Электронная библиотека
[6, с. 543 – 546; 14, с. 21 – 23, 487 – 489; 16, с. 7 – 16; 23, с. 6 – 17; 24, с. 25, 26, 88 – 91]
Разработка технологического процесса изготовления любой детали должна начинаться с глубокого изучения её служебного назначения и критического анализа технических требований и норм точности, заданных чертежом.
Служебное назначение детали может быть выявлено в результате изучения чертежей узла (сборочной единицы), в состав которого входит деталь. Выясняя назначение детали и её роль в работе узла, необходимо разобраться в функциях, выполняемых её поверхностями. По назначению все поверхности любых деталей подразделяют на исполнительные, основные, вспомогательные, крепёжные и свободные.
Анализ соответствия технических условий и норм точности служебному назначению детали следует вести в двух направлениях: качественном и количественном
Прежде всего, должна быть сделана оценка технических требований и норм точности с качественной стороны. Эта оценка касается правильности формулировок технических требований, правильности размерных связей, установленных между поверхностями детали, наличия необходимых размеров, допусков, достаточности технических требований и норм точности.
Проводя качественный анализ, в первую очередь, необходимо обратить внимание на правильность задания относительного положения поверхностей.
При анализе технических требований и норм точности с качественной стороны нельзя выпускать из виду правильность формулировок технических требований, формы задания норм точности, их достаточность.

Нельзя, например, задавать в миллиметрах допуск, ограничивающий относительный поворот поверхностей детали, без указания длины, на которой допускается указанное отклонение.
Анализ соответствия технических требований и норм точности служебному назначению детали с количественной стороны должен подтвердить или отвергнуть правильность значений установленных норм и выявить их требуемые значения.
При разработке служебного назначения детали необходимо:
1) тщательно изучить конструкцию узла (сборочной единицы) и детали, устройство узла, принцип взаимодействия деталей, назначение всех поверхностей рассматриваемой детали;
2) после качественного и количественного анализа и обоснования скорректировать технические требования на деталь по всем показателям служебного назначения узла и детали;
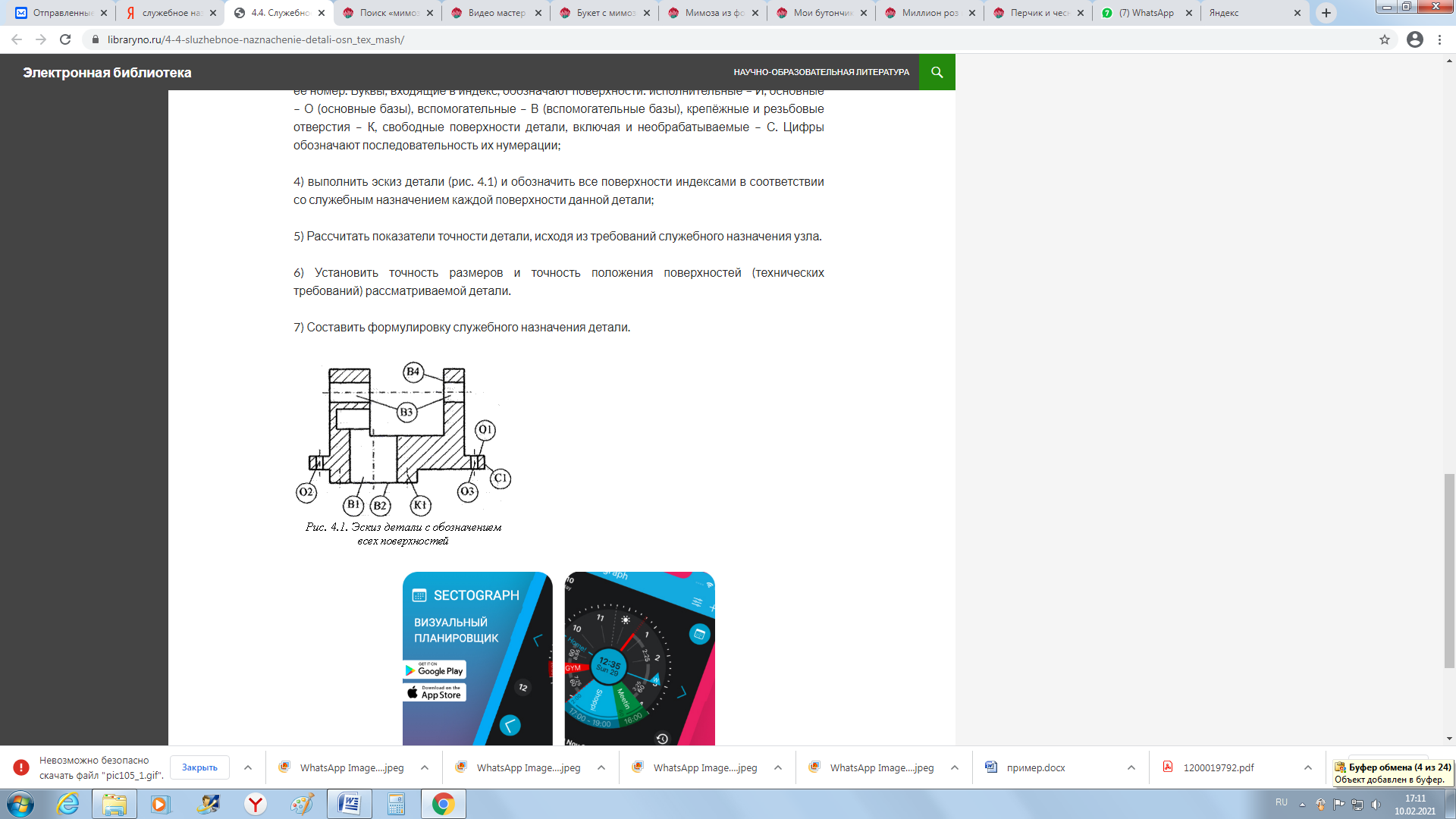
3) провести классификацию поверхностей детали. Для этого поверхности детали обозначают индексами из букв и цифр, которые устанавливают функциональное назначение поверхности и её номер. Буквы, входящие в индекс, обозначают поверхности: исполнительные – И, основные – О (основные базы), вспомогательные – В (вспомогательные базы), крепёжные и резьбовые отверстия – К, свободные поверхности детали, включая и необрабатываемые – С. Цифры обозначают последовательность их нумерации;
4) выполнить эскиз детали (рис. 4.1) и обозначить все поверхности индексами в соответствии со служебным назначением каждой поверхности данной детали;
5) Рассчитать показатели точности детали, исходя из требований служебного назначения узла.
6) Установить точность размеров и точность положения поверхностей (технических требований) рассматриваемой детали.
7) Составить формулировку служебного назначения детали.
Срочно?
Закажи у профессионала, через форму заявки
8 (800) 100-77-13 с 7.00 до 22.00
Выявление и описание служебного назначения детали




![]()
![]()
Под служебным назначением детали понимают максимально уточненную и четко сформулированную задачу, для решения которой в сборочной единице предназначена деталь. Для выявления и описания служебного назначения детали полезно, а иногда необходимо, иметь чертеж сборочной единицы, в которую рассматриваемая деталь входит.
Формулировка служебного назначения детали должна состоять из основных четырех частей [32]. Рассматривая чертеж сборочной единицы и детали в формулировке служебного назначения, раскрывающей назначение детали необходимо сделать заключение о принадлежности детали к группе кинематических звеньев или к группе опорных (базовых) деталей. К группе кинематических звеньев относятся детали, посредством которых в сборочной единице производится преобразование движения по характеру, величине или направлению: например, шестерни, червяки, звездочки, шкивы и т.д. В группу опорных (базовых) деталей входят детали с базовыми поверхностями определяющими положение других деталей в сборочной единице, например, корпус.
После уточнения принадлежности детали к той или иной группе следует описать функцию (или функции), которые эта деталь выполняет при работе сборочной единицы. Если деталь представляет собой кинематическое звено, то нужно указать, какое движение она передает (трансформирует), от какой детали к какой, какова динамическая нагруженность детали, характер этой нагрузки (спокойная или меняющаяся, однонаправленная или переменная и т.д.), указать конструктивные элементы, воспринимающие и передающие движение и нагрузку (силу, момент). Если деталь относится к группе опорных (базовых), нужно указать, положение каких деталей в сборочной единице она обеспечивает, выделить среди них те, взаимное положение которых особенно важно для работы сборочной единицы (машины, механизма), уточнить и описать причины вызывающие особые требования к взаимному положению этих деталей.
В качестве примера описания служебного назначения детали рассмотрим промежуточный вал редуктора, представленный на рис. 2.
Промежуточный вал входит в состав двухступенчатого цилиндрического редуктора и относится к группе опорных деталей. Положение вала в редукторе определяется посредством подшипников качения, устанавливаемых в базовых отверстиях корпуса редуктора. В свою очередь вал определяет положение в редукторе шестерни и зубчатого колеса. Относительный проворот шестерни, зубчатого колеса и вала предотвращается с помощью шпонок, устанавливаемых на валу. Положение зубчатого колеса и шестерни по оси вала устанавливается за счет ступенчатости цилиндрических поверхностей. Конструкция вала должна обеспечивать передачу крутящего момента оговоренного техническими характеристиками редуктора.
Уяснение служебного назначения детали позволяет выявить функциональное назначение поверхностей деталей и провести анализ их размерного описания.
Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 116. «Формулировка служебного назначения детали»
продолжение курса лекций
Просмотр содержимого документа
«Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 116. «Формулировка служебного назначения детали»»
Служебное назначение детали обусловливает выбор баз. Подобные базы называют конструкторскими базами.. Определение служебного назначения детали в зависимости от шероховатости ее поверхностей, которая зависит от класса точности и метода обработки.. Требования служебного назначения детали направлены на увеличение срока службы детали, в течение которого будут сохраняться в определенных пределах соответствующие эксплуатационные параметры.
Разработка технологического процесса изготовления любой детали должна начинаться с глубокого изучения её служебного назначения и критического анализа технических требований и норм точности, заданных чертежом.
Служебное назначение детали может быть выявлено в результате изучения чертежей узла (сборочной единицы), в состав которого входит деталь. Выясняя назначение детали и её роль в работе узла, необходимо разобраться в функциях, выполняемых её поверхностями. По назначению все поверхности любых деталей подразделяют на исполнительные, основные, вспомогательные, крепёжные и свободные.
Анализ соответствия технических условий и норм точности служебному назначению детали следует вести в двух направлениях: качественном и количественном
Прежде всего, должна быть сделана оценка технических требований и норм точности с качественной стороны. Эта оценка касается правильности формулировок технических требований, правильности размерных связей, установленных между поверхностями детали, наличия необходимых размеров, допусков, достаточности технических требований и норм точности.
Проводя качественный анализ, в первую очередь, необходимо обратить внимание на правильность задания относительного положения поверхностей.
При анализе технических требований и норм точности с качественной стороны нельзя выпускать из виду правильность формулировок технических требований, формы задания норм точности, их достаточность.
Нельзя, например, задавать в миллиметрах допуск, ограничивающий относительный поворот поверхностей детали, без указания длины, на которой допускается указанное отклонение.
Анализ соответствия технических требований и норм точности служебному назначению детали с количественной стороны должен подтвердить или отвергнуть правильность значений установленных норм и выявить их требуемые значения.
При разработке служебного назначения детали необходимо:
1) тщательно изучить конструкцию узла (сборочной единицы) и детали, устройство узла, принцип взаимодействия деталей, назначение всех поверхностей рассматриваемой детали;
2) после качественного и количественного анализа и обоснования скорректировать технические требования на деталь по всем показателям служебного назначения узла и детали;
3) провести классификацию поверхностей детали. Для этого поверхности детали обозначают индексами из букв и цифр, которые устанавливают функциональное назначение поверхности и её номер. Буквы, входящие в индекс, обозначают поверхности: исполнительные – И, основные – О (основные базы), вспомогательные – В (вспомогательные базы), крепёжные и резьбовые отверстия – К, свободные поверхности детали, включая и необрабатываемые – С. Цифры обозначают последовательность их нумерации;
4) выполнить эскиз детали (рис. 4.1) и обозначить все поверхности индексами в соответствии со служебным назначением каждой поверхности данной детали;
5) Рассчитать показатели точности детали, исходя из требований служебного назначения узла.
6) Установить точность размеров и точность положения поверхностей (технических требований) рассматриваемой детали.
7) Составить формулировку служебного назначения детали.
ПРИМЕР: ДЕТАЛЬ «МУФТА»
Данная деталь изготавливается из отливки с последующей обработкой резанием. Деталь «муфта» служит для передачи крутящего момента от основного вала. Наиболее точными поверхностями являются: Ø86 +0,085 мм, 8 шлиц 9мм. Самая точная поверхность – 1 диаметр, выполненный по 8 квалитету.
Анализ рабочего чертежа показал, что чертеж выполнен в соответствии с ГОСТами ЕСКД. Габаритные размеры детали: отливка Ф148х98мм. Все размеры, отклонения, допуски, шероховатости поверхностей, технические требования, необходимые для изготовления данной детали, проставлены. Также на рабочем чертеже присутствует достаточное количество видов (1). Сечения, местные виды, а также выносные элементы нет необходимости делать. Из чертежа видно, что самыми точными и менее технологичными поверхностями являются рабочие поверхности винта. Эти поверхности имеют шероховатость Ra1,6; а также 7 и 8 квалитеты точности соответственно. Точность данных поверхностей нужна для обеспечения герметичности соединения винта с рычагом.
Сталь 20 ГОСТ 1050-88: столь конструкционная углеродистая качественная:
Служебное назначение, технические требования, материал и методы получения заготовок (стр. 1 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 6 7 8 9 |

4.1. Служебное назначение, технические требования, материал и методы получения заготовок
Детали типа тел вращения широко распространены в машиностроении. Они различны по служебному назначению, конструкции, размерам и материалу. Среди них детали типа валов имеют длину, в несколько раз большую диаметра, у деталей типа дисков диаметр больше длины, а у деталей типа втулок, цилиндров диаметр и длина примерно одинаковы. Различие конструктивных форм и размеров деталей влияет на способ установки заготовок и последовательность их обработки. Объединяющим признаком этих деталей является то, что они образованы в основном наружными, внутренними и торцовыми поверхностями, имеющими общую ось вращения. Поэтому при обработке таких деталей, кроме общей задачи получения заданных размеров, стоит технологическая задача обеспечения соосности поверхностей и точного расположения торцов относительно оси детали.
При изготовлении деталей типа тел вращения превалирует токарная обработка. Указанные требования обеспечиваются следующими способами установки и обработки заготовок на токарных станках: обработка соосных поверхностей с одной установки; обработка в два установа сначала наружных, а затем внутренних поверхностей с базированием детали по наружной поверхности; обработка в два установа сначала внутренней, а затем наружной поверхности с базированием по внутренней поверхности (обработка от отверстия) [2, 25].
Обработка жестких деталей за один установ обеспечивает малые отклонения от соосности и перпендикулярности торцов к оси детали. Второй и третий способы относятся к обработке деталей, закрепляемых в патроне и на оправке. Кроме указанных, возможны и другие способы. Так, на станках с ЧПУ обработку ведут за два установа. Сначала заготовку обрабатывают с одной стороны, затем после ее снятия и поворота на угол 180° — с другой. В этом случае связанные жесткими допусками поверхности желательно обрабатывать за один установ.
Наиболее характерными деталями типа тел вращения являются валы, шпиндели, фланцы.
Валы используют для передачи крутящего момента или в качестве опор. Валы бывают бесступенчатые и ступенчатые, цельные
и пустотелые, гладкие и шлицевые, валы-шестерни, а также комбинированные в различном сочетании. Различают валы прямые, коленчатые, кривошипные и эксцентриковые (кулачковые). В машиностроении наиболее распространены ступенчатые валы средних размеров длиной 150—1000 мм, среди которых превалируют гладкие [1]. Шлицевые валы имеют сквозные или закрытые шлицы (прямобочные или эвольвентные). Существуют валы с равноосным контуром (типа РК), имеющие некоторые преимущества по сравнению с шлицевыми. РК-профильные валы используют вместо шлицевых или валов со шпоночными пазами в тяжело-нагруженны Х передачах. Жесткими считают валы, у которых отношение длины к диаметру не превышает 15; валы е большим соотношением считают нежесткими.
Наиболее трудоемкими в изготовлении являются ступенчатые валы, имеющие шейки под подшипники и зубчатые колеса, шпоночные канавки, шлицевые, резьбовые поверхности. Из соображений экономичности изготовления следует считать наиболее технологичными валы, конструкция которых предусматривает возрастание диаметров ступеней к середине или одному из концов вала.
Заготовки для валов. Производительность механической обработки резанием во многом определяется маркой материала, размерами и конфигурацией заготовки, а также характером производства. В единичном и мелкосерийном производстве заготовки валов с небольшим числом ступеней и незначительной разницей их диаметров получают отрезкой от горячекатаных или холоднотянутых нормальных прутков и сразу подвергают механической обработке. Заготовки валов массой более 15 кг целесообразно получать свободной ковкой (без штампов) для уменьшения расхода материала. Ее выгодно применять в том случае, когда расходы, связанные с ковкой, компенсируются экономией металла и снижением стоимости механической обработки резанием.
В производстве с достаточно большим масштабом выпуска, а также при изготовлении валов сложной конфигурации со ступенями, значительно различающимися по диаметру, заготовки целесообразно получать методом пластического деформирования (ковка, штамповка, периодический прокат, обжатие на ротационно-ковочных машинах, электровысадка). Эти методы обеспечивают по лучение заготовок, близких по форме и размерам к готовой детали, что повышает производительность механической обработки и снижает коэффициент использования металла [21].
В среднесерийном производстве заготовки валов получают из проката путем разрезки с последующей механической обработкой или ковкой в недорогих подкладных или групповых переналаживаемых штампах. Широко используют ротационную ковку на ковочных машинах с программным управлением. При выборе того или иного метода получения заготовки следует сравнить себестоимость и коэффициент использования материала КИМ. Установлено, например, что если Ким штамповки больше, чем К им проката на 0,15, то более экономичной является заготовка, полученная штамповкой.
При механической обработке резанием валов в автоматизированном производстве, в частности на станках с ЧПУ, использование заготовок с низкой точностью недопустимо. В этом случае припуски и допуски заготовок должны быть на 10 — 30 % меньше, чем при обработке на станках е ручным управлением. Ужесточение требований по свойствам материала и точности заготовок, обрабатываемых на станках с ЧПУ, обусловлено необходимостью уменьшить нагрузку на дорогостоящий станок, стремлением сократить количество стружки, создать наиболее благоприятные условия для работы режущего инструмента. В ряде случаев целесообразно применять комплексные заготовки (рис. 4.1). Из комплексной заготовки можно изготовить несколько различных деталей, близких по форме и размерам [2].
Заготовки валов перед обработкой должны подвергаться правке и термической обработке для улучшения обрабатываемости и снятия остаточных напряжений.

Рис. 4.1 Схема образования комплексной заготовки с односторонним расположением ступеней.
4.2. Технология изготовления деталей типа валов и фланцев
При разработке технологического процесса механической обработки вала целесообразно использовать типовые процессы, которые созданы на основе классификации валов.
Основными базами большинства валов являются поверхности опорных шеек. Однако их использование в качестве технологических баз для обработки наружных поверхностей затруднительно, особенно при условии сохранения единства баз. Последнее важно при автоматизации технологического процесса. Поэтому при выполнении большинства основных операций изготовления ступенчатых валов в качестве технологических баз используют поверхности центровых отверстий и левый торец установленного на станке вала. От этого торца удобно обеспечивать точность линейных (осевых) размеров, так как система упоров, ограничивающих продольное перемещение суппорта с резцами, связана с положением буртика шпинделя. Применение плавающего переднего центра исключает погрешность установки заготовки вала при выдерживании длин ступеней от левого торца.
При одностороннем расположении ступеней и длине вала до 120 мм обработку выполняют из прутка на револьверных станках (рис. 4.2) или автоматах, осуществив до отрезки детали все черновые и чистовые переходы.
Полученные из прутка или штампованные заготовки ступенчатых валов длиной более 120 мм обрабатывают в центрах по следующему маршруту: 1) поочередная или одновременная обработка торцов заготовки; 2) сверление в торцах заготовки центровых отверстий; 3) предварительное обтачивание заготовки; 4) чистовое обтачивание; 5) предварительное шлифование шеек; 6) фрезерование шпоночных пазов и шлицев; 7) сверление отверстий (если предусмотрены чертежом); 8) нарезание резьбы; 9) термическая обработка; 10) окончательное шлифование шеек; 11) контроль. В маршрут обработки нежестких валов включают дополнительные операции точения и шлифования шейки под люнет.

Рис.4.2 Обработка вала на токарно-револьверном станке.
1-подача прутка до упора, 2-сверление центрового отверстия, 3(4)предварительное и чистовое обтачивание наружной поверхности, 5(6)- предварительное и чистовое обтачивание шейки, 7-прорезка канавки, 8-отрезка
Подрезание борцов и сверление центровых отверстий являются первыми технологическими переходами изготовления ступенчатых валов, на которых подготовляются технологические базы для последующей обработки. В зависимости от масштаба выпуска эти переходы выполняют на различном оборудовании: центровальных, центровально-подрезных, фрезерно-центровальных, центровально-отрезных, универсальных токарных, фрезерных, сверлильных и других станках. К центровым отверстиям предъявляют требования по соосности, постоянству глубины, диаметра и конусности.
Служебное назначение детали
![]()
![]()
ЦЕЛИ И ЗАДАЧИ КУРСОВОГО ПРОЕКТА
Основная цель выполнения курсового проекта заключается в обобщении и закреплении знаний, полученных при изучении дисциплины «Основы технологии машиностроения» и ряда других дисциплин.
Важнейшими задачами курсового проекта являются: практическое осмысление основных понятий и положений основ технологии машиностроения на примере действующего технологического процесса обработки конкретной детали; изучение применяемой номенклатуры технологического оборудования и оснастки, а также их технологических возможностей; критический анализ технологического процесса и рациональной области использования технологического оснащения.
Согласно ФГСО ВО бакалавр по указанным направлениям подготовки должен помимо прочих, уметь решать следующую профессиональную задачу: сбор и анализ исходной информации для проектирования технологических процессов изготовления машиностроительной продукции, средств технологического оснащения.
А также обладать одной из следующих профессиональных компетенций: осваивать на практике и совершенствовать технологии, системы и средства машиностроительных производств.
При выполнении курсового проекта должны проявиться способности студента к умению анализировать, делать выводы, принимать самостоятельные решения, а также выполнению технических чертежей с использованием одной из САD систем.
СОДЕРЖАНИЕ КУРСОВОГО ПРОЕКТА
Темой курсового проекта является:Анализ технологического процесса изготовления детали ………….
Тему утверждает руководитель курсового проекта от кафедры. Курсовой проект, включает в себя пояснительную записку и графические материалы.
2. Анализ конструкторской и технологической документации.
3. Анализ вида и способа получения заготовки.
4. Анализ маршрутного технологического процесса обработки детали.
5. Анализ операций обработки детали.
Графические материалы включают:
— чертеж обрабатываемой детали (с учетом исправления замеченных недостатков) и 3D модель –формат чертежа А3….А1 (формат чертежа по согласованию с руководителем проекта);
— эскизы заводской и (или) предлагаемой заготовки формат А4….А1 (формат чертежа по согласованию с руководителем проекта);
— карты операционных эскизов заводские и исправленные (с учетом исправления замеченных недостатков) формат А4… А2 (формат чертежей и количество по согласованию с руководителем проекта, могут быть приведены в разделе 5.2 или в приложении).
СОДЕРЖАНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
Введение
В ведение приводится тема курсового проекта и краткая характеристика состояния и перспективы развития современного машиностроительного производства.
Исходные данные
Исходные данные должны включать:
2. Комплект технологической документации, который должен обязательно включать титульный лист, маршрутную и операционные карты, а также карты эскизов (может включать и другие документы).
3. Другие материалы, служащие исходной информацией для выполнения курсового проекта.
Если тип производства не был установлен, то на основании исходных данных определяется тип производства. Основными признаками для определения типа производства могут быть приняты: применяемое технологическое оборудование, технологическая оснастка, форма технологической документации, нормативные (временные) характеристики, а также данные по объему выпуска заданной детали и номенклатуре деталей.
Также необходимо описать режим работы подразделения (на котором были собраны исходные данные): число рабочих дней в неделе; число рабочих дней в году; количество рабочих смен; продолжительность рабочей смены и организационную форму производства.
Анализ конструкторской и технологической документации
Служебное назначение детали
Приводятся габаритные размеры, материал и масса детали, служебное назначение данной детали и условия ее работы в изделии (если такая информация имеется и не является секретной).

Выполняется эскиз детали с нумерацией сторон детали и всех обрабатываемых элементарных поверхностей (рис.1).
 | |
 | |
 | |
|


|















|
|
|
|
|

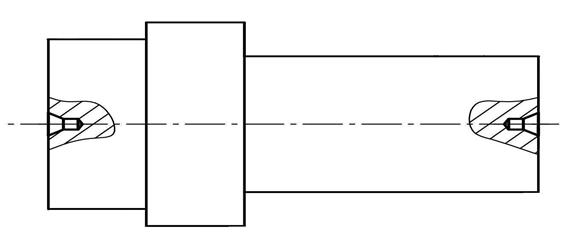
Рис. 1. Пример выявления и обозначения элементарных поверхностей
Дать характеристику элементарных поверхностей детали, которые в изделии выполняют различные функции (исполнительные поверхности, основные базирующие поверхности, вспомогательные базирующие поверхности, свободные поверхности).
Если служебное назначение детали неизвестно, то деталь необходимо отнести к определенному классу деталей: вал, втулка, диск, корпус, рычаг и
т. д., а виды поверхностей разделить по точности обработки на основные и неосновные.
Основными поверхностями в данном случае, будут являться поверхности, к которым предъявлены более высокие требования по точности и качеству.
Виды поверхностей по конфигурации, из которых состоит деталь, можно разделить на следующие две группы:
— простые элементарные поверхности (ПЭП) состоящие из одной элементарной поверхности, например, наружная цилиндрическая поверхность (НЦП), наружная торцовая поверхность (НТП), внутренняя цилиндрическая поверхность (ВЦП), наружная фаска (НФ), наружная плоская поверхность (НПП) и т.д.;
— сложные элементарные поверхности (СЭП), состоящие из нескольких простых элементарных поверхностей, например, наружная шлицевая поверхность (НШлП), внутренняя резьбовая поверхность (ВРП), наружная зубчатая поверхность (НЗП), наружная шпоночная поверхность (НШпП), наружная фасонная поверхность (НФП), наружная канавка (НК), центровое отверстие (ЦО) и т.д.
Полученные данные сводятся в табл. 2.1.
Виды и количество элементарных поверхностей



