Боковой зазор. Вид сопряжения
Теоретически эвольвентные зубчатые зацепления являются двухпрофильными (в контакте оба профиля зуба).
Практически такие зацепления неработоспособны из-за наличия:
— погрешности изготовления и ошибок монтажа;
— изгиба зубьев под нагрузкой;
— из-за отсутствия смазки между сопряженными поверхностями.
Таким образом, работоспособным является однопрофильное зацепление, в котором передача вращения осуществляется парой сопряженных профилей, а другая пара профилей образует боковой зазор, необходимый для компенсации выше указанных погрешностей.
Боковой зазорjn обеспечивает небольшой люфт (поворот) зубчатого колеса в передаче при заторможенном или неподвижном втором колесе. Боковой зазор измеряется вдоль линии зацепления между касательными к нерабочим профилям зубьев в сечении, перпендикулярном к направлению зубьев, и в плоскости, касательной к основным цилиндрам.
Для нормальной работы боковой зазор в передаче должен быть не меньше установленного гарантированного зазора jn min и не больше наибольшего допустимого зазора.
Требования к боковому зазору между нерабочими профилями зубьев в собранной передаче, объединенные в норму бокового зазора, назначают дополнительно независимо от точности изготовления передач и колес.
Величина бокового зазора является характеристикой вида сопряжения(рис.60).

Рис. 59. Схема расположения полей допусков на боковой зазор
Стандартом предусматривается шесть видов сопряжения и восемь видов допусков бокового зазора для зубчатых передач с модулем св. 1 мм (табл. 14).
Выбор вида сопряжения не зависит от степени точности зубчатого колеса, а зависит от межосевого расстояния, скорости вращения, и температурногорежимаработы передачи.
Для нерегулируемых передач с модулем св. 1 мм установлены шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами I, II, III, IV, V, VI.
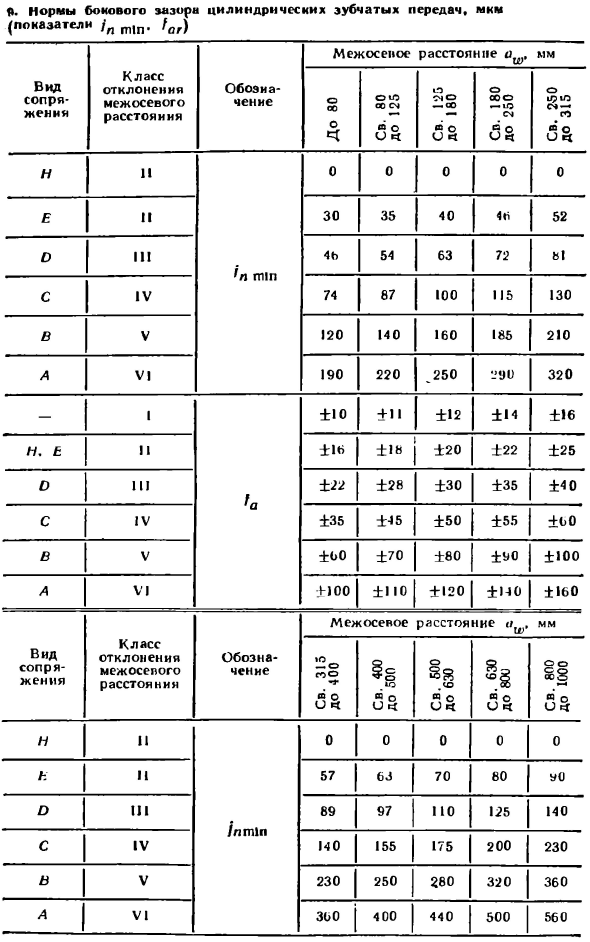
Для гарантированного бокового зазораjnmin по ГОСТ 1643 установленыряды значений, зависящие от вида сопряжения и равные допускам(ITq) определенных квалитетов по ГОСТ 25346 на соответствующее межосевое расстояние передачи (табл. 15).
Соответствие видов сопряжения и видов допусковjn
| Виды сопряжений | H | E | D | C | B | A | Примечание |
| Виды допусков бокового зазора, Тjn | h | h | d | c | b | a | Дополнительные виды допусков: x, y, z |
| Гарантированный боковой зазор jn min | IT7 | IT8 | IT9 | IT10 | IT11 | Допуск на соответствующее межосевое расстояние a | |
| Классы отклонений межосевого расстояния | II | II | III | IV | V | V I | На нерегулируемые передачи |
| Примечание. Обозначения видов сопряжений расположены в порядке возрастания допусков бокового зазора. |
Величина необходимого бокового зазора, соответствующая температурной компенсации, определяется по формуле:
При угле исходного профиля α = 20 0 получим:
Величина бокового зазора, обеспечивающая нормальные условия смазки, зависит от окружной скорости и способа подачи смазки. Ориентировочно ее можно определить в зависимости от модуля:
· для тихоходных передач: jn min II = 0,01 m (до 0,2 м/с);
· среднескоростных: jn min II = 0,02 m (до 10 м/с);
· высокоскоростных: jn min II = 0,03 m (до 16 м/с).
Тогда необходимый гарантированный боковой зазор рассчитывается как сумма двух слагаемых: jn min = jn I + jn II.
Наибольший боковой зазор не ограничивается стандартом. Это вызвано тем, что боковой зазор является замыкающим звеном размерной цепи, в которой допусками ограничены отклонения всех составляющих размеров (межосевое расстояние и смещение исходных контуров на шестерне и колесе, непараллельность и перекос осей), поэтому величина наибольшего зазора не может превзойти значения, получающегося при определенном сочетании составляющих размеров.
Дата добавления: 2015-08-21 ; просмотров: 4703 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Боковой зазор

Боковой зазор
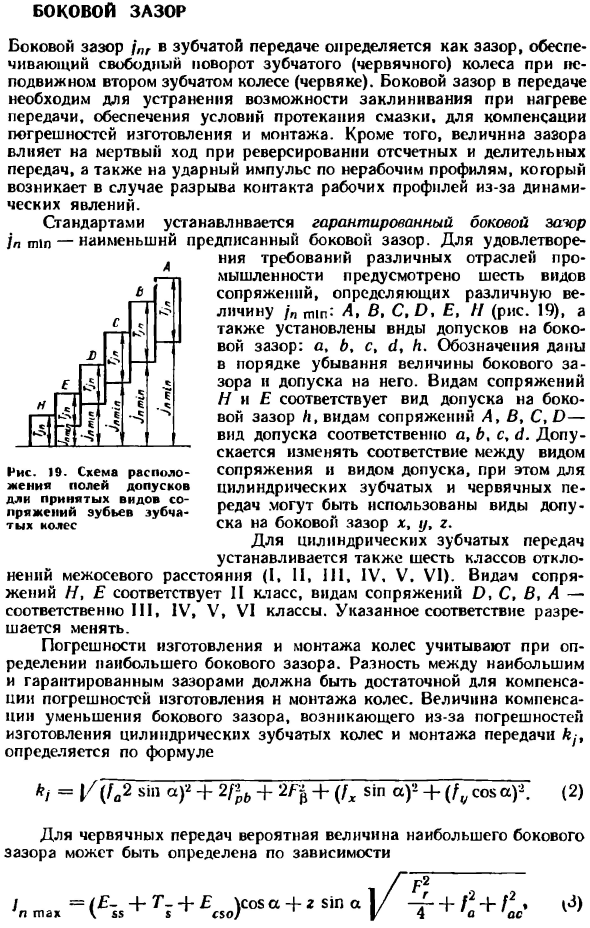
Кроме того, размер зазора влияет на люфт при считывании и переключении передач, а также на силу удара вдоль профиля холостого хода, которая возникает, когда контакт рабочего профиля прерывается динамическими явлениями. Стандарт устанавливает гарантированный боковой зазор t1p-минимальный предписанный боковой зазор. Для удовлетворения требований различных отраслей промышленности предусмотрено 6 типов сопряжения, которые определяют различные значения и pip A: B, C, d, E, H (рис. 19) и типы допусков на боковой зазор также установлены: a, b, s, 1, I.
Производные единицы распределяются, воспроизводя как первичные, так и специальные стандарты в Центральном государстве. Людмила Фирмаль
Типы связей H и E соответствуют классу II, а типы связей O, C, B и A соответствуют классам III, IV, V и VI соответственно. Вы можете изменить указанное сообщение. Ошибки изготовления и монтажа колес учитываются при определении максимального бокового зазора. Разница между максимальным зазором и гарантированным зазором должна быть достаточной для компенсации производственных ошибок и установки колес. Размер компенсации для уменьшения бокового зазора, вызванного ошибками в изготовлении цилиндрических зубчатых колес и монтаже зубчатых колес;
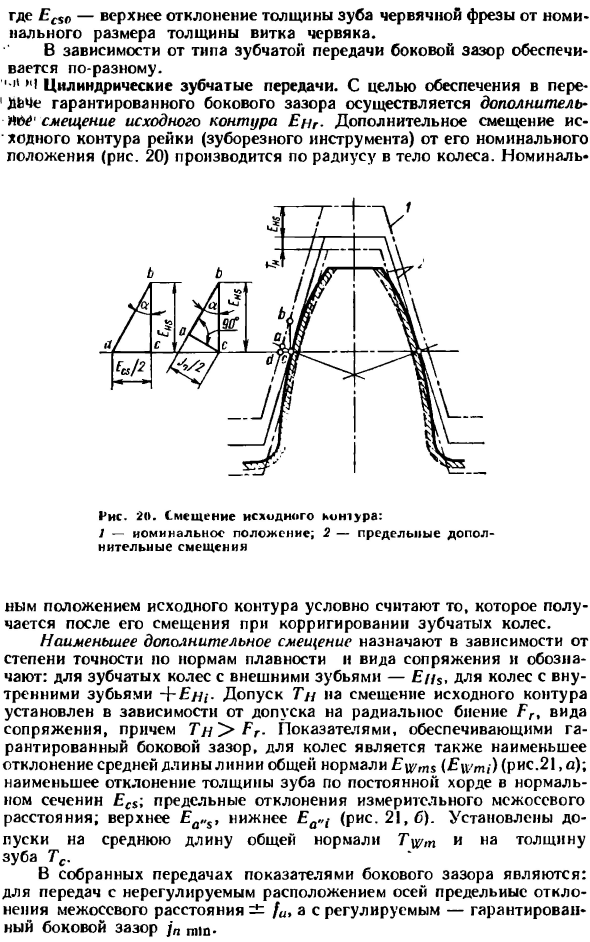
Номинальная стоимость Традиционно начальная контурная позиция считается позицией, полученной после перемещения, когда переделана шестерня. Минимальное дополнительное смещение назначается и задается в соответствии с критериями степени точности и плавности и типа сопряжения: — н для зубчатых колес с внешними зубьями, — — для колес с внутренними зубьями н-Допуск Тц для смешивания начальных контуров, допуск радиального биения, тип спаривания, Tn Er. Индикатор, обеспечивающий гарантированный боковой зазор для колеса, также является минимальным отклонением средней длины типичной нормальной линии Eutst (Dts t) (Рисунок 21, o).
Даже если измерения производятся в виде отдельных копий, несколько значений выбираются для обеспечения перехода от одного значения к другому в соответствии с требованиями взвешивания. Людмила Фирмаль
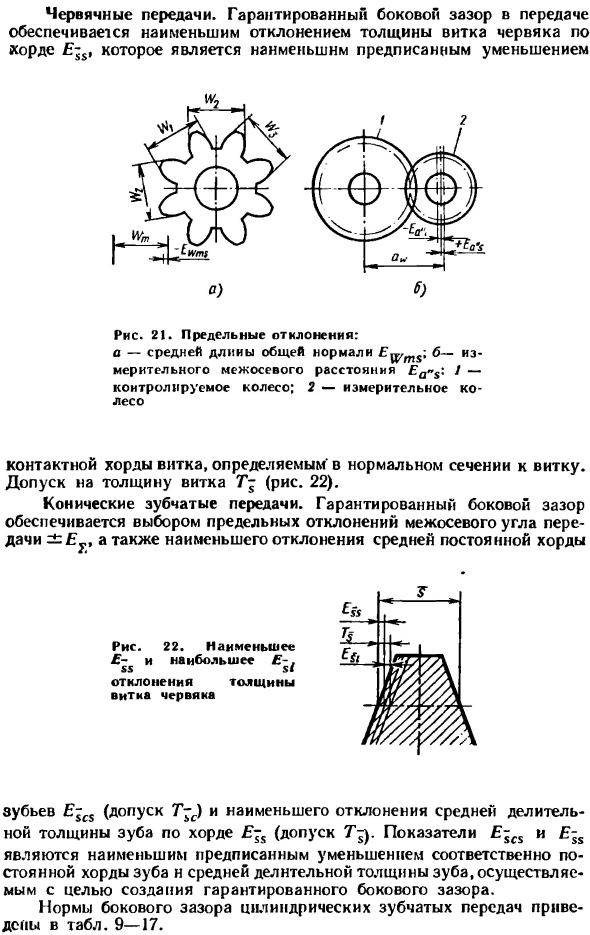
Червячная передача Гарантия бокового зазора трансмиссии гарантируется минимальным отклонением толщины червячной катушки вдоль шнура. о Рисунок 21 Предыдущий Средняя длина всех отверстий Код контакта катушки, как определено в нормальном разделе катушки. Допуск толщины рулона Т
Образовательный сайт для студентов и школьников
Копирование материалов сайта возможно только с указанием активной ссылки «www.lfirmal.com» в качестве источника.
© Фирмаль Людмила Анатольевна — официальный сайт преподавателя математического факультета Дальневосточного государственного физико-технического института
Метрология
Допуски и посадки зубчатых передач
Общие сведения
Зубчатые колеса изготавливают с погрешностями, вызываемыми погрешностями профиля зубообрабатывающих инструментов (фрез, долбяков), неточностью их установки на станке, отклонениями размеров и формы заготовки, а также неточностью установки заготовки на станке, погрешностями в кинематических цепях станка.
Совместное действие перечисленных погрешностей приводит к кинематической погрешности колеса, отсутствию плавности его работы и нарушению прилегания поверхностей зубьев, как по длине, так и по высоте зуба.
Предельные отклонения параметров зубчатого колеса ограничены системой допусков.
Степени точности цилиндрических зубчатых колес
В соответствии с перечисленными группами передач построена система допусков на зубчатые колеса. Все показатели точности передач и колес сгруппированы в три нормы точности:
Нормы кинематической точности – определяют точность передачи вращения с одного вала на другой, то есть величину полной погрешности (ошибки) угла поворота ведомого зубчатого колеса в пределах его полного оборота. Обычно выражается величиной длины дуги делительной окружности в линейных единицах измерения.
Нормы плавности – характеризуют равномерность вращения или степени плавности изменения кинематических погрешностей передачи. Выражается погрешностью по шагу при повороте на один номинальный угловой шаг.
Нормы контакта – отражают полноту прилегания поверхностей зубьев, сопряженных колес передачи. Характеризуются величиной и расположением пятна контакта сопряженной пары.
Степени точности назначают для каждого вида норм точности дифференцированно с учетом того, к какой группе относится данная передача, т.е. три вида норм могут комбинироваться и назначаться из разных степеней точности с учетом ограничений, приводимых в стандартах.
Для передач общего назначения для всех норм точности назначают, как правило, одинаковую степень точности, например 7-ю.
Критерием для выбора степени точности по норме плавности является окружная скорость:
Степени 3, 4, 5, 6 назначаются на скоростные передачи, с окружной скоростью от 10 до св.50 м/с;
Степени 7, 8, 9 назначают на средние передачи, с окружной скоростью от 2 до 10 м/с;
Степени 10,11,12 назначают на тихоходные передачи, с окружной скоростью менее 2 м/с.
Области применения различных степеней точности :
Стандарт допускает комбинированные нормы из разных степеней точности.
При комбинировании степеней точности требуется, чтобы:
Таким образом, для средних и высокоскоростных передач (автомобильных, турбинных) степень точности по нормам плавности целесообразно назначить более точную, чем по нормам кинематической точности.
Для делительных, кинематических, отсчетных передач и механизмов целесообразно принимать одинаковые степени точности по нормам кинематической точности и плавности работы.
Для силовых (тяжелонагруженных) передач, работающих при малых и средних скоростях (шестеренные клети прокатных станов) степень точности по контакту должна быть точнее, чем по кинематической точности и по плавности.
Указанное комбинирование норм из разных степеней точности существенно и с точки зрения технологической, поскольку каждая отдельная операция улучшает качество колеса только лишь в отношении показателей одной нормы, а не всех трех норм точности вместе.
Боковой зазор. Вид сопряжения
Теоретически эвольвентные зубчатые зацепления являются двухпрофильными (в контакте оба профиля зуба).
Практически такие зацепления неработоспособны из-за наличия:
— погрешности изготовления и ошибок монтажа;
— температурных деформаций;
— изгиба зубьев под нагрузкой;
— из-за отсутствия смазки между сопряженными поверхностями.
Таким образом, работоспособным является однопрофильное зацепление, в котором передача вращения осуществляется парой сопряженных профилей, а другая пара профилей образует боковой зазор, необходимый для компенсации выше указанных погрешностей.
Боковой зазор jn обеспечивает небольшой люфт (поворот) зубчатого колеса в передаче при заторможенном или неподвижном втором колесе.
Боковой зазор измеряется вдоль линии зацепления между касательными к нерабочим профилям зубьев в сечении, перпендикулярном к направлению зубьев, и в плоскости, касательной к основным цилиндрам.
Для нормальной работы боковой зазор в передаче должен быть не меньше установленного гарантированного зазора jnmin и не больше наибольшего допустимого зазора.
Требования к боковому зазору между нерабочими профилями зубьев в собранной передаче, объединенные в норму бокового зазора, назначают дополнительно независимо от точности изготовления передач и колес.
Величина бокового зазора является характеристикой вида сопряжения.
Стандартом предусматривается шесть видов сопряжения и восемь видов допусков бокового зазора для зубчатых передач с модулем свыше 1 мм. Выбор вида сопряжения не зависит от степени точности зубчатого колеса, а зависит от межосевого расстояния, скорости вращения, и температурного режима работы передачи.
Для нерегулируемых передач с модулем св. 1 мм установлены шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами I, II, III, IV, V, VI.
Величина необходимого бокового зазора, соответствующая температурной компенсации, определяется по формуле:
Величина бокового зазора, обеспечивающая нормальные условия смазки, зависит от окружной скорости и способа подачи смазки. Ориентировочно ее можно определить в зависимости от модуля:
Тогда необходимый гарантированный боковой зазор рассчитывается как сумма двух слагаемых:
Наибольший боковой зазор не ограничивается стандартом. Это вызвано тем, что боковой зазор является замыкающим звеном размерной цепи, в которой допусками ограничены отклонения всех составляющих размеров (межосевое расстояние и смещение исходных контуров на шестерне и колесе, непараллельность и перекос осей), поэтому величина наибольшего зазора не может превзойти значения, получающегося при определенном сочетании составляющих размеров.
Кинематическая точность
Кинематическая погрешность может рассматриваться как результат одновременного действия двух составляющих погрешностей: радиальной и тангенциальной (касательной). Радиальная составляющая является следствием эксцентриситета заготовки относительно оси вращения стола зуборезного станка, радиального биения стола, и зуборезного инструмента.
Тангенциальная составляющая является следствием погрешностей зуборезного станка, ведущих к нарушению равномерности обката инструмента и изделия а, особенно, кинематических погрешностей конечного звена кинематической цепи привода вращения стола (конечного делительного колеса, червячной пары и т.п.), которые целиком переносятся на обрабатываемое колесо.
Под номинальным положением исходного контура понимают положение исходного контура на зубчатом колесе, лишенном погрешностей, при котором номинальная толщина зуба соответствует плотному двухпрофильному зацеплению.
Плавность работы цилиндрических колес
Нормы плавности являются доминирующими для скоростных передач. Далее рассмотрим некоторые нормы плавности работы.
ff – допуск на погрешность профиля зуба. Погрешность профиля зуба ffr определяется с помощью эвольвентомера.
Это расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями зуба (т.е. эвольвентами), между которыми размещается активный действительный торцовый профиль зуба зубчатого колеса.
Под действительным торцовым профилем зуба понимают линию пересечения действительной боковой поверхности зуба колеса в плоскости, перпендикулярной его рабочей оси.
Нормы контакта зубьев в передаче
Действительная делительная линия зуба – это линия пересечения действительной боковой поверхности зуба зубчатого колеса делительным цилиндром, ось которого совпадает с рабочей осью колеса.
ВИДЫ СОПРЯЖЕНИЙ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС В ПЕРЕДАЧАХ




![]()
![]()
Характер сопряжений зубьев определяется боковым зазором между их нерабочими боковыми поверхностями.
Боковой зазор в передаче отсчитывают по общей нормали к боковым поверхностям зубьев (по линии зацепления). Он необходим для компенсации погрешностей изготовления и сборки передач, для создания расчетных условий смазывания, а также для устранения опасности заклинивания зубьев одного зубчатого колеса во впадинах другого в результате тепловых и силовых деформаций.
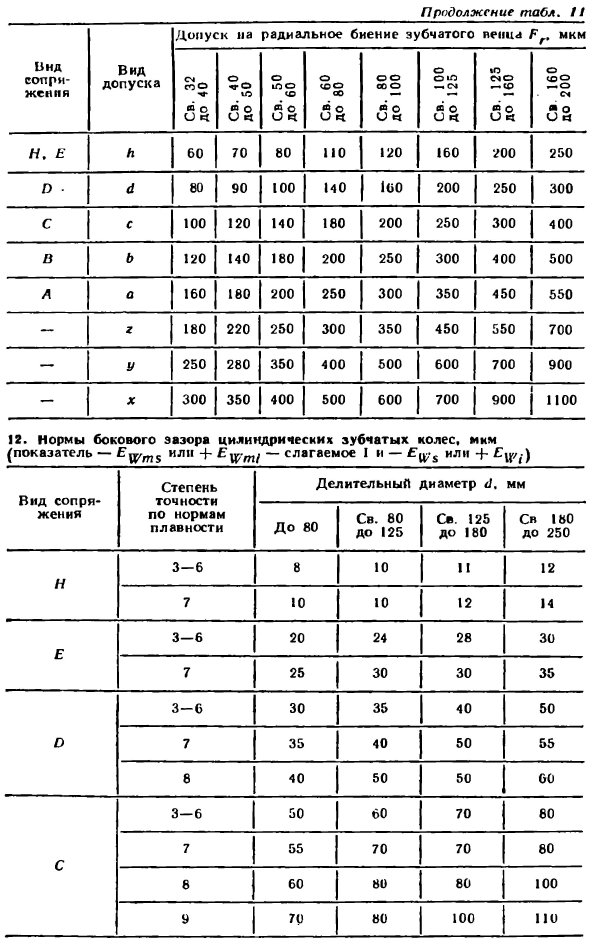
От боковых зазоров, возникающих в зацеплении зубьев зубчатого колеса, зависит величина х.х. зубчатых передач, поэтому гарантированный (минимальный) зазор jn min и допуск на него Tm назначают с учетом условий работы зубчатых передач.
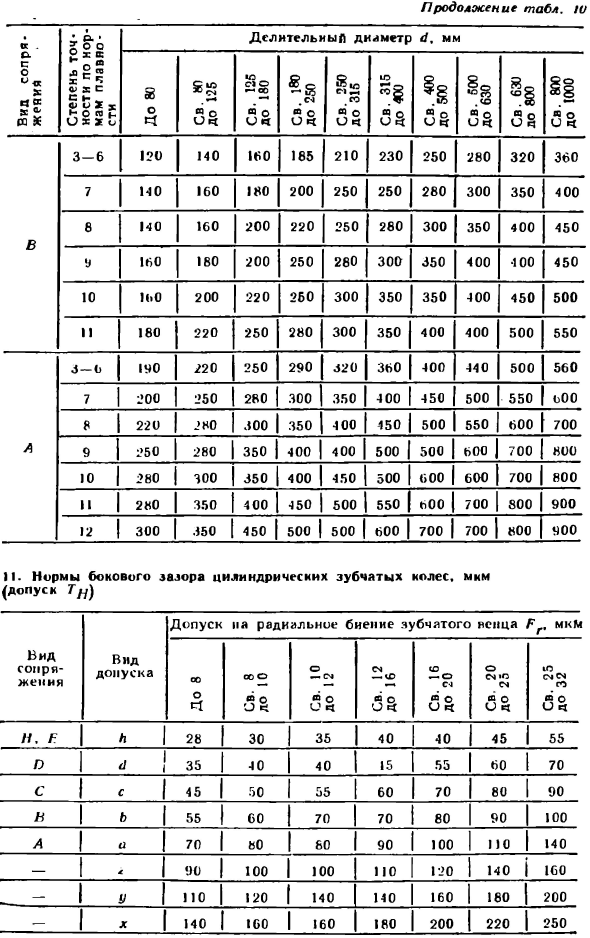
Стандарт 641-77 (ГОСТ 1643-81) устанавливает шесть видов сопряжений зубчатых колес: A, B, C, D, E, H, отличающихся значениями гарантированного зазора; восемь видов допуска на jn min: h, d, c, b, a, z, y, x (в порядке увеличения допуска); шесть классов отклонений межосевого расстояния aw: I, II, III, IV, V, VI.
Для мелкомодульных передач ст. СЭВ 642-77 установлено пять видов сопряжений зубьев, обозначаемых (в порядке убывания гарантированного зазора) D, E, F, G, H, четыре вида допусков на боковой зазор: e, f, g, h и пять классов отклонений aw: II, III, IV, V, VI.
Основные характеристики видов сопряжений и классов отклонений приведены в табл. 1
| Сопряжение | Степень точности по нормам плавности работы | Минимальный боковой зазор jnmin | Рекомендуемый вид допуска ** | Класс отключения aw** | |
| Вид | Название | ||||
| А | Увеличенный | 3-12 | IT11 | a | VI |
| В* | Нормальный | 3-12 | IT10 | b | V |
| С | Уменьшенный | 3-9 | IT9 | c | IV |
| Д | Малый | 3-8 | IT8 | d | III |
| S | Весьма малый | 3-7 | IT7 | h | II |
| Н | Нулевой | 3-7 | h | II | |
| * | При сопряжении исключается заклинивание зубьев в передачах из стальных и чугунных деталей при 25 0 С. | ||||
| ** | В обоснованных случаях разрешается комбинировать виды сопряжения классов отклонения и допусков, а также применение допусков x, y, z. |
Литература: «Основы стандартизации, допуски, посадки и технические измерения», Н.С.Козловский, А.Н.Виноградов, Машиностроение 1982 г., с. 290.
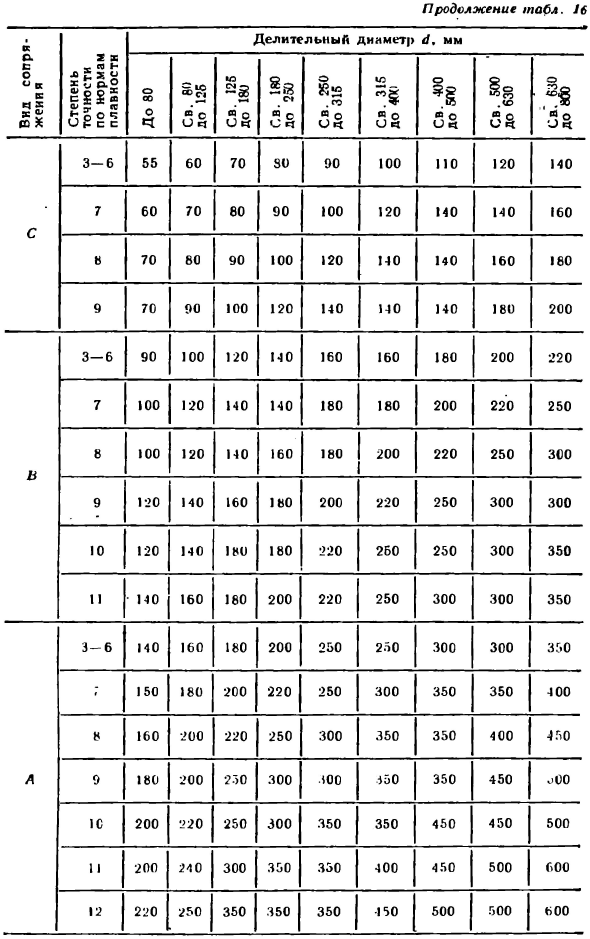
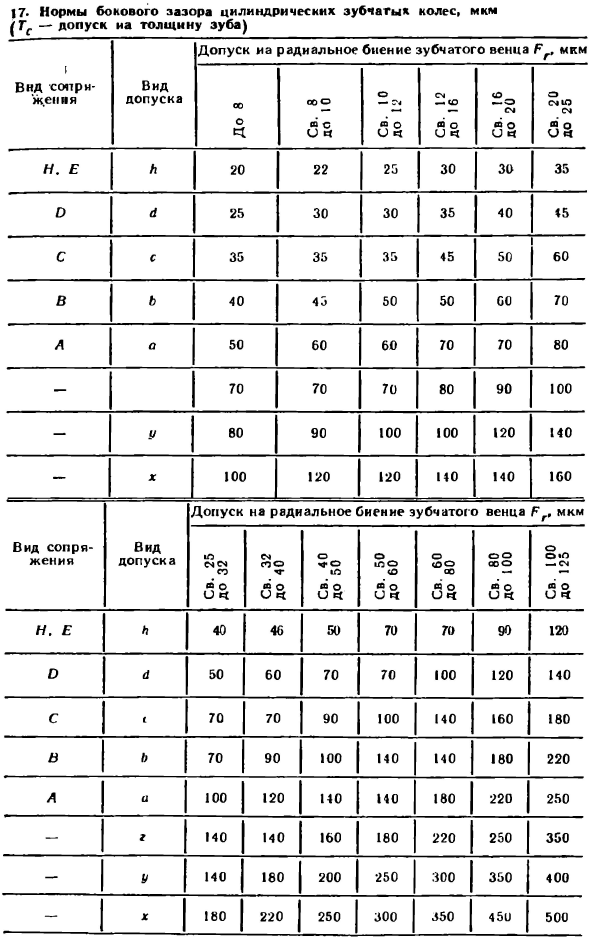
Минимальные значения гарантированных зазоров, назначаемые в зависимости от номинального размера межосевого расстояния зубчатой передачи aw, равны допуску соответствующего квалитета на размер aw.
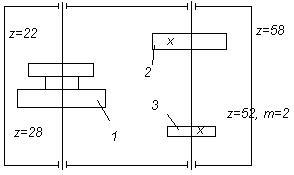
Например, для соединения зубьев блока шестерен поз. 1 с колесами поз. 2 и 3 с целью облегчения переключения скоростей можно принять вид сопряжения зубьев А. тогда при межосевом расстоянии aw=80 мм, jn min=IT11=190 мкм (см. табл.). ст. СЭВ 145-75.
| Интервал размеров мм | Значение допуска для квалитетов (IT) мкм |
| До 3 | |
| Свыше 3 до 6 | |
| > 6 до 10 | |
| > 10 до18 | |
| > 18 до 30 | |
| > 30 до 50 | |
| > 50 до 80 | |
| > 80 до 120 | |
| > 120 до 180 | |
| > 180 до 250 | |
| > 250 до 315 | |
| > 315 до 400 | |
| > 400 до 500 |
Таб. 2. Допуски для размеров до 500 мм (ст. СЭВ 145-75) ГОСТ 25346-82.
Доковой зазор в передаче обычно является результатом утоньшения зубьев, которые получают наименьшим дополнительным смещением исходного контура (зуборезного инструмента) в тело зубчатого колеса от номинального положения на расчетную величину EHS (рис. ++ б).
Номинальным положением исходного контура (рис ++ а, показано штриховой линией) называют его положение, необходимое для нарезания зубьев с заданным коэффициентом коррекции. Дополнительное смещение исходного контура обозначается ЕН2. Наименьшее дополнительное смещение для зубчатого колеса с внешними зубьями обозначают ЕНS, а с внутренними зубьями – ЕНi.
Связь между jn и EHS устанавливают из треугольника (авс, рис. ++ а). в передачах с регулируемым положением осей валов боковой зазор получают, изменяя межосевое расстояние зубчатой передачи.
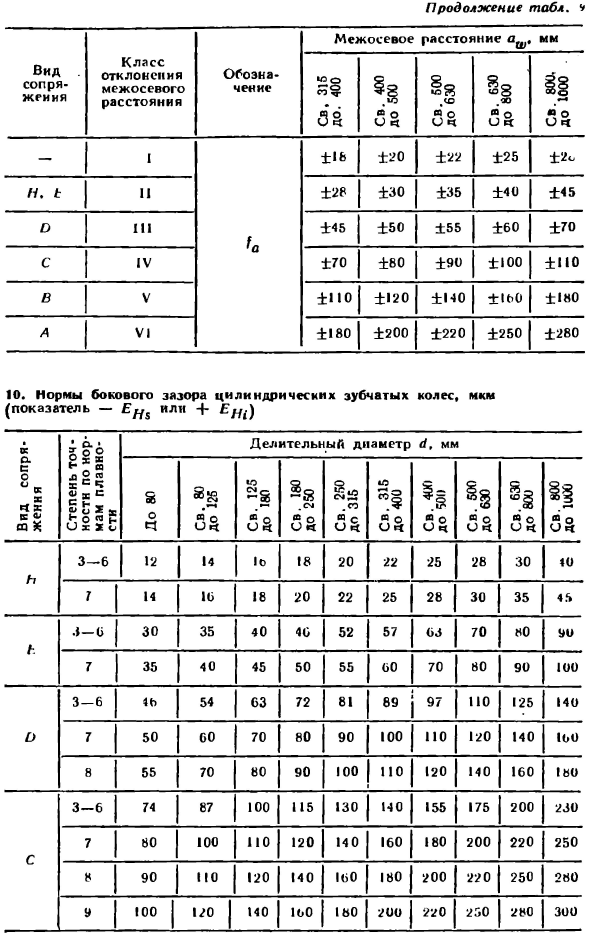
Гарантированный боковой зазор в зацеплении зубьев обеспечивается, если соблюдается соответствие между намеченными для данной передачи видом сопряжения и классом отклонений aw (таб. 1).если класс отклонения aw не соответствует виду сопряжения, гарантированный боковой зазор пересчитывают по формуле

jn΄min= jn min – 0.68(  ),
),
где jn΄min – пересчитанный гарант бокового зазора;
jn min и fa – табличные значения гарантированного бокового зазора для заданного вида сопряжения и соответствующих ему предельных отклонений aw;
Если назначен более грубый класс отклонений aw, то jn΄min‹ jn min; если назначен более точный класс, то jn΄min› jn min.
Гарантированный боковой зазор должен быть достаточным для компенсации тепловых деформаций передачи и должен обеспечить заданный режим смазки зацепления.
Боковой зазор, необходимый для температурной компенсации (jnt)
jnt=aw  ,
,
αр.зац и αр.кор – коэффициенты линейного расширения для материалов соответствующего зубчатого колеса и корпуса;
tзац и tкор – расчетные температуры нагрева соответствующего зубчатого колеса и корпуса;
Боковой зазор, необходимый для смазки зацепления (мкм)
где к=10…30 (10 – для тихоходной передачи, 30 – для высокоскоростных передач).
Боковой зазор должен удовлетворять следующему условию
По назначению jn min и заданному aw передачи по ст. СЭВ 641-77 (ГОСТ 1643-81) можно подобрать вид сопряжения, класс отклонения aw, а также отклонение EHS (ЕНi) и допуск смещения исходного ТН.
Наибольший зазор jn max, необходимый для компенсации погрешности изготовления передачи, вычисляют по формуле
где ТН1 и ТН2 – допуски на смещение исходного контура для шестерни и колеса.
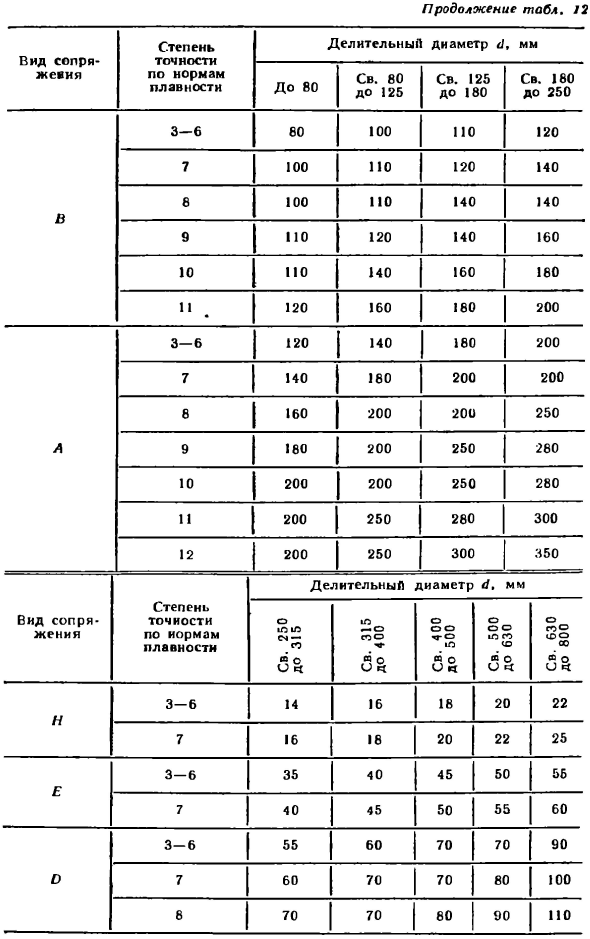
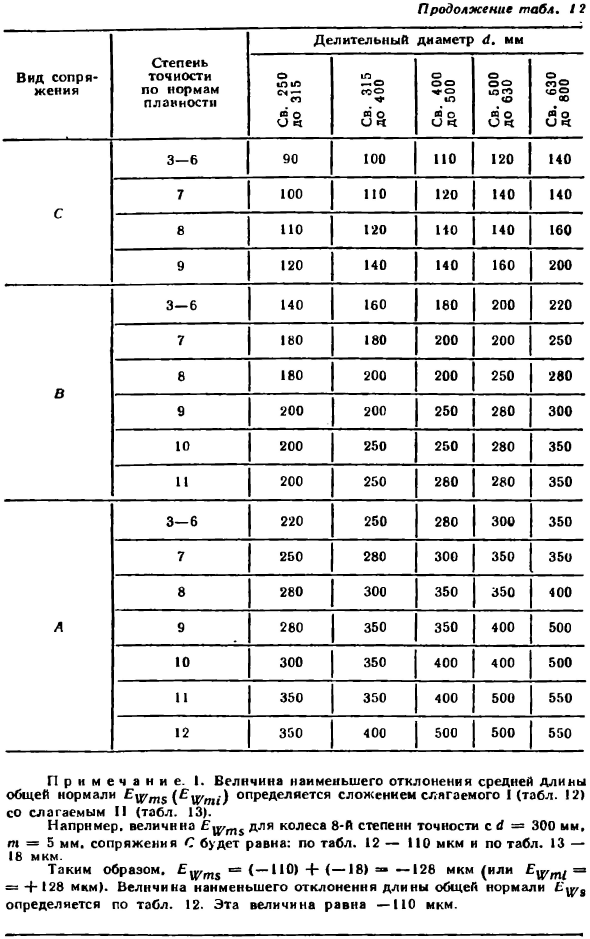
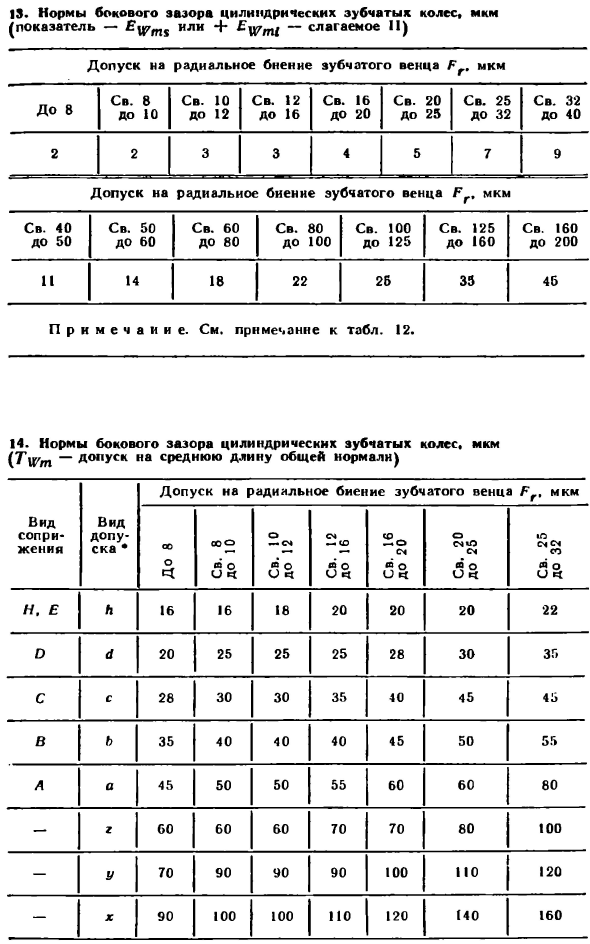
Показателями, обеспечивающими гарантированный боковой зазор, являются: для зубчатого колеса Eнr или E wm2 (отклонение средней длины общей нормали
Wm=  ),
),



