Основные характеристики изнашивания
Для характеристики изнашивания используют следующие показатели: скорость изнашивания, интенсивность изнашивания, износостойкость, относительная износостойкость.


Основными факторами, влияющими на процесс изнашивания являются следующие:
•конструктивные характеристики сопряжения, обеспечивающие различные виды трения (скольжения, качения),
•скорость относительного перемещения,
•характер движения (равномерное, неравномерное),
•качество обработки сопрягаемых поверхностей,
•материалы сопрягаемых деталей,
•твердость поверхности. Эти факторы относятся к конструктивным характеристикам сопряжений.
Помимо конструктивных есть еще эксплуатационные характеристики:
–окружающая рабочая среда (запыленность, температура),
–качество применяемых смазочных материалов,
–фактически действующие нагрузки.
На скорость изнашивания деталей основное влияние оказывает удельное давление Р и скорость относительного скольжения v. Эта зависимость может быть выражена формулой

Для абразивного изнашивания М. М. Хрущевым установлено, что m=n=l и Формула примет вид

При пластическом контакте скорость изнашивания поверхности связана с физико-механическими свойствами материала трущихся поверхностей и может быть определена по формуле

При упругом контакте скорость изнашивания для гладких металлических поверхностей приближенно определяется по зависимости

Одной из важнейших характеристик металлов и сплавов, влияющих на скорость почти всех видов изнашивания, является твердость. С увеличением твердости износостойкость материала повышается (рис, 12), хотя и прямой зависимости
не имеется. Повышенная износостойкость объясняется тем, что твердые материалы оказывают большие сопротивления проникновению в них продуктов износа. Кроме того, они меньше деформируются.
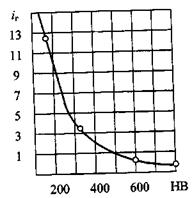
Рисунок 12 – Износостойкость углеродистых сталей при трении скольжения
Исследованиями установлено, что значительное влияние на износостойкость оказывает структура металла. Наиболее износостойкой из сплавов является сталь. С повышением содержания углерода износостойкость стали возрастает. Стали с закалочными структурами менее подвержены износу. Легирование сталей марганцем, хромом, никелем, вольфрамом и др. элементами повышает ее износостойкость, т. к. легирующие элементы образуют химические соединения с углеродом и твердые растворы с железом, обладающие высокой твердостью.
Антифрикционные свойства чугунов и их износостойкость определяется структурой основы и свойствами химических соединений примесей и различных присадок, содержащихся в них.
В серых чугунах перлитная структура основы повышает износостойкость в 1,5÷2 раза по сравнению с ферритными чугунами.
Если углерод находится в чугуне в виде цементита Fe3C2, то такой чугун более устойчив к износу.

 Под качеством поверхности понимают совокупность геометрических параметров и физических свойств поверхностного слоя материала, из которого изго- товлена деталь.
Под качеством поверхности понимают совокупность геометрических параметров и физических свойств поверхностного слоя материала, из которого изго- товлена деталь.
Количественная оценка шероховатости поверхности на базовой длине l устанавливает шесть параметров (рис. 14):
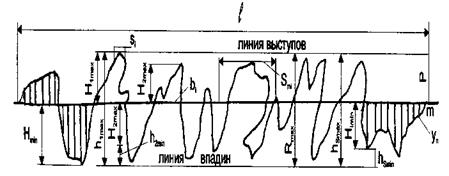
Среднеарифметическое отклонение профиля Ra; наибольшая высота неровностей профиля Rmax; средний шаг неровностей Smin; средний шаг неровностей по вершинам Sj; относительная опорная длина профиля tn, где р значение уровня се-ения профиля; высота неровностей профиля по десяти точкам Rz.
Физические свойства определяются структурой, микротвердостью, глуби- * ной наклепа, остаточными напряжениями, теплостойкостью, взаимодействием со смазкой, химическим сродством с кислородом. Стандарты определяют макроге-ометрию, шероховатость и твердость поверхности и в некоторых случаях направ-
ление следов обработки. Остальные свойства учитывают при проведении исследовательских работ.
От макрогеометрии зависит правильность относительного расположения и
перемещения сопрягаемых поверхностей деталей.
Волнистость и направление следов обработки хотя и оказывает влияние на износостойкость деталей, однако они менее значительны по сравнению с шероховатостью.
Повышенная шероховатость поверхности снижает интенсивность изнашивания. Однако следует заметить, что определенным условиям работы должна соответствовать своя, оптимальная чистота поверхности (рис. 15).
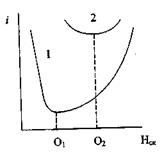
На рисунке изображены две кривые 1 и 2. При тяжелых условиях работы кривая 2 смещается вправо. В этом случае требуется пониженная чистота поверхности. При легких условиях работы требуется высокая чистота поверхности, кривая 1 смещена влево.
Точки O1 и О2 характеризуют оптимальную чистоту поверхности, при которой износ деталей в легких и тяжелых условиях работы является минимальным.
Смазка трущихся поверхностей имеет существенное значение для повышения износостойкости деталей. Правильный выбор смазки и непрерывная ее подача в зону трения обеспечивает устойчивую и нормальную работу сопряжений. Смазка должна соответствовать заданным условиям работы машины.
Дата добавления: 2016-06-29 ; просмотров: 9870 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Виды изнашивания деталей машин
1. Основные понятия, термины и показатели изнашивания
Проектирование машин, удовлетворяющих высоким требованиям надежности, долговечности и безопасности эксплуатации, невозможно без решения задач, связанных с созданием условий и обеспечением режимов оптимального взаимодействия поверхностей пар трения, т. е. задач, стоящих перед трибологией и триботехникой.
Трибология – наука о трении и процессах, сопровождающих трение. Триботехника – наука о контактном взаимодействии тел при их относительном движении, охватывающая весь комплекс вопросов трения, изнашивания и смазывания машин. Основополагающие законы триботехники нашли практическое применение в области разработки, создания, эксплуатации и ремонта разнообразных объектов и технических средств.
Технологу трибология и триботехника дают возможность выбрать наиболее эффективные методы обработки и упрочнения материалов, а специалисту, занимающемуся эксплуатацией, – обеспечить надлежащий режим эксплуатации и обслуживания машин.
Трение возникает при относительном перемещении рабочих поверхностей деталей и сопровождается их изнашиванием.
Изнашивание – это процессы разрушения, отделения частиц материала с поверхности твердого тела и накопления остаточной деформации при трении. Изнашивание проявляется в постепенном изменении размеров и формы тела, а также в изменении взаимного расположения поверхностей детали. Оно приводит к ухудшению функциональных показателей работы машины и определяет ее долговечность. В результате изнашивания нарушается кинематическая точность механизмов, изменяется характер нагружения, появляются дополнительные нагрузки, вибрации и шумы. В основе изнашивания лежат следующие процессы.
1. Многократное механическое и термическое воздействие на поверхность детали. Многократное механическое воздействие, при котором контактные напряжения превышают предел текучести, вызывает пластическую деформацию материала и приводит к накоплению остаточных деформаций. В результате этого может происходить разупрочнение и разрушение материала, а также коробление изделия. Нагрев поверхности детали при трении до высокой температуры приводит к тепловому изнашиванию, при котором происходит разрушение «сварившихся» неровностей поверхности. Возникновение высоких локальных температур на участках микроконтактов приводит к образованию «мостиков сварки», которые вызывают вырывание частиц материала при относительном перемещении деталей. Циклическое воздействие на металл детали механических и термических напряжений вызывает образование микротрещин в глубине поверхностного слоя с последующим выкрашиванием частиц металла.
2. Химико-термические воздействия среды на поверхность детали приводят к изменению физико-механических свойств материала, образованию адсорбированных и окисных пленок.
3. Наличие смазки в зоне контакта кроме положительного эффекта может оказывать расклинивающее действие в микротрещинах и способствовать разрушению поверхностного слоя. Так, при расклинивающем действии противоизносной присадки, попавшей при работе газораспределительного механизма в поверхностную трещину, может произойти излом распределительного вала (рис. 1). Вид излома распредвала носит явно однородный характер и не имеет двух зон, характерных для усталостного излома.
Рис. 1. Излом вала, возникший при расклинивающем действии присадки
4. Молекулярно-механическое взаимодействие контактирующих поверхностей сопровождается возникновением и разрушением фрикционных связей, в результате которых осуществляется перенос материала с одной поверхности на другую.
Износ – это некая величина, с помощью которой количественно оценивается изменение размеров, объема и массы деталей, произошедшее в результате изнашивания. Кроме этого, изнашивание характеризуется скоростью, т. е. отношением величины износа к интервалу времени, в течение которого он возник, или интенсивностью изнашивания – отношением величины износа к пути, на котором произошло изнашивание, или к величине выполненной работы.
Повреждаемость – это процесс резко выраженного, недопустимого изменения геометрических параметров и свойств материала деталей в процессе эксплуатации. К повреждениям относятся усталостные трещины и выкрашивание материала, пробоины, коррозия, остаточные деформации (коробление) и др.
Таким образом, все виды дефектов, возникающих в процессе эксплуатации деталей, подразделяются на допустимые (например, износ) и недопустимые (например, повреждения).
2. Характеристики основных видов изнашивания
Процессы, вызывающие изнашивание и повреждаемость деталей, работающих при различных условиях и режимах, протекают по-разному и зависят от многих факторов. Поэтому для снижения интенсивности изнашивания и повышения долговечности изделий большое значение приобретает классификация видов изнашивания, позволяющая выделить доминирующие процессы. Классификация (рис. 2) предусматривает три основных вида изнашивания: механическое, молекулярно-механическое и коррозионно-механическое.
Механическое изнашивание – утрата первоначальной геометрии и свойств материала детали в результате абразивного, циклического, кавитационного, деформационного и других воздействий на изделие. Оно возникает при контакте и взаимном перемещении сопряженных поверхностей, а также при перемещении твердых частиц (абразива), потоков жидкости и газа относительно поверхности детали.
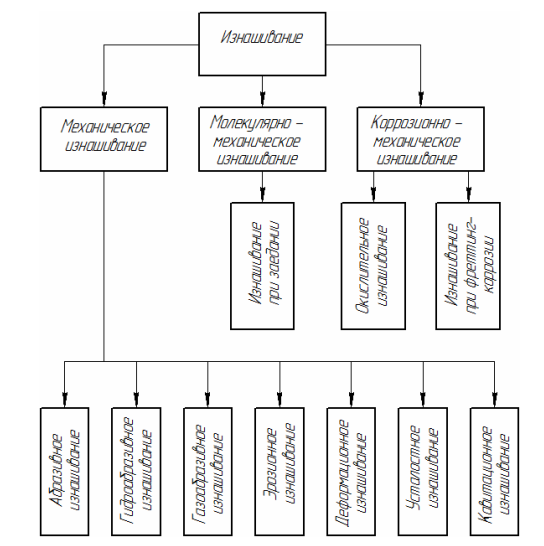
Рис. 2. Классификация видов изнашивания
Молекулярно-механическое изнашивание проявляется в схватывании металлов, т. е. образовании металлической связи, которая при относительном перемещении деталей приводит к вырыванию частиц металла с одной из поверхностей и переносу их на другую, как правило, более твердую. При малой скорости скольжения деталей размягчение металла частицы не происходит и она, находясь в твердом состоянии, будет оказывать царапающее действие на сопряженную поверхность. При больших скоростях металл частицы легко пластифицируется и размазывается по поверхности.
Коррозионно-механическое изнашивание – результат механического воздействия сопряженных поверхностей, которое сопровождается химическим или электрохимическим взаимодействием материала детали с агрессивной средой.
Далее приводится краткая характеристика видов изнашивания.
Абразивное изнашивание – механическое изнашивание материала, которое происходит в основном в результате режущего или царапающего действия твердых частиц (абразива), находящихся в свободном или закрепленном состоянии. Этот вид изнашивания характерен для рабочих органов дорожных машин.
Изнашивание деталей машин при воздействии частиц абразива или иных твердых тел по своей природе является механическим и сводится к съему металла с рабочих поверхностей. При изнашивании поверхности под действием абразива постепенно изменяются геометрическая форма и размеры детали, но разрушение на макроуровне, например в виде изломов, не происходит. Эту категорию разрушения из-за малых объемов отделяющихся частиц выделяют в особый вид, называемый истиранием. Истирание происходит при различных условиях контактного взаимодействия сопряженных поверхностей. В этой связи различают трение без смазочного материала (трение ювенальных, т. е. обнаженных поверхностей), при котором коэффициент трения достигает 6…7, и трение со смазочным материалом, при котором коэффициент трения составляет 0,03…0,5. Трение со смазочным материалом в зависимости от вида смазки, условий трения, геометрии трущихся поверхностей бывает сухое, полусухое, жидкостное и граничное. Для сухого и полусухого трения характерны частичные зоны контакта поверхностей трения, на которые действует только смазка, адсорбируемая из окружающей среды, и окисные пленки, на остальной поверхности сосредоточена жидкая смазка; для жидкостного трения характерно полное разделение трущихся поверхностей.
Гидро и газоабразивное виды изнашивания возникают при действии твердых частиц, взвешенных в жидкости или газе, которые перемещаются относительно изнашиваемой поверхности.
Деформационное изнашивание – процесс образования остаточных деформаций, которые проявляются в отклонении оси от прямолинейности или какой-либо другой формы, а также в нарушении взаимного расположения поверхностей деталей. Деформационное изнашивание происходит в результате неравномерной релаксации напряжений в процессе эксплуатации под действием рабочих механических нагрузок и температур. Усталостное изнашивание – утрата механических свойств и разрушение металлических деталей под действием циклических нагрузок.
Оно происходит в результате зарождения, развития и распространения усталостных трещин в детали. Этот вид разрушения характерен для деталей, работающих в условиях трения качения и качения с проскальзыванием, таких как подшипники качения, опоры качения, катки, кулачки, зубчатые колеса и др. Трещины зарождаются либо на поверхности в местах концентраторов напряжений, либо в глубине поверхностного слоя в местах максимальных контактных напряжений. Развитие усталостных трещин приводит к выкрашиванию частиц металла, в результате чего поверхность покрывается осповидными впадинами. При знакопеременном нагружении развитие трещин приводит к усталостному излому, например, первичных валов коробки передач или коленчатых валов (рис. 3).
Кавитационное изнашивание – процесс механического разрушения материала детали от соприкосновения его с движущейся жидкостью, в которой нарушается сплошность ее объема из-за образования и исчезновения полостей, в зоне которых при повышенных давлениях, конденсации паров и растворении газов создаются условия для интенсивных гидравлических микроударов, разрушающих деталь. Этому виду изнашивания подвержены лопатки гидротурбинных установок, гребные винты и др.

Рис. 3. Вид усталостного излома коленчатого вала
Изнашивание при фреттинге (англ. fretting, от fret – разъедать, подтачивать) имеет место при малых многократных колебательных перемещениях одной сопряженной поверхности относительно другой (различают возвратно-поступательные и возвратно-вращательные перемещения).
Изнашивание при схватывании возникает при разрыве масляной пленки, обнажении и взаимодействии ювенальных поверхностей сопряженных деталей. Под действием молекулярных сил происходит твердофазная сварка локальных поверхностных контактов, которая при относительном перемещении деталей вызывает глубинное вырывание материала с одной поверхности, перенос его на другую поверхность и абразивное воздействие образовавшихся неровностей на сопряженные поверхности, т. е. задир (рис. 4).
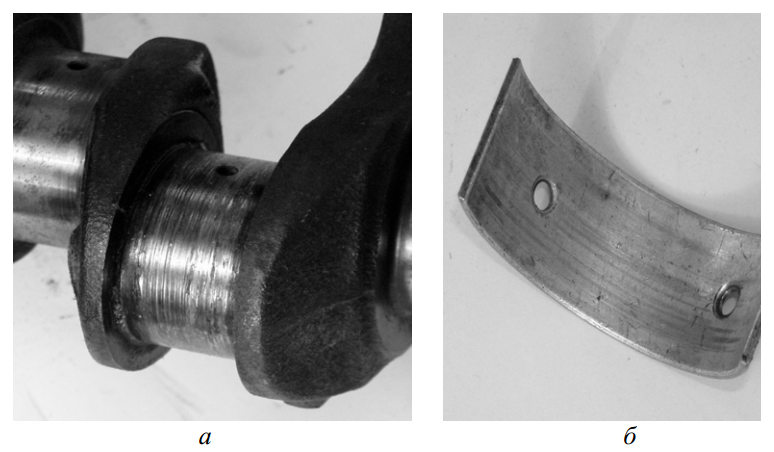
Рис. 4. Шейка и вкладыш коленчатого вала со следами задира

Рис. 5. Шатун, деформированный при схватывании поршня
Схватывание также может вызывать заедание узла трения. При этом действующие движущие силы могут привести к значительным деформациям деталей механизма. Так, заклинивание поршня приводит к изгибу шатуна в направлении вращения шейки коленчатого вала (рис. 5).
Окислительное изнашивание представляет собой вид коррозионно-механического изнашивания, при котором основную роль играют химические реакции металлов пары трения с кислородом или окислительной средой. При трении в условиях смазки металлические поверхности вступают в реакцию c кислородом, растворенным в масле или кислородсодержащих элементах. В результате происходит образование окисных пленок. Тонкие окисные пленки (вторичные структуры) на поверхностях трения защищают материал от схватывания. С течением времени они утолщаются и становятся хрупкими, а под действием деформаций постепенно разрушаются и уносятся смазочным материалом. На их месте образуются новые окисные пленки. Скорость их образования зависит от режимов работы узла трения.
Изнашивание при фреттинг-коррозии представляет собой коррозионно-механическое изнашивание при вибрациях, т. е. в условиях малых относительных перемещений. При этом виде изнашивания одновременно развиваются два процесса: фреттинг-износ и усталостное разрушение. Первый связан с образованием продуктов окисления, которые при механическом срезании представляют собой абразив. Усталостное изнашивание обусловлено действием циклических нагрузок. Причем развитие усталостных трещин происходит неизменно перпендикулярно направлению фреттинга.
Эрозионное изнашивание – изменение размеров и шероховатости твердого тела в результате механического воздействия на него потока жидкости или газа в отсутствии абразивных частиц. Интенсивность эрозии во многом зависит от агрессивности и температуры среды. В автомобиле эрозии часто подвергаются клапаны газораспределительного механизма (рис. 6), жиклеры карбюратора, детали амортизаторов.
Электроэрозионное изнашивание возникает в результате воздействия на поверхность детали разрядов при прохождении электрического тока через контакт пары трения.

Рис. 6. Вид эрозионных повреждений клапана
В общем случае изнашивание деталей является следствием ряда причин: механическое разрушение зацепляющихся неровностей при взаимодействии контактирующих поверхностей; усталостное разрушение неровностей от многократно повторяющихся воздействий неровностей сопряженной поверхности или переменного давления смазки; отслаивание пленок окислов, образующихся при трении, и др. Так, кольцо торцового уплотнения коробки передач с гидроуправляемыми фрикционами подвергается эрозионно-механическому изнашиванию (рис. 7), когда в процессе разрушения детали одновременно участвуют струи масла и механическое истирание.

Рис. 7. Вид эрозионно-механического износа торцового уплотнения
В случае сложного во внешних проявлениях изнашивания целесообразно различать его ведущий и сопутствующий виды.
Интенсивность изнашивания зависит от многих факторов, основными из которых являются:
рабочая (окружающая) среда – температура и скорость движения среды, химический состав, обусловливающий ее агрессивность.
Износ деталей в механизмах. Виды, возникновение износа
1. Виды износа
Износом называется постепенное поверхностное разрушение материала детали, сопровождающееся отделением от него частиц, переносом частиц на сопряженную поверхность детали, а также изменением качества поверхности — ее геометрии и свойств и поверхностных слоев материала.
В практике встречается нормальный и катастрофический износ. Нормальный износ может быть заранее оценен и учтен при планировании ремонтных работ, а катастрофический износ выводит машину из строя внезапно.
Уменьшение величины нормального износа и вероятности катастрофического дает увеличение общего срока службы машины, а также снижает стоимость и продолжительность ее ремонтов.
Износ происходит вследствие механического, теплового, химического и электрического воздействия на материал соприкасающегося с материалом трущегося тела, воздействия свободных твердых частиц другого материала или окружающей среды.
Износ, так же как и трение, связан со сложными, недостаточно изученными явлениями в поверхностных слоях материала.
Истирание наблюдается при относительном движении прижатых друг к другу поверхностей. На истирание расходуется часть энергии трения.
Процесс истирания объясняется следующими явлениями:
Абразивный износ наблюдается при попадании на трущиеся поверхности мелких частиц высокой твердости (абразива шлифовального круга, окалины, песка и т.д).
При жидкостном трении свободные частицы, имеющие размеры меньше толщины масляного слоя, оказывают сравнительно слабое влияние на износ поверхностей.
При нежидкостном трении, а также когда размер частиц превышает толщину масляного слоя, наблюдается интенсивный износ поверхностей. Следы износа имеют вид мелких продольных канавок.
Когда одна трущаяся поверхность имеет малую твердость, абразивному износу подвергается главным образом другая поверхность. Это объясняется более прочным удерживанием частиц абразива на менее твердой поверхности за счет того, что частицы под внешним давлением углубляются в менее твердую поверхность и удерживаются в ней, и, следовательно, происходит меньше движения частиц абразива относительно мягкой поверхности, чем относительно твердой.
Задиры на поверхности проявляются в быстром образовании продольных канавок значительной глубины (до 1 мм и больше). Явление задиров для большинства машин относится к категории катастрофического износа. Процесс образования задиров объясняется сцеплением трущихся поверхностей в отдельных местах, вырыванием значительного количества металла с одной поверхности и появлением нароста на другой. При дальнейшем относительном движении поверхности нарост вызывает появление задира и дальнейшего прогрессивного разрушения поверхности.
Большая опасность задира получается при поверхностях из одинаковых металлов. Попадание абразивных частиц может послужить самостоятельной причиной задира (при достаточно крупных частицах) или способствовать началу описанного выше процесса вследствие повышения удельного давления в точке, расположенной впереди зерна абразива, где происходит выпучивание металла.
Усталостное выкрашивание заключается в отслаивании частиц металла с трущихся поверхностей вследствие явления усталости при периодически изменяющихся нагрузках. Явление усталостного износа обычно наблюдается в высших кинематических парах, главным образом при обильной смазке. Последнее объясняется внедрением жидкости в микротрещины на поверхности, что способствует разрушению последней. Смятие, постепенно возрастающее, наблюдается при недопустимо больших удельных давлениях или при плохо подогнанных, выставленных и обработанных, не прошедших предварительной приработки поверхностях.
Коррозионный износ является следствием химического или электрического воздействия среды; на интенсивность коррозии оказывает большое влияние нагрев поверхности детали, ускоряющий процесс износа.
Факторы, влияющие на износ трущихся поверхностей:
Обычно износ металлов получается тем меньше, чем выше их твердость. Поэтому для повышения износостойкости рекомендуется применять для поверхностей стальных и чугунных деталей термическую обработку, насыщение поверхностных слоев соответствующими веществами (цементация, азотизация), а также поверхностные покрытия износостойким материалом (например, хромом, твердым сплавом).
При необходимости для термообработки отдельных участков крупных стальных и чугунных деталей производится по-
верхностный нагрев нужных мест токами высокой частоты или газовым пламенем, а покрытие твердым сплавом производится методом электроэрозионной обработки.
2. Способы выражения величины износа
Износостойкость является эксплуатационным или служебным свойством материала, детали или сопряжения (трущихся поверхностей), поэтому износ может выражаться различными способами, ближе всего характеризующими их служебное назначение. Во многих случаях наиболее удобно выражать износ величиной уменьшения линейного размера тела в направлении, нормальном к поверхности (линейный износ). Если линейный износ Δh произошел на пути трения Δs за время Δt, то отношение Δh: Δs явится «интенсивностью линейного износа», или «темпом линейного износа», а отношение Δh: Δt – «скоростью линейного износа».
3. Учет приработки
Во всех процессах трения и изнашивания важное значение имеет приработка в начале эксплуатации машины. Приработкой называется процесс постепенного изменения в результате изнашивания начальной микрогеометрии (ее величины и напраления) и взаимного прилегания обеих поверхностей деталей до достижения стабильной шероховатости и постоянной величины прилегания.
В интенсивности изнашивания сопряжений деталей машин часто наблюдаются периоды приработки а, характеризующиеся повышенным размерным износом, и нормальной работы б, более устойчивой к износу (рис. 3).
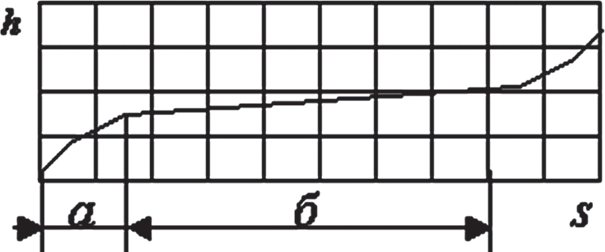
Рис. 3. Интенсивность износа на стадиях: а — приработки; б — нормальной работы
Во время приработки интенсивность изнашивания постепенно снижается. Одновременно с явлениями изменения шероховатости и увеличения поверхности прилегания часто в процессе приработки происходит изменение физико-механических свойств поверхностных слоев трущихся металлов, поскольку в контакте преобладают пластические деформации (главным образом вследствие наклепа).
Высота и характер макро- и микронеровностей на трущихся поверхностях оказывают большое влияние на первоначальную стадию износа и изменение размера детали после приработки, потому что при уменьшении площади контакта поверхностей, из-за макро- и микронеровностей, возникают более высокие контактные напряжения, чем при более полном их прилегании.
Применение отделочных операций (выхаживания, суперфиниширования, хонингования, шабрения, притирки, доводки и др.) при обработке трущихся поверхностей уменьшает высоту неровностей и позволяет обеспечить более полное их прилегание.
Улучшение поверхностей трения происходит также в процессе первоначальной приработки, которая для устранения опасности задиров часто производится на пониженных режимах работы.
Заданным внешним условиям трения (нагрузка, скорость, смазка и т.п.) соответствует определенное состояние приработанности; при утяжелении этих условий происходит дополнительная приработка поверхностей.
4. Влияние условий работы на износ деталей
Распределение износа между трущимися поверхностями, а также по их длине и ширине имеет большое значение для работы механизма, долговечности деталей и стоимости ремонта.
В каждой трущейся паре предпочтителен более сильный износ простой и легко заменяемой детали и менее сильныйсложной и дорогой. При конструировании машин это учитывается соответствующим выбором материалов:
Распределение износа по поверхности трения зависит от формы поверхности и условий работы пары.
Во вращательной паре с одним неподвижным и одним вращающимся элементами имеют место три следующих характерных случая распределения износа (а — подвижный вал, б — вал неподвижный).
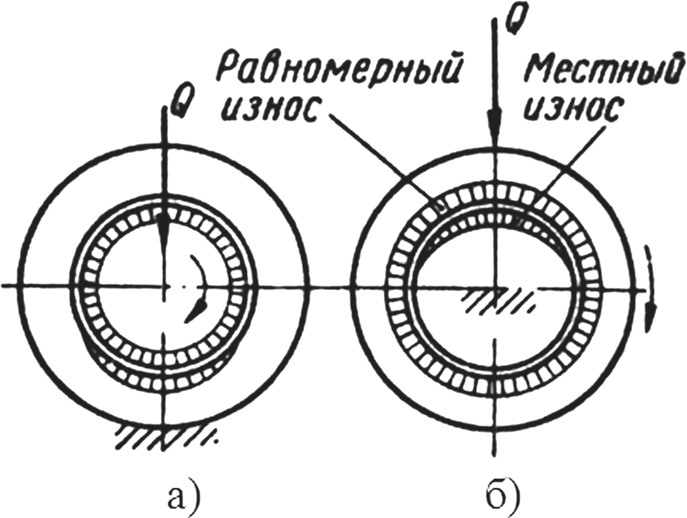
Рис. 4. Вращение при постоянной нагрузке
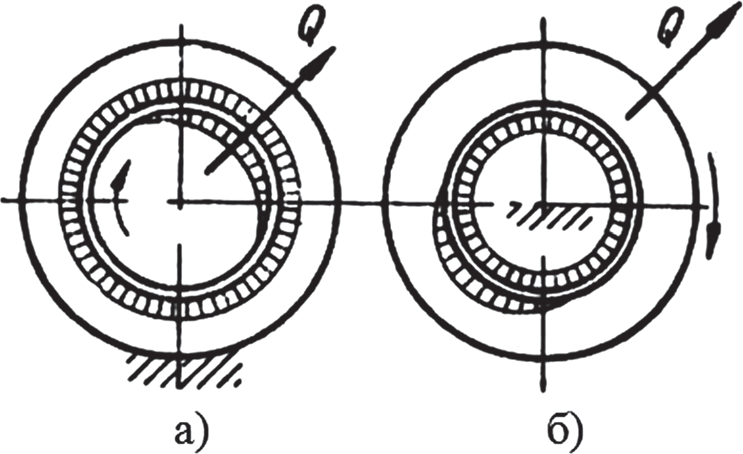
Рис. 5. Вращение с приложением вектора силы в одной точке
К этому же случаю (рис. 6, в) относятся два вращающихся с различной скоростью элемента при постоянном направлении вектора нагружающей силы.
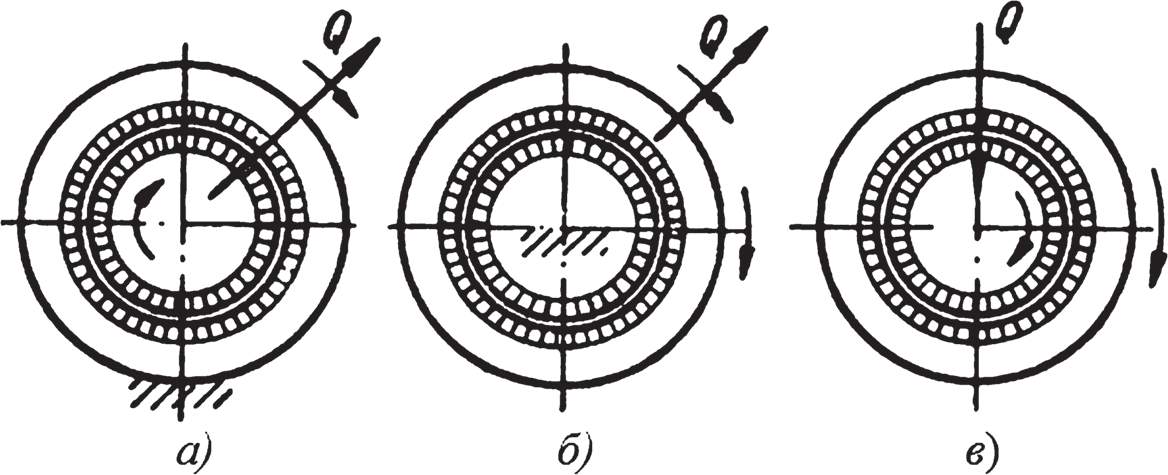
Рис. 6. Вращение вектора силы и подвижного элемента с разными угловыми скоростями
В двух первых случаях линейный суммарный износ может получиться меньшим, если из более износостойкого (твердого) материала будет изготовлена деталь с местным характером износа. Однако на практике обычно применяется обратное соотношение твердости поверхности материалов деталей по следующим соображениям:
Незначительное по величине уменьшение радиуса кривизны твердой равномерно изнашивающейся детали компенсируется местным износом другой детали, при этом зона контакта α (рис. 7, а) практически не уменьшается и удельное давление на поверхностях не возрастает.
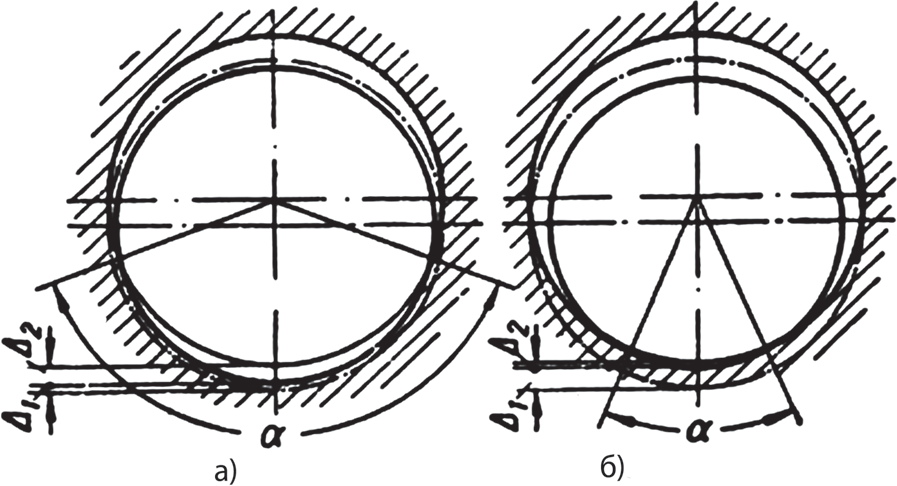
Рис. 7. Характер изменения зоны контакта
Если же соотношение твердости поверхностей взять обратным рассмотренному, то сильный равномерный износ Δ1 мягкой детали при слабом местном износе Δ2 твердой детали приведет к значительному уменьшению зоны контакта α (рис. 7, б), увеличению удельного давления и повышению интенсивности износа;
Третий случай (рис. 6, в) характеризуется наименьшей величиной линейного суммарного износа поверхностей. Смещения оси вращения вследствие износа здесь не произойдет, нарушение же положения центра вращения поверхности будет равно сумме радиальных износов обоих элементов. Удельная работа трения, приходящаяся на единицу площади поверхности и равная произведению силы трения на относительное перемещение поверхностей, будет одинакова и равномерно распределена по обеим поверхностям. Поэтому выбор соотношения твердости поверхностей деталей диктуется только желанием сконцентрировать износ на той или иной детали по соображениям удобства ремонта. Обычно в таких случаях обе поверхности стремятся выполнить с возможно большей износостойкостью.
Третий случай в чистом виде на практике встречается редко. Примером использования рассмотренного принципа может служить посадка неподвижного наружного кольца шарикоподшипника в корпус механизма с небольшим натягом; как установлено практикой, кольцо при работе постепенно поворачивается, обеспечивая равномерный износ дорожки, по которой катаются шарики.
В поступательной паре всегда наблюдается тенденция к неравномерному износу поверхностей в связи с тем, что отдельные участки последних периодически выходят из соприкосновения.
Неравномерный износ поверхностей со временем приводит к искажению их формы и нарушению правильного контакта. Чтобы ослабить это явление, следует для детали, имеющей равномерное или близкое к нему распределение удельной мощности сил трения, выбирать менее твердый материал, чем для сопряженной детали, работающей с сильно изменяющейся по длине удельной мощностью сил трения.
Постоянство режима работы пары облегчает борьбу с износом. Например, если вал работает с постоянным числом оборотов в минуту, имеется возможность выбрать для его подшипников оптимальный режим жидкостного трения; если же число оборотов в минуту меняется в пределах 1:50 (металлорежущие станки), становится невозможным обеспечить жидкостное трение в подшипниках на всем диапазоне скоростей вращения. В этом случае выгодно применять подшипники качения.
Режим работы кинематических пар нарушается при разбеге и выбеге машины. Наблюдениями установлено, что подшипники автомобильного двигателя за периоды разбега и выбега изнашиваются больше, чем за все время работы при установившемся движении. Одной из действенных мер борьбы с повышенным износом при разбеге машины является обильная подача смазки перед пуском машины насосом или ручным лубрикатором.



