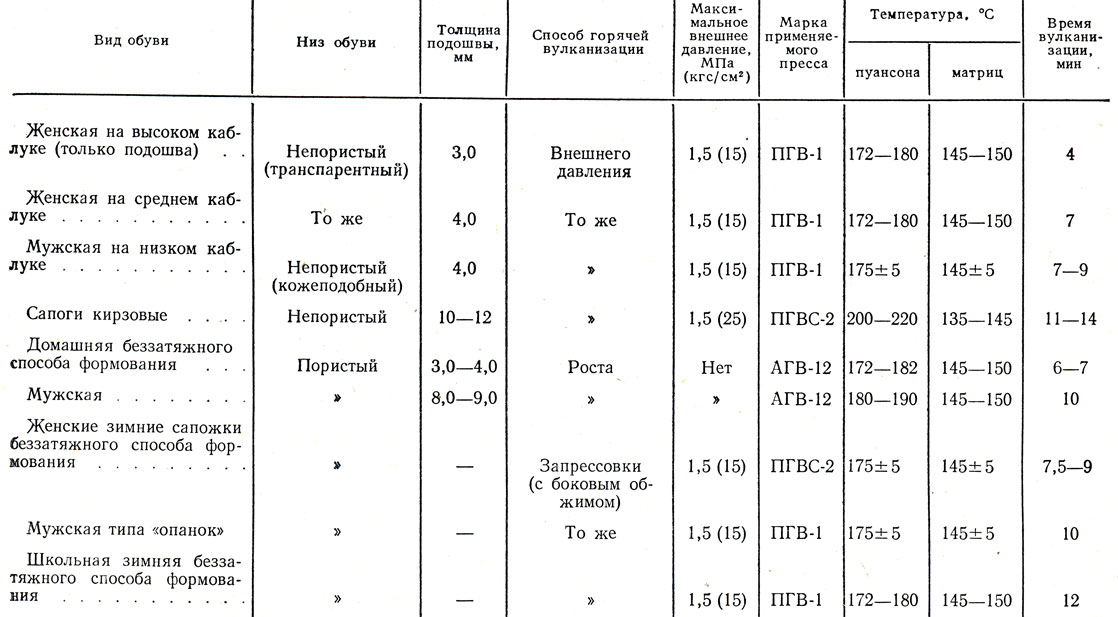
Таблица VIII.6. Режимы вулканизации низа на обуви
Для ускорения формования и сокращения продолжительности вулканизации заготовку из сырой резиновой смеси перед загрузкой в пресс-форму подогревают до температуры 50-60° С в термостате в течение 10-15 мин.
При нарушении технологического режима возможен ряд дефектов на привулканизированном низе обуви [1,5]:
недопрессовка и раковины, связанные с недостатком резиновой смеси, а также с наличием влаги в материалах;
смещение низа обуви из-за неправильной установки колодки по отношению к матрице или из-за неточного закрепления заготовки верха обуви на колодке пресса;
отставание низа обуви.
Для производства обуви методом горячей вулканизации может применяться полуавтоматическая линия AЛ-1, которая отличается от линии ПЛК-0 лишь участком для крепления низа обуви, на котором установлены шесть парных пресс-автоматов ПГВ-А. Пресс- автомат ПГВ-А, как и пресс ПГВ-1, на основе которого он сконструирован, имеет подвижный пуансон, позволяющий изготовлять как пористый, так и непористый низ по любому способу горячей вулканизации. Исходя из времени вулканизации, на линии AЛ-1 применяется способ внешнего давления, позволяющий вулканизовать кожеподобный или транспарентный непористый низ [12].
Вулканизация на пресс-автоматах ПГВ-А осуществляется в течение 4,5 мин при температуре пуансона 175-180° С и температуре матриц 155-160° С, давлении 1,2 МПа (12 кгс/см2). Изготовляются полуботинки четырех смежных размеров.
Метод горячей вулканизации при сборке заготовок сапог
Изготовление сапог методом горячей вулканизации имеет ряд достоинств: высокопроизводительную технологию, экономию материалов, повышенную прочность и водостойкость обуви. Особенно эффективен метод горячей вулканизации при сборке заготовок сапог.
Сборка заготовок кирзовых сапог методом горячей вулканизации [8], разработанная в СССР, предусматривает привулканизацию ушков (приливов), канта голенищ и заднего наружного ремня. Изготовляются сапоги с голенищами из обувной кирзы с передами и задинками из термостойкой юфти.
Вулканизация ушков (приливов) и канта голенищ. Вулканизация верхнего канта является более производительной операцией по сравнению со сборкой его обычной строчкой. Кроме того, это дает экономию обувной кирзы в результате того, что не надо давать припуски под загибку (12 мм).
Вместо ушков, за которые голенища сапог натягиваются на ногу, можно изготовлять резиновые приливы, имеющие форму большого пальца руки. Приливы привулканизовывают вместе с вулканизацией канта.
На машине МВГ взъерошивают верхний кант голенищ на ширину 7 мм вращающимся металлическим валиком с рашпильной насечкой. Пыль удаляют волосяной щеткой.
На взъерошенный участок наносят наиритовый клей на машине НК-О. На места привулканизации ушков клей наносят методом печатания на специальной машине.
Затем верхний кант голенищ на машине HPЛ обкладывают лентой из резиновой смеси вперегиб толщиной 0,8-1,2 мм и шириной 10 мм.
Для всех операций сборки заготовок кирзовых сапог применяются одинаковые смеси, рецепты которых приведены в табл. VIII.4.
Рис. VIII.16. Общий вид машины ВКУ-0 для вулканизации канта и ушков сапог
Привулканизация заднего наружного ремня. Передние края голенищ сострачивают тугим тачным швом на машине 93 кл. Этот шов тщательно проглаживают на машине для прессования шва МПШ при температуре 180-190° С в течение 30-40 с. Задние края голенищ взъерошивают на ширину 25 мм на машине МВГ. Обработанные участки промазывают клеем на машине НК-О, клей высушивают под инфракрасными лампами в течение 3-5 мин.
Задний шов вулканизуют на машине МВЗШ (рис. VIII.18). Заготовки сапог с передами и голенищами, соединенными тугим тачным швом, надевают на правйла машины МВЗШ, выполняющих роль нижней плиты пресса. На задний шов накладывают резиновую смесь в виде шнура диаметром 6,5-7 мм, полученного на экструдере. Верхние плиты пресса опускаются, задний наружный ремень вулканизуется под давлением 1,0-1,5 МПа (10-15 кгс/см 2 ) при температуре 190-200° С в течение 2,5-3 мин.
Рис. VIII.18. Общий вид машины МВЗШ для вулканизации заднего на-ружного ремня сапог (без верхнего канта)



